



(一)正时系统部件(图3-8-46)
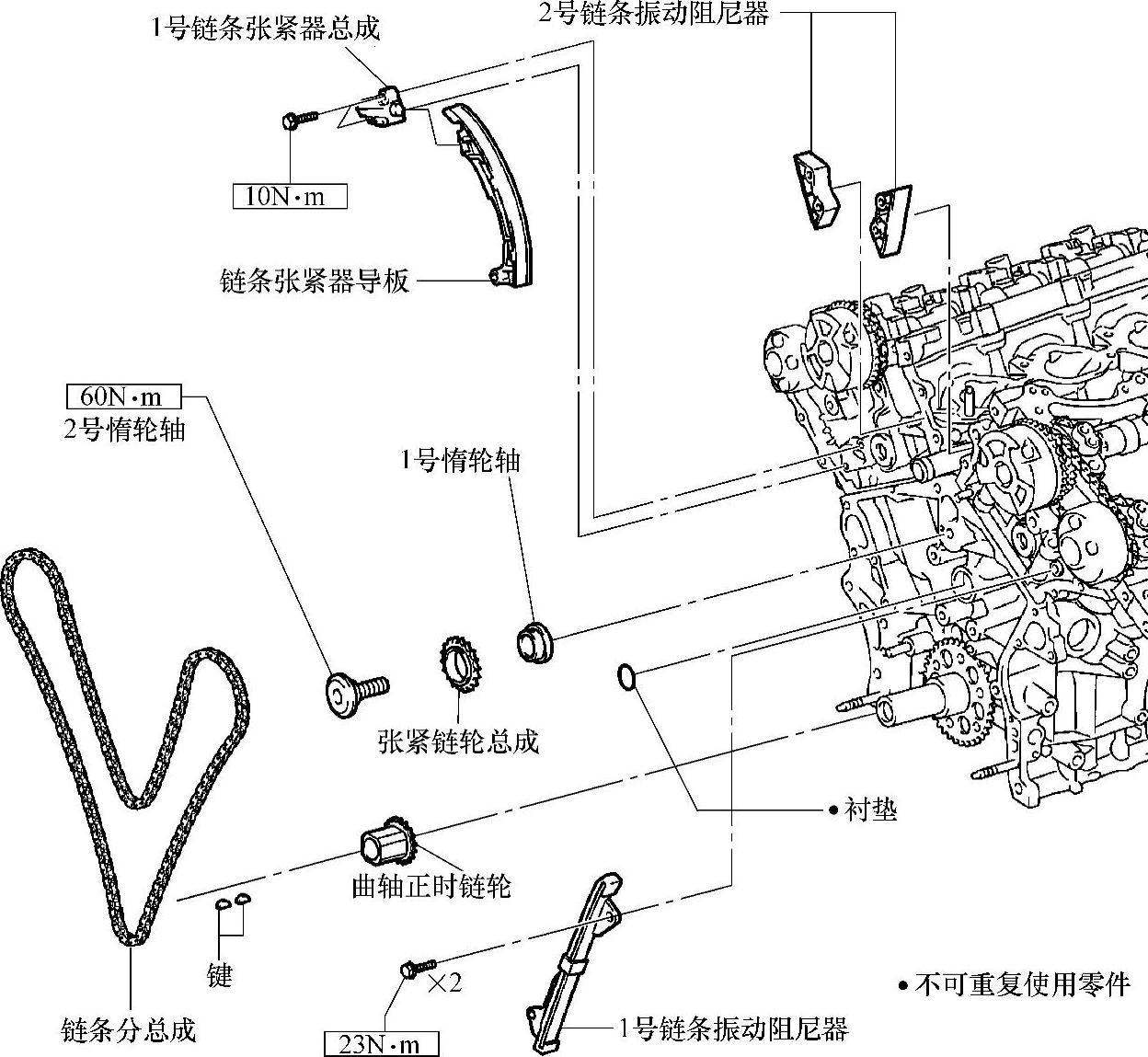
图3-8-46
(二)正时示意图(图3-8-47)
(三)拆卸方法
(1)拆卸正时链条盖分总成。
(2)拆卸正时链条箱油封。
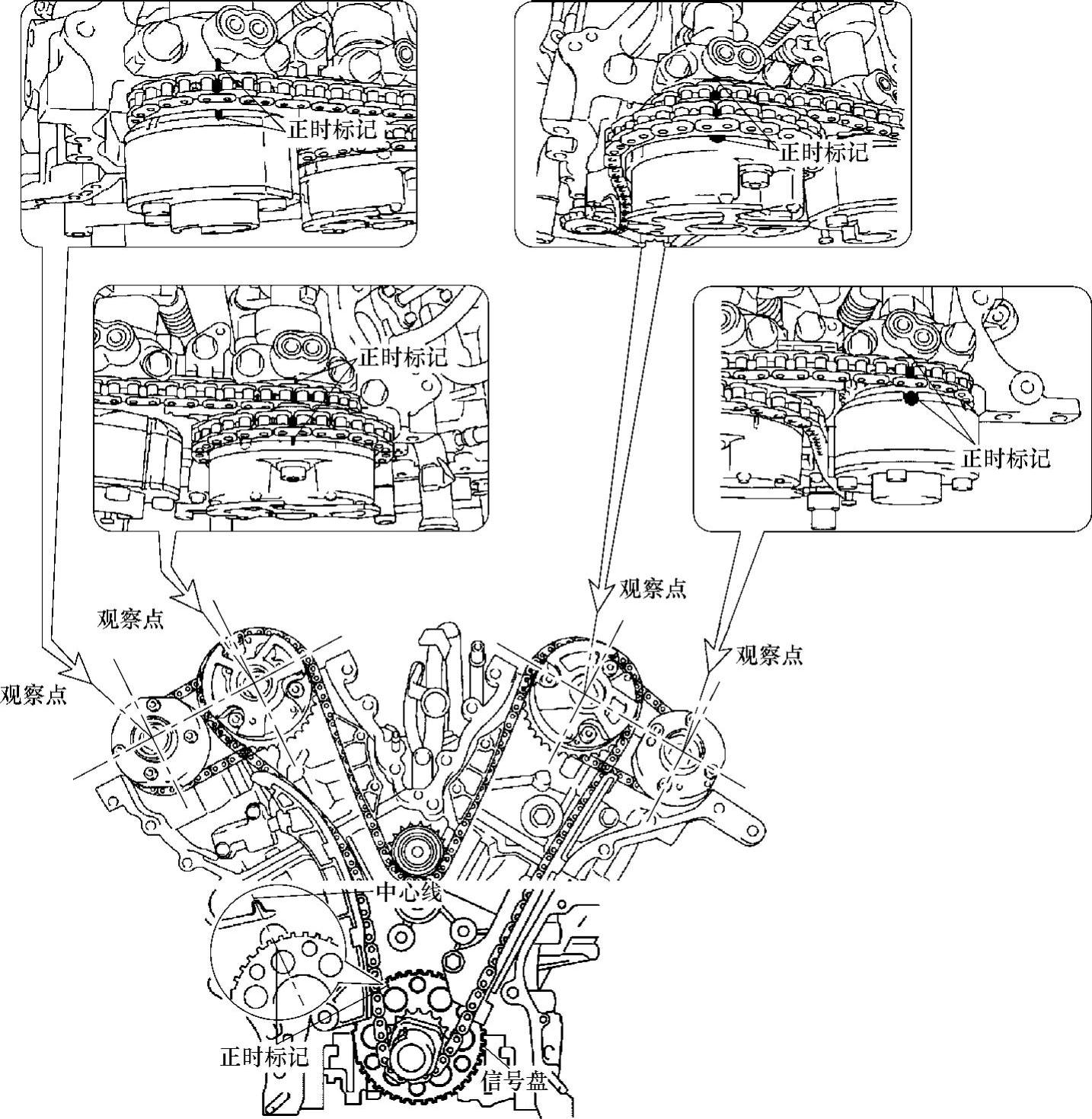
图3-8-47
(3)拆卸水泵总成。拆下8个螺栓、水泵总成和水泵衬垫,如图3-8-48所示。
(4)按以下方法将1号气缸设置到压缩上止点位置。
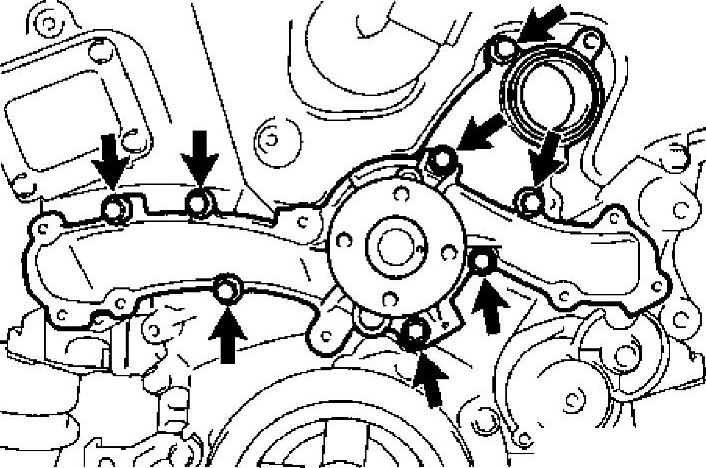
图3-8-48
1)暂时紧固带轮固定螺栓。
2)顺时针转动曲轴,以将右侧缸体孔径中心线(TDC/压缩)与曲轴转角信号盘上的正时标记对准,如图3-8-49所示。
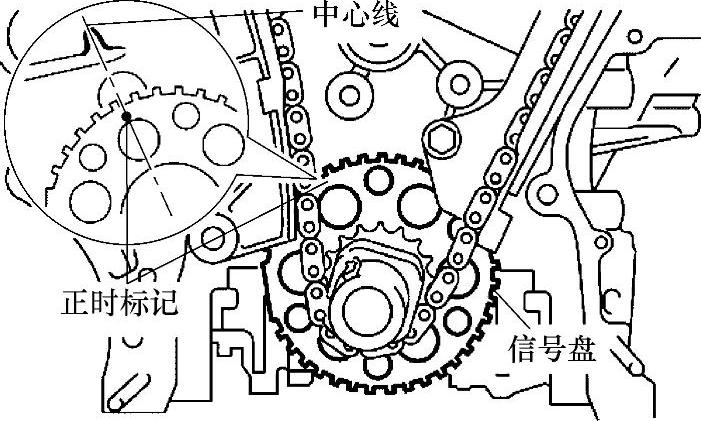
图3-8-49
3)如图3-8-50所示,检查并确认凸轮轴正时齿轮的正时标记与轴承盖的正时标记对准。
如果没有对准,则顺时针转动曲轴1圈,并如上所示对准正时标记。
