



(一)拆卸方法
(1)拆下曲轴带轮。
(2)拆下正时带罩。
(3)拆下正时带导向装置,如图3-7-47所示(MT车型)。
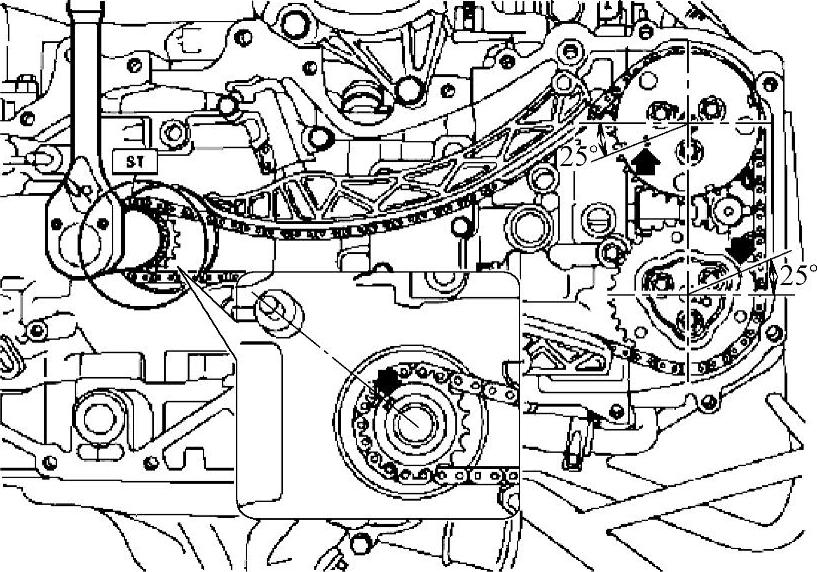
图3-7-47
(4)如果正时带上的定位标记和旋转方向箭头标记变模糊,则在拆下正时带之前按以下步骤做新的标记。
1)转动曲轴。对齐链轮上的标记a与机油泵的标记b,然后确保右侧凸轮轴链轮标记c、凸轮轴盖与缸盖配合面d、左侧凸轮轴链轮标记e以及正时带罩缺口f调整正确,如图3-7-48所示。
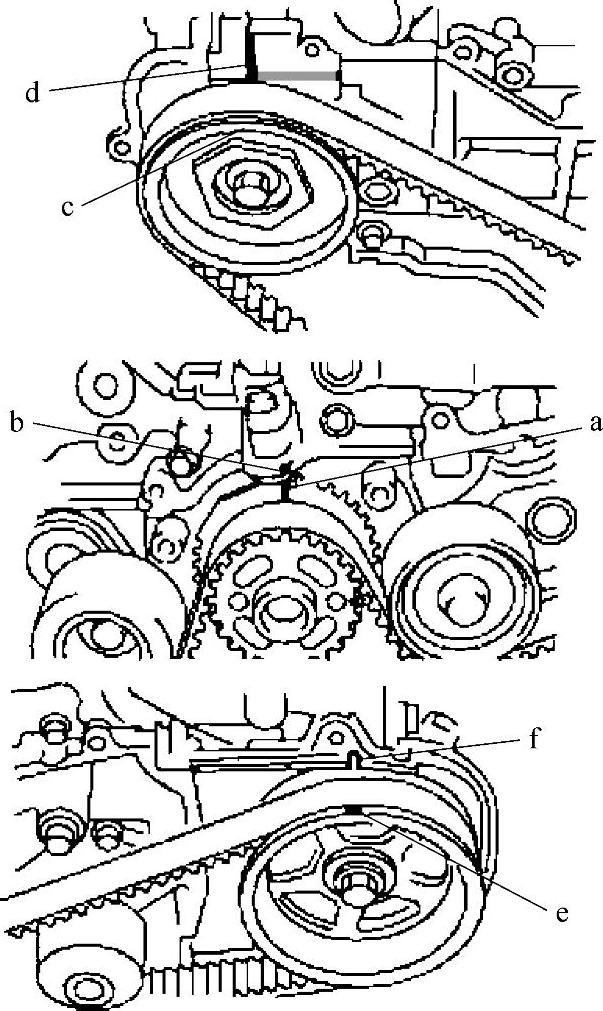
图3-7-48
a—曲轴链轮正时标记 b—机油泵标记 c—右侧凸轮轴链轮标记 d—配合面 e—左侧凸轮轴链轮标记 f—正时带罩缺口