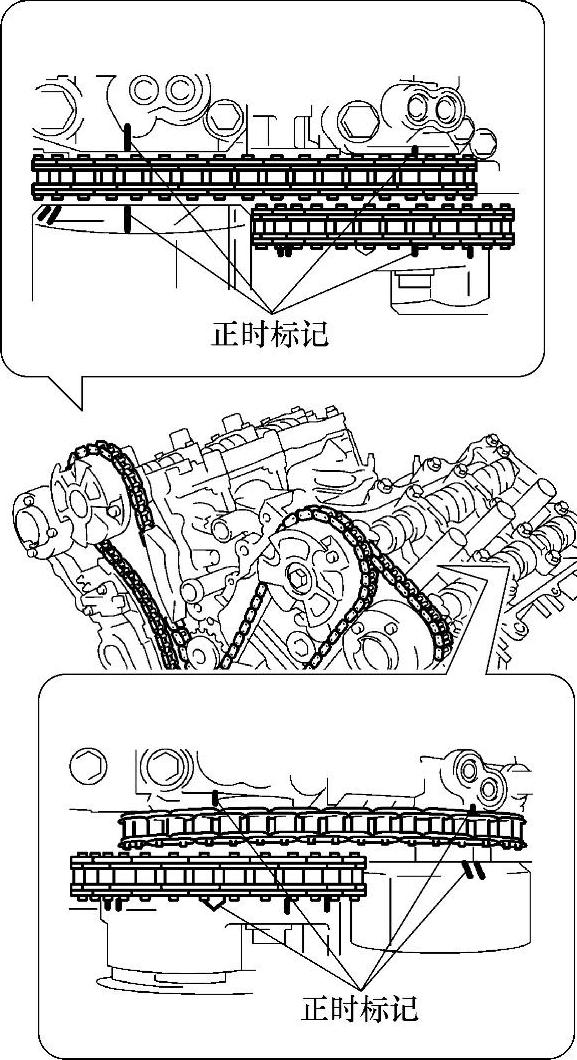
图3-8-50
(5)拆卸1号链条张紧器总成。
1)向上移动挡片以松开锁,并将柱塞推入张紧器,如图3-8-51所示。
2)向下移动挡片以卡紧锁,并将直径为1.27mm的销插入挡片孔。
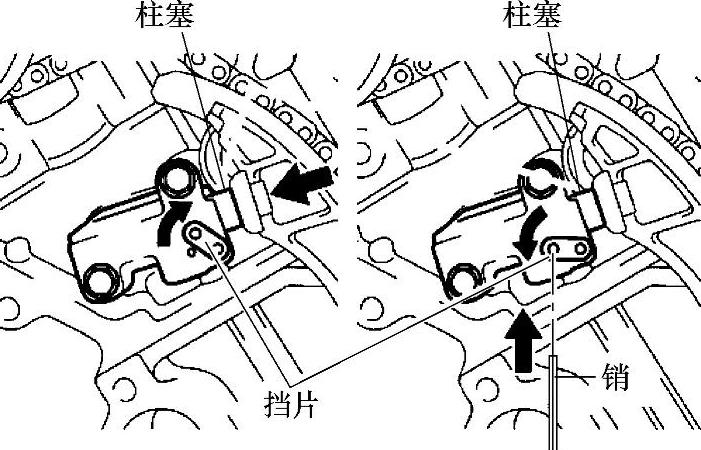
图3-8-51
3)拆下2个螺栓和1号链条张紧器总成,如图3-8-52所示。
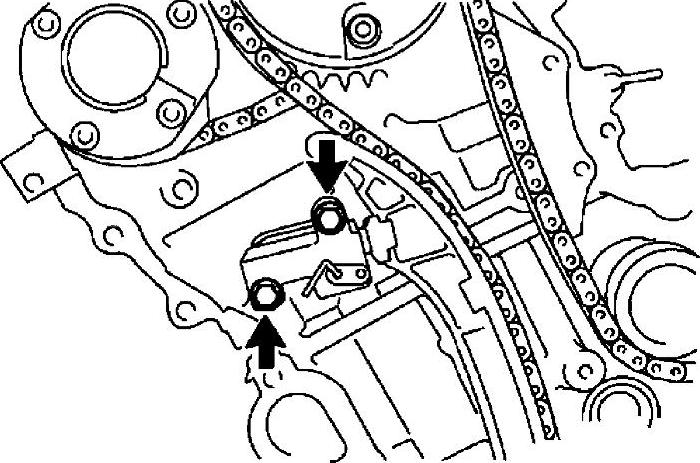
图3-8-52
(6)拆卸链条张紧器导板。
(7)拆卸链条分总成。
1)逆时针转动曲轴10°以松开曲轴正时链轮,如图3-8-53所示。
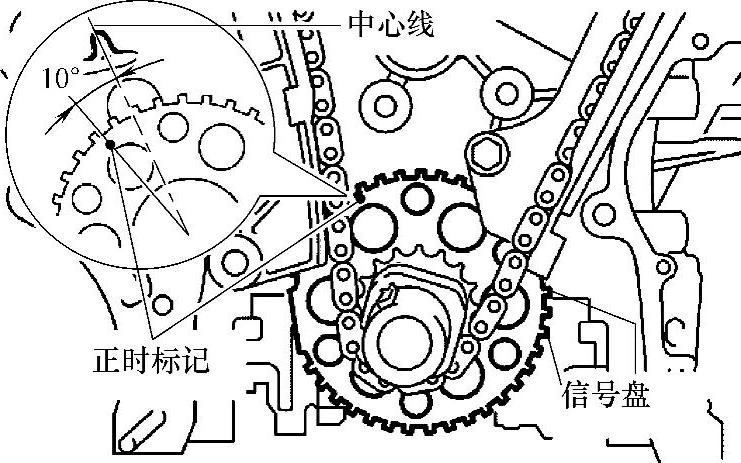
图3-8-53
2)拆下带轮固定螺栓。
3)从曲轴正时链轮上拆下链条分总成,并将其放在曲轴上,如图3-8-54所示。
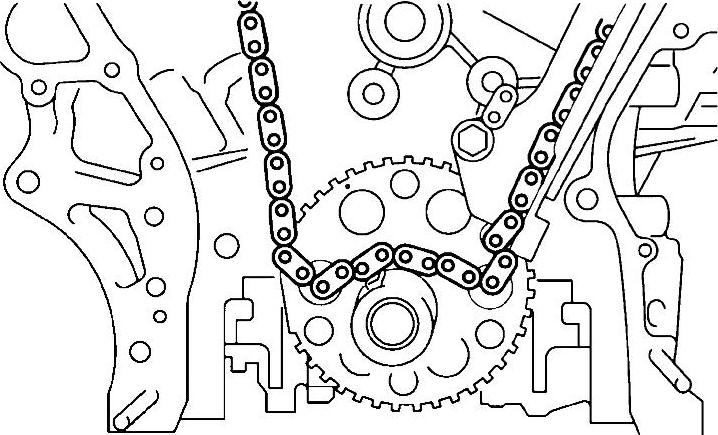
图3-8-54
4)顺时针旋转2号链条(B1)上的凸轮轴正时齿轮总成(约60°),并如图3-8-55所示进行固定。务必松开气缸组间的链条分总成。
5)拆下链条分总成。
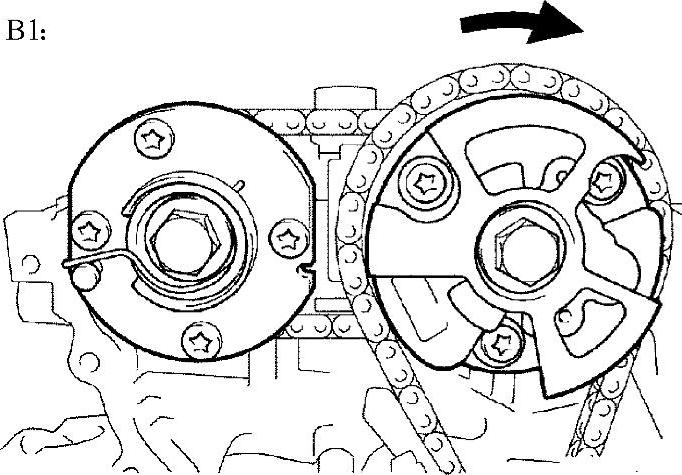
图3-8-55
(8)拆卸张紧链轮总成。
用10mm六角扳手拆下2号惰轮轴、张紧链轮总成和1号惰轮轴,如图3-8-56所示。
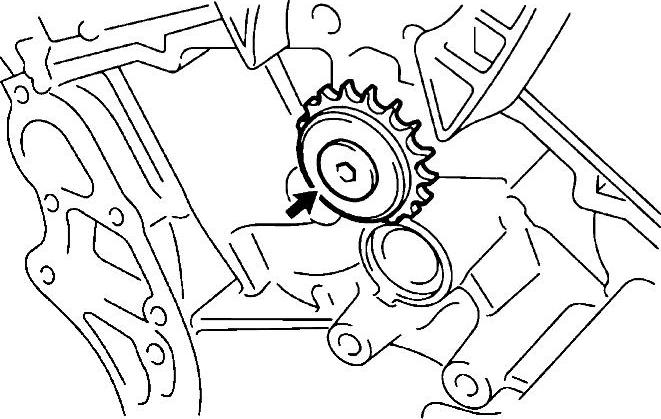
图3-8-56
(9)拆下2个螺栓和1号链条振动阻尼器,如图3-8-57所示。
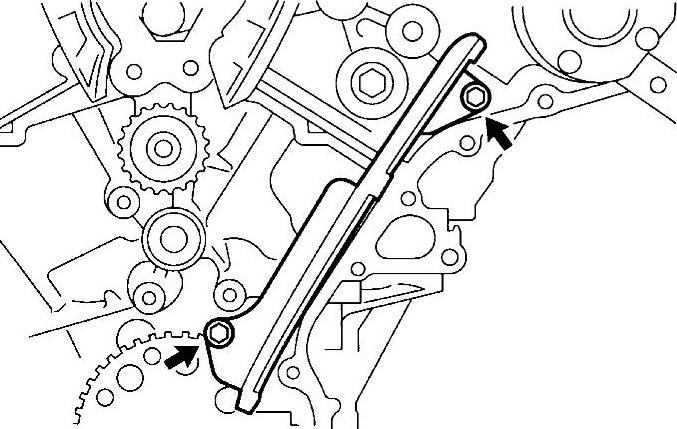
图3-8-57
(10)拆下2个2号链条振动阻尼器。
(11)拆卸曲轴正时链轮,如图3-8-58所示。
1)从曲轴上拆下曲轴正时链轮。
2)从曲轴上拆下2个曲轴键。
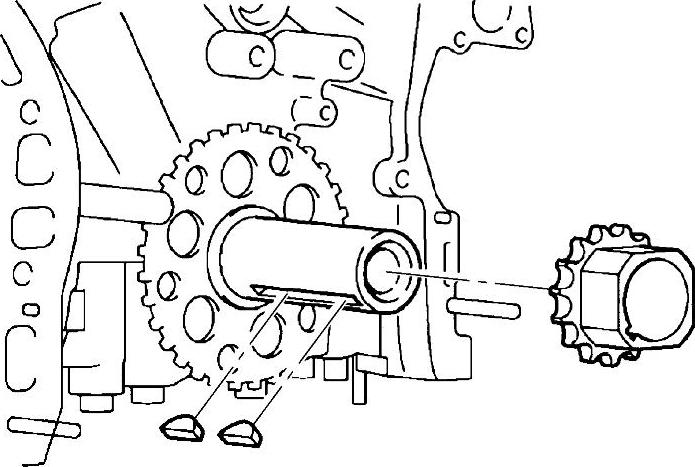
图3-8-58
(12)拆卸凸轮轴正时齿轮和2号链条(B1)。