2)使用白色油漆,在相关曲轴链轮和凸轮轴链轮中的正时带上做定位或箭头标记,如图3-7-49和图3-7-50所示。
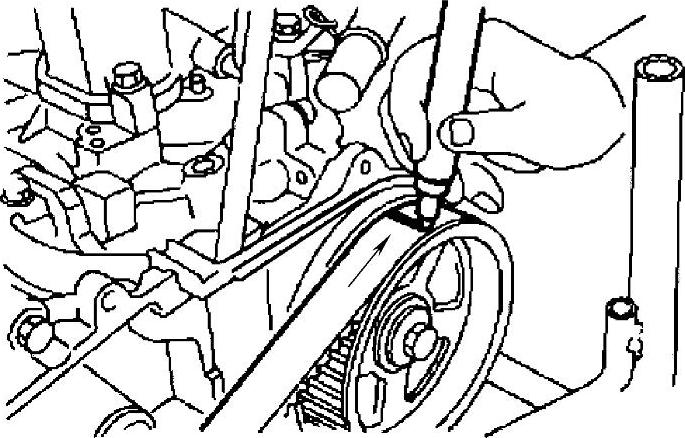
图3-7-49
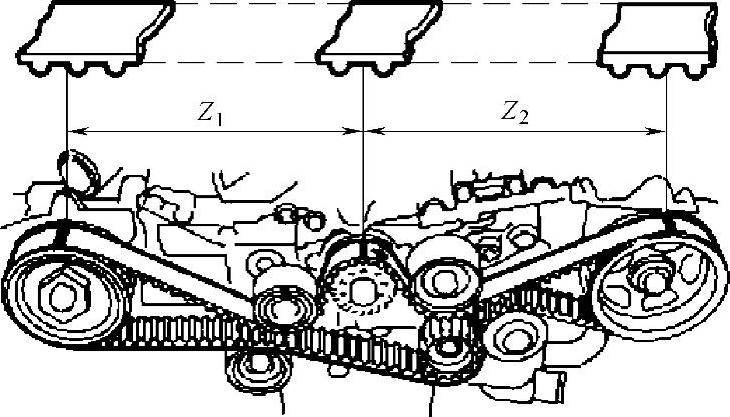
图3-7-50
Z1—46.8齿 Z2—43.7齿
(5)拆下传动带惰轮A,如图3-7-51所示。
(6)拆下传动带2号惰轮B。
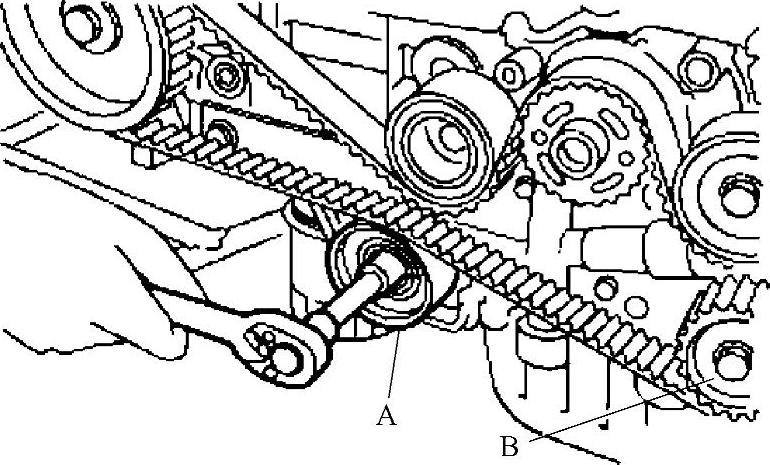
图3-7-51
A—惰轮 B—2号惰轮
(7)拆下正时带,如图3-7-52所示。
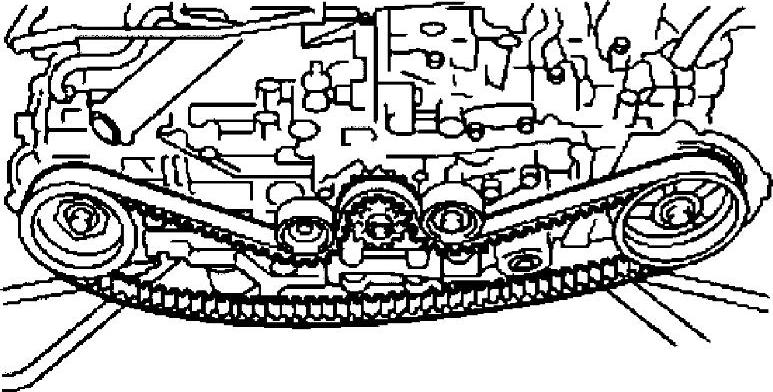