1)升高2号链条张紧器总成的同时,将直径为1.0mm的销插入孔中以将其固定,如图3-8-59所示。
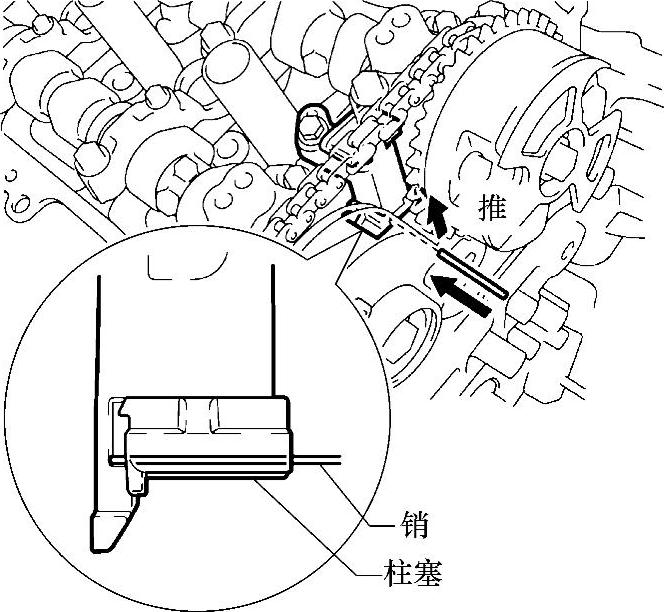
图3-8-59
2)用专用工具固定住各凸轮轴的六角部位,松开凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的螺栓,如图3-8-60所示。
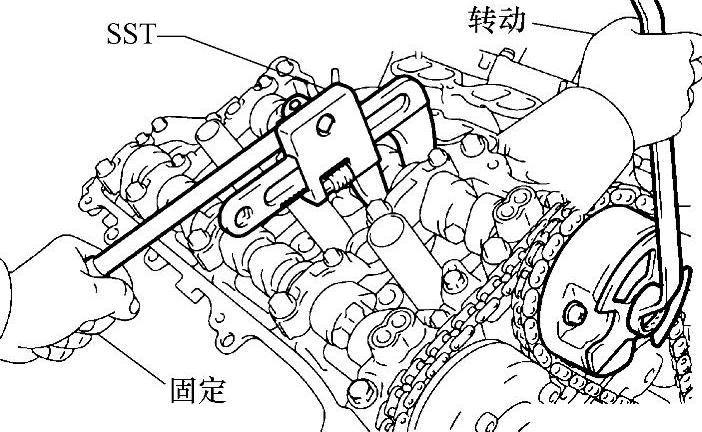
图3-8-60
3)拆下2个螺栓、凸轮轴正时齿轮总成和2号链条。
(13)拆下螺栓和2号链条张紧器总成,如图3-8-61所示。
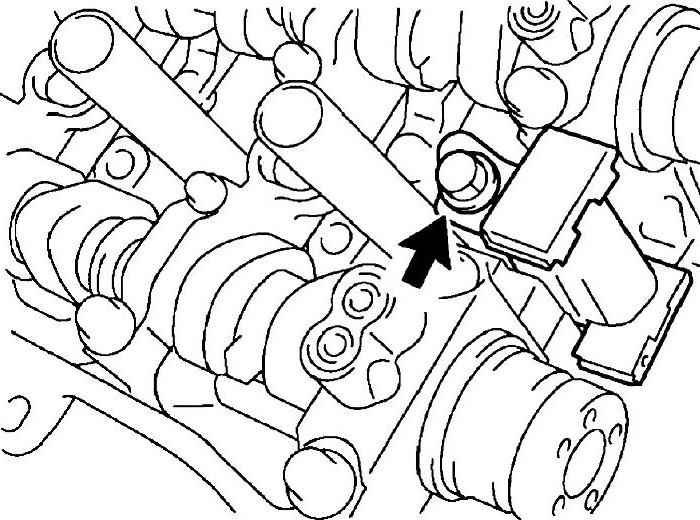
图3-8-61
(四)安装方法
(1)检查链条分总成。
1)如图3-8-62所示,用147N的力拉链条分总成。(https://www.xing528.com)
2)用游标卡尺测量15个链节的长度。
最大链条伸长量:136.9mm。
注意:在任意3个位置进行测量,采用测量值的平均值。如果平均伸长量大于最大伸长量,则更换链条分总成。
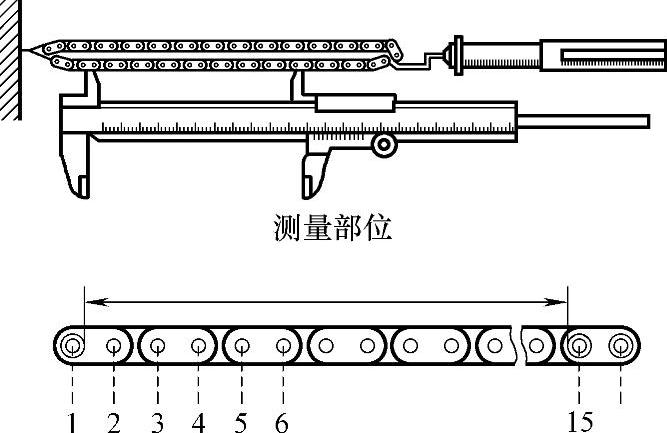
图3-8-62
(2)用同样的方法检查2号链条分总成。
最大链条伸长量:137.6mm。
(3)检查曲轴正时链轮,如图3-8-63所示。
1)将链条绕在链轮上。
2)用游标卡尺测量带链条分总成的链轮直径。
最小链轮直径(带链条):61.4mm
提示:
测量时,游标卡尺必须与链轮接触。
如果直径小于最小值,则更换链条和链轮。
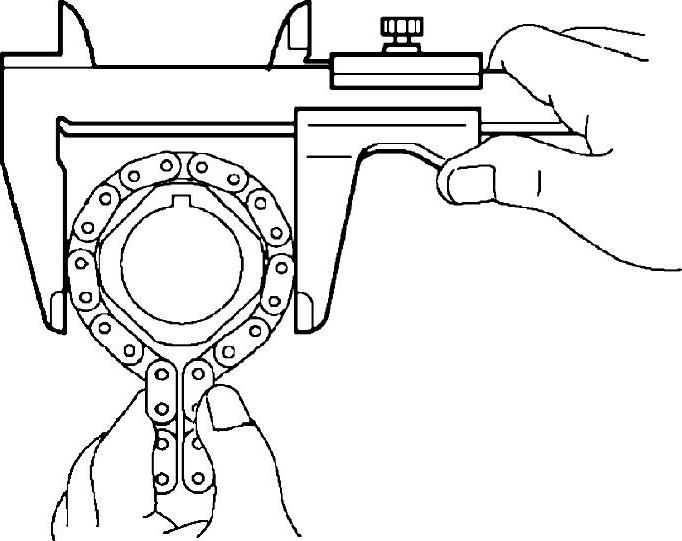
图3-8-63
(4)将链条绕在链轮上,用同样的方法和参数检查张紧链轮总成。
(5)安装2号链条张紧器总成,如图3-8-64所示。
1)螺栓安装2号链条张紧器总成。
2)推入2号链条张紧器总成的同时,将直径为1.0mm的销插入孔中以将其固定。
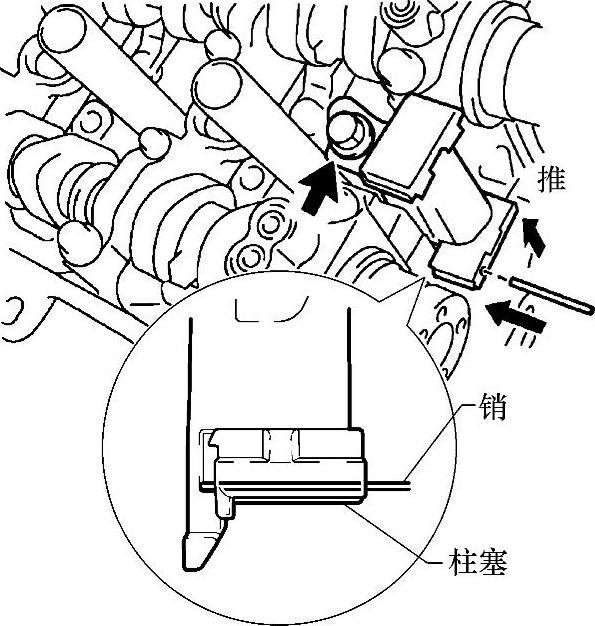
图3-8-64
(6)安装凸轮轴正时齿轮和2号链条(B1)。