图3-7-52
(8)拆下传动带惰轮,如图3-7-53所示。
(9)拆下自动传动带张紧度调节器总成,如图3-7-54所示。
(二)安装方法
(1)安装自动传动带张紧度调节器总成。
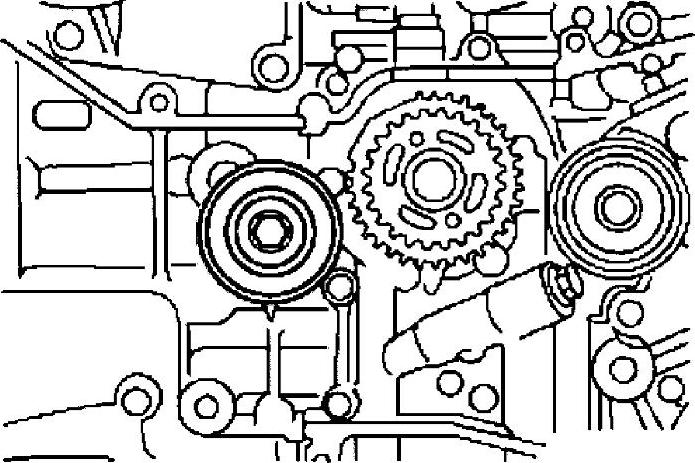
图3-7-53
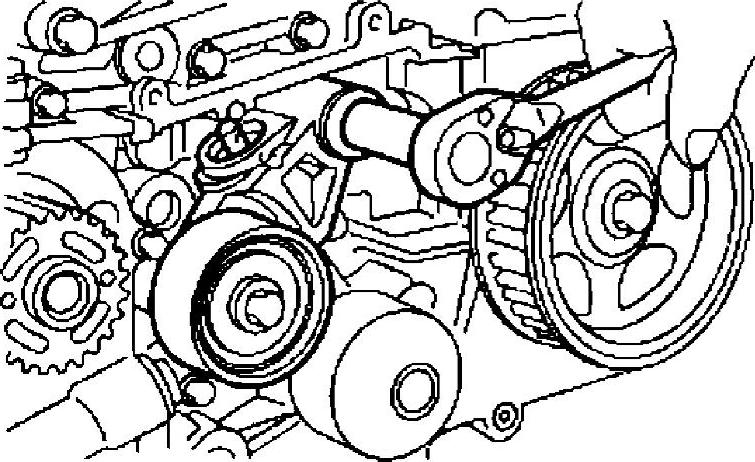
图3-7-54(https://www.xing528.com)
(2)安装传动带惰轮。
(3)将机油泵上的标记B与曲轴链轮上的标记A对准,如图3-7-55所示。
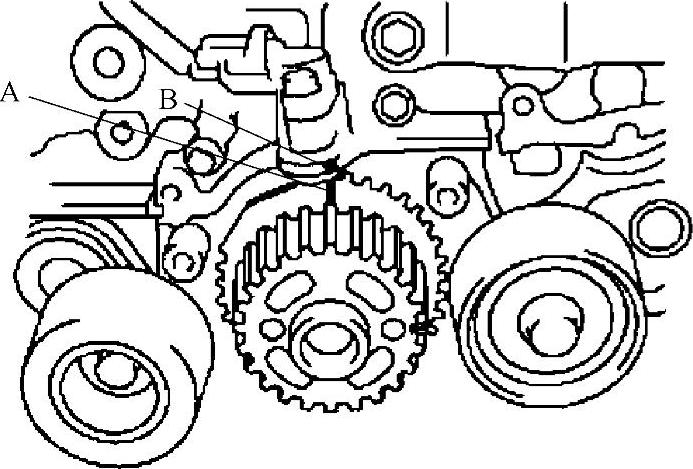
图3-7-55
A—曲轴链轮标记 B—机油泵标记
(4)转动凸轮轴链轮,使其定位标记A处于图3-7-56所示顶部位置。