1)如图3-8-65所示,将标记板(黄色)与凸轮轴正时齿轮总成的正时标记对准。
2)在螺栓螺纹和螺栓座面上涂抹一薄层发动机机油。
3)将凸轮轴的锁销与凸轮轴正时齿轮总成的销孔对准。在安装好2号链条分总成的情况下,安装凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成。
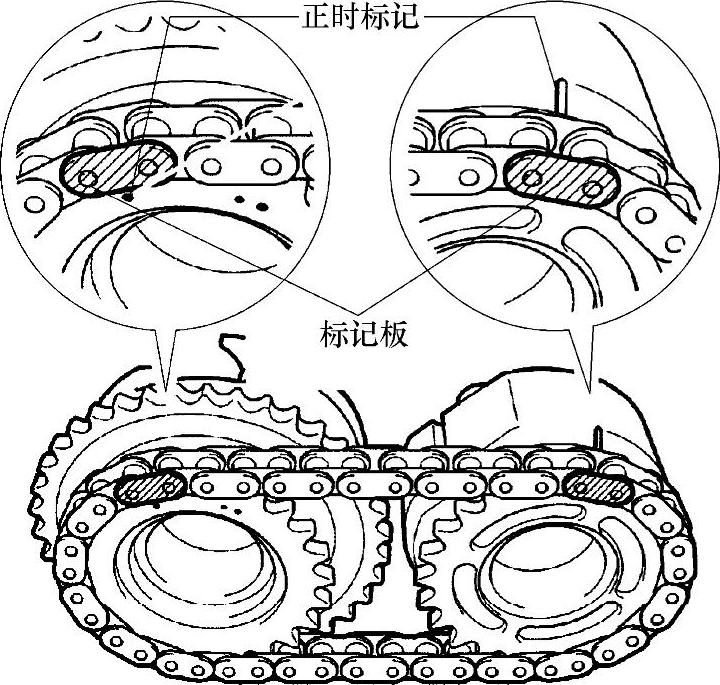
图3-8-65
4)如图3-8-66所示,用专用工具固定住各凸轮轴的六角部位,紧固凸轮轴正时齿轮总成和排气凸轮轴正时齿轮总成的螺栓至100N·m。
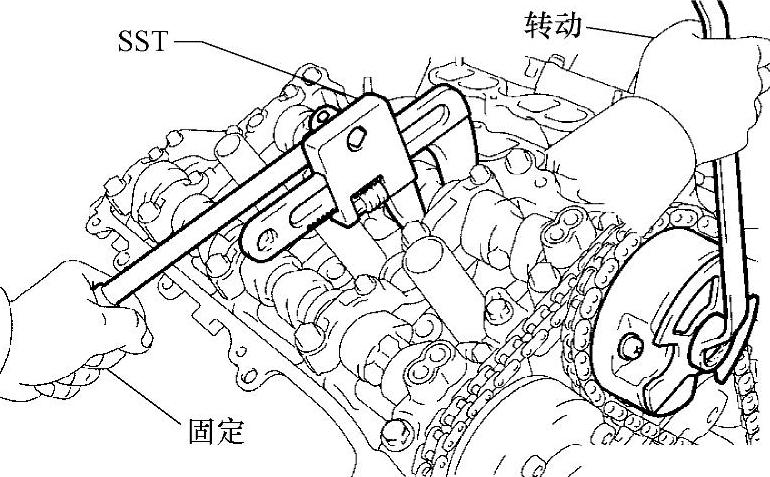
图3-8-66
(7)安装1号链条振动阻尼器,如图3-8-57所示。
(8)如图3-8-58所示,安装2个键和曲轴正时链轮。
(9)安装张紧链轮总成,如图3-8-67所示。
1)在1号惰轮轴的旋转表面上涂抹一薄层发动机机油。
2)使1号惰轮轴的锁销与气缸体的锁销槽对准的同时,暂时安装1号惰轮轴和带2号惰轮轴的张紧链轮。
3)用六角扳手紧固2号惰轮轴至60N·m。
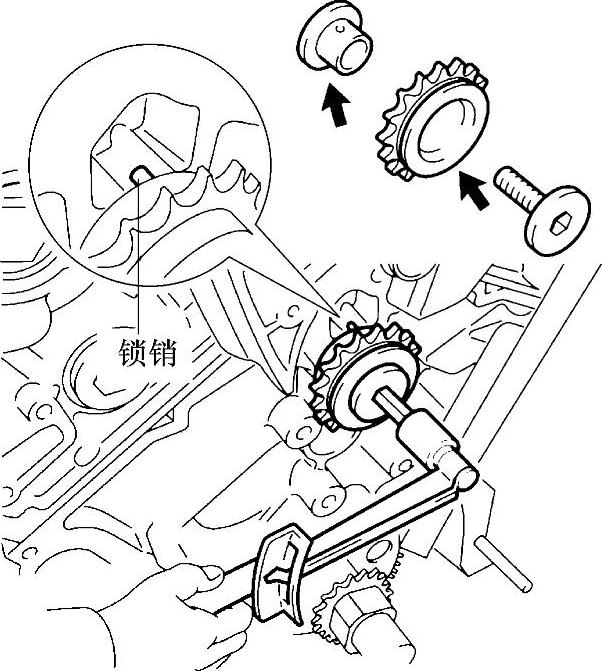
图3-8-67
(10)安装链条分总成。
1)如图3-8-68所示对准标记板和正时标记,并安装链条。
提示:凸轮轴标记板为橙色。
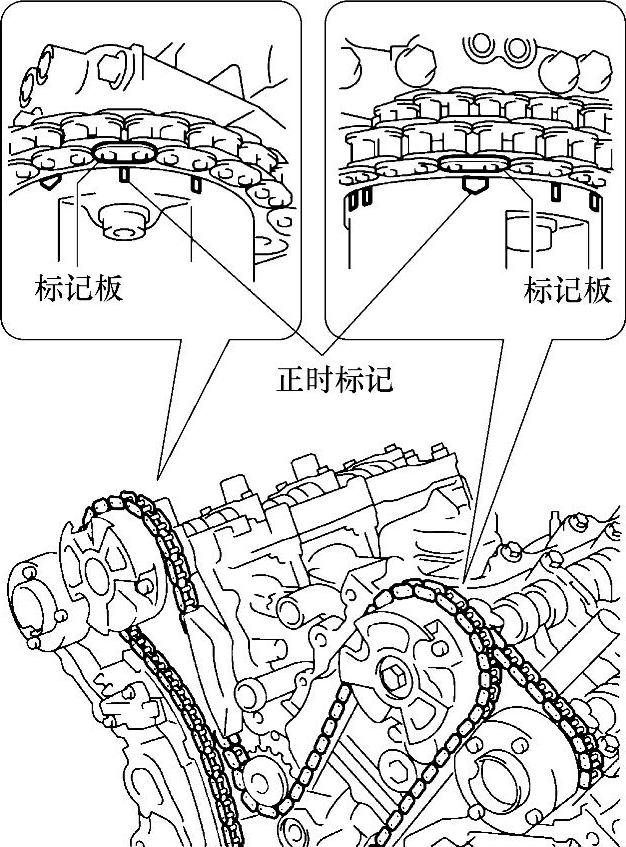
图3-8-68
2)不要将链条穿过曲轴,只需暂时将其放在曲轴上,如图3-8-54所示。
3)逆时针转动B1(2号链条)上的凸轮轴正时齿轮总成,以紧固气缸组间的链条,如图3-8-69所示。
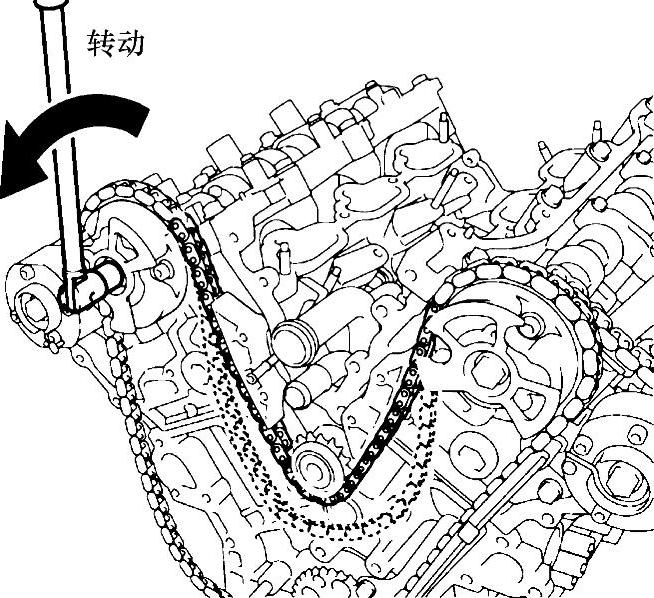
图3-8-69
注意:重复使用张紧链轮总成时,将链条板与其原来所在位置的标记对准,以紧固气缸组间的链条,如图3-8-70所示。
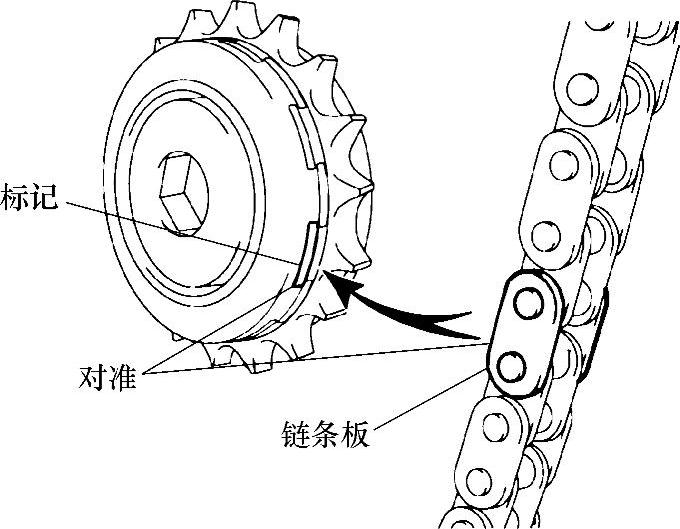
图3-8-70
4)如图3-8-71所示,对准标记板和正时标记,并将链条安装到曲轴正时链轮上。
提示:曲轴标记板为黄色。
5)暂时紧固带轮固定螺栓。