(5)对齐正时带上的定位标记B与链轮上的标记A时,正确放置正时带,如图3-7-57所示。
(6)安装传动带2号惰轮B,如图3-7-51所示。拧紧力矩:39 N·m。
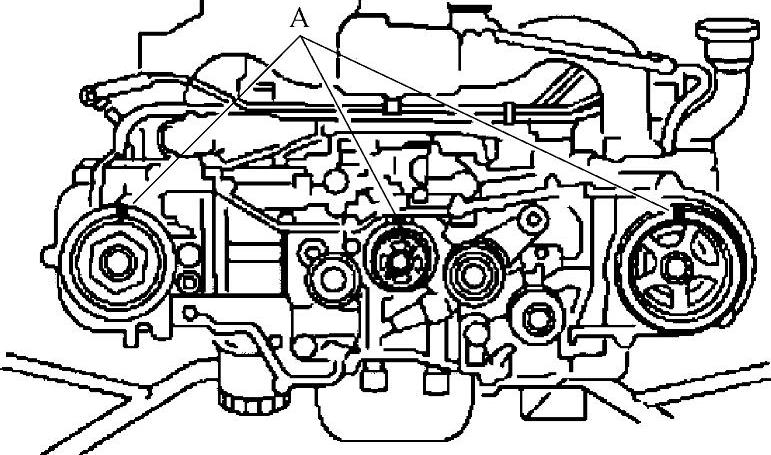
图3-7-56
A—定位标记
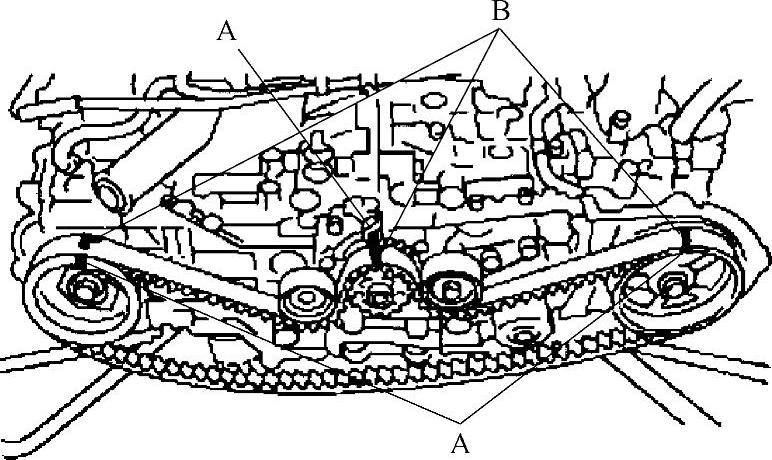
图3-7-57
A—链轮标记 B—正时带定位标记
(7)安装传动带惰轮A。拧紧力矩:39N·m。
(8)确保正时带和凸轮轴链轮上的标记对准后,从传动带张紧度调节器上拆下限位器销,如图3-7-58所示。
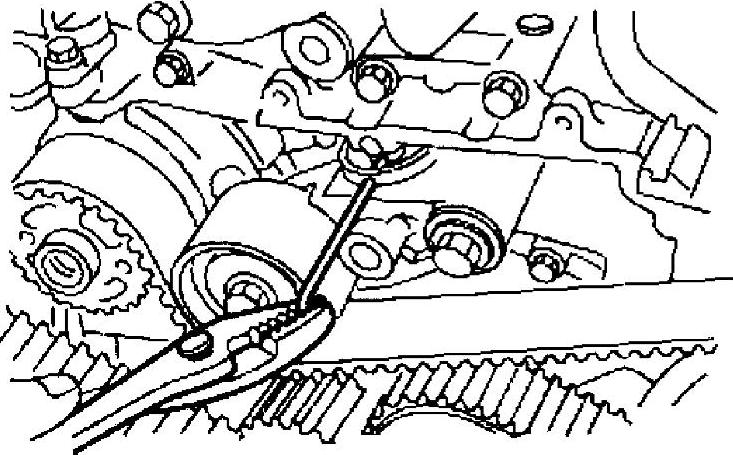
图3-7-58
(9)安装正时带导向装置。
1)暂时拧紧固定正时带导向装置的螺栓,如图3-7-59所示。
2)用塞尺检查并调整正时带与正时带导向装置之间的间隙,如图3-7-60和图3-7-61所示。
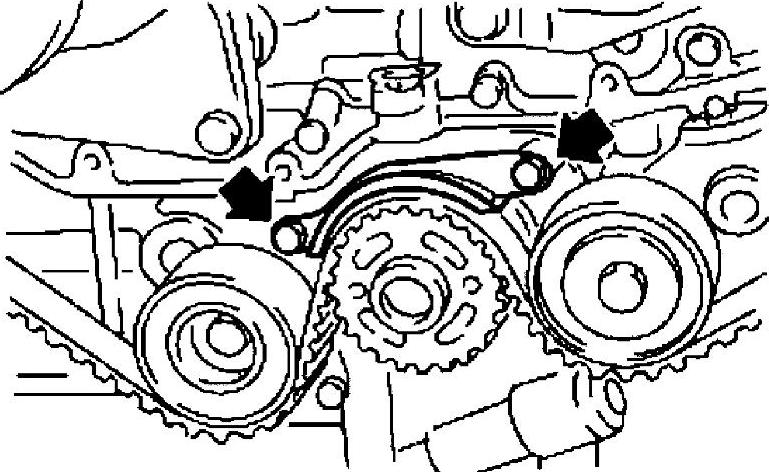
图3-7-59
间隙:(1.0±0.5)mm。
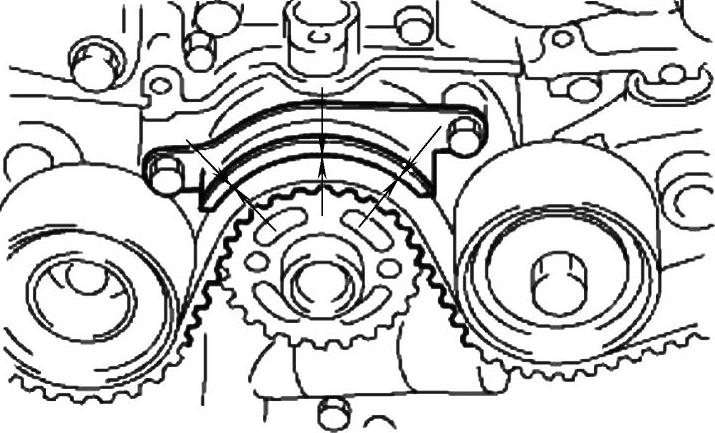
图3-7-60
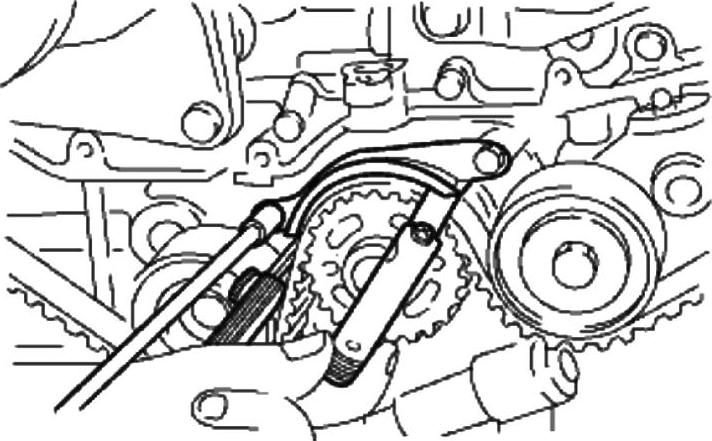
图3-7-61
3)拧紧固定正时带导向装置的螺栓。
(10)安装正时带罩。
(11)安装曲轴带轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。