6)顺时针转动曲轴,将其定位至右侧缸体孔径中心线(TDC/压缩)位置,如图3-8-53所示。
(11)安装链条张紧器导板。
(12)安装1号链条张紧器总成。
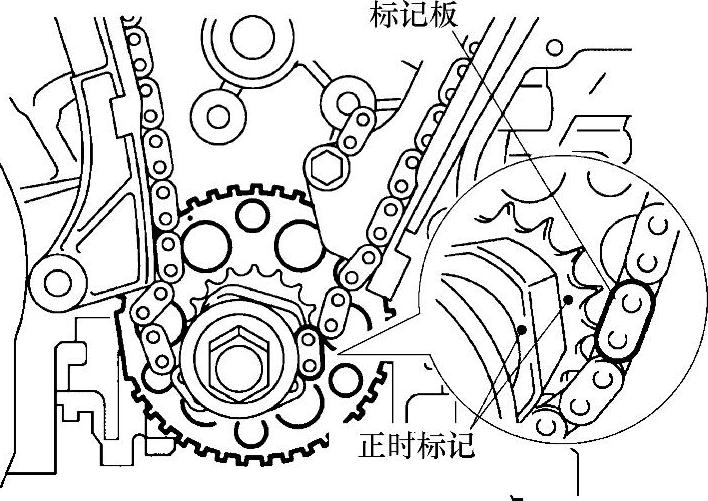
图3-8-71
1)向上移动挡片以松开锁,并将柱塞推入张紧器,如图3-8-72所示。
2)向下移动挡片以卡紧锁,并将六角扳手插入挡片孔。
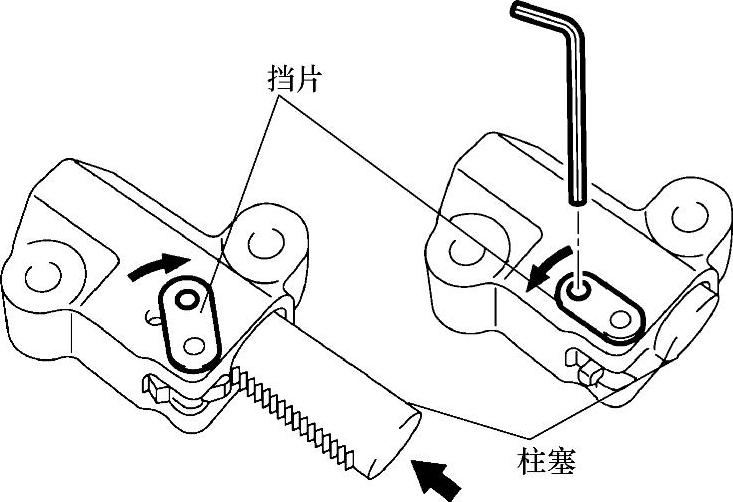
图3-8-72
3)用2个螺栓安装1号链条张紧器总成。
4)从1号链条张紧器总成上拆下六角扳手,如图3-8-52所示。
(13)检查并确认各凸轮轴正时标记位于如图3-8-47所示的部位。如果气门正时错位,则重新安装正时链条。
提示:检查进气凸轮轴的正时标记时,务必在标记B、C和D位于同一直线处时检查标记A,如图3-8-73所示。如果从其他任何观察点检查标记,则不能正确检查。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。