



(一)拆卸方法
(1)拆下曲轴带轮。
(2)拆下正时带罩。
(3)拆下正时带导向装置,如图3-7-23~图3-7-26所示(MT车型)。
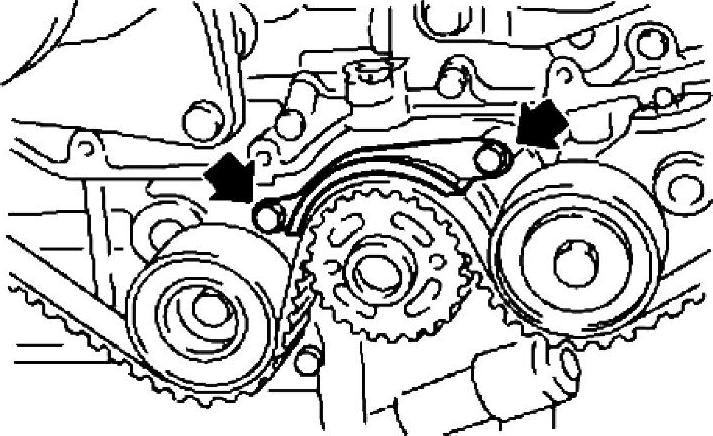
图3-7-23
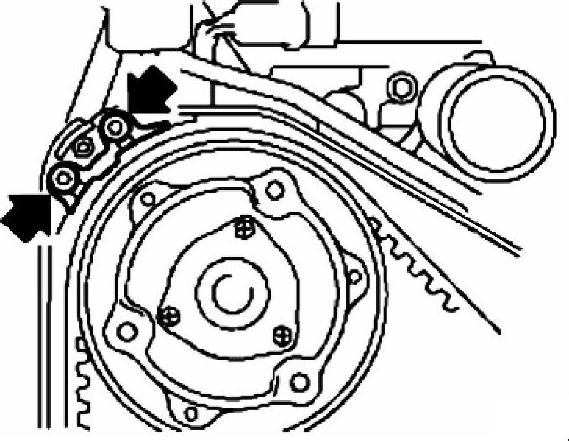
图3-7-24
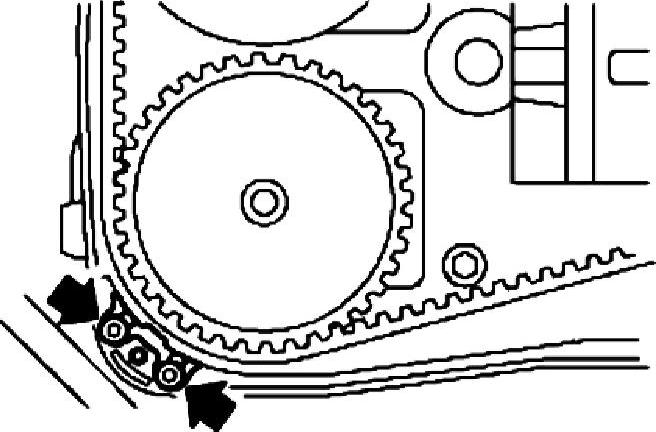
图3-7-25
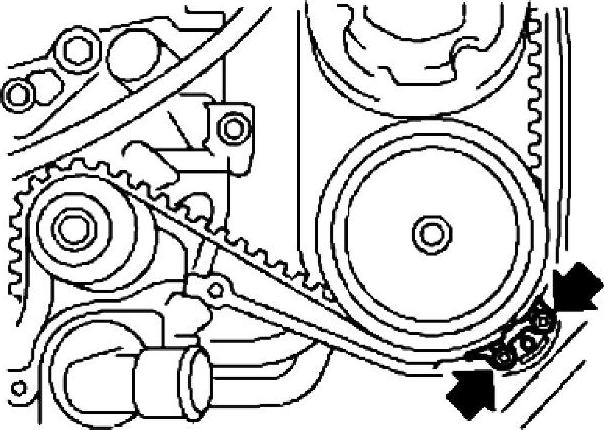
图3-7-26
(4)如果正时带上的定位标记和箭头标记(指示旋转方向)变模糊,则在拆下正时带之前按如下步骤做新的标记。
1)转动曲轴(图3-7-27),并将曲轴链轮、进气凸轮轴链轮(左)、排气凸轮轴链轮(左)、进气凸轮轴链轮(右)和排气凸轮轴链轮(右)上的定位标记与机油泵上的标记和正时带罩上的槽对齐。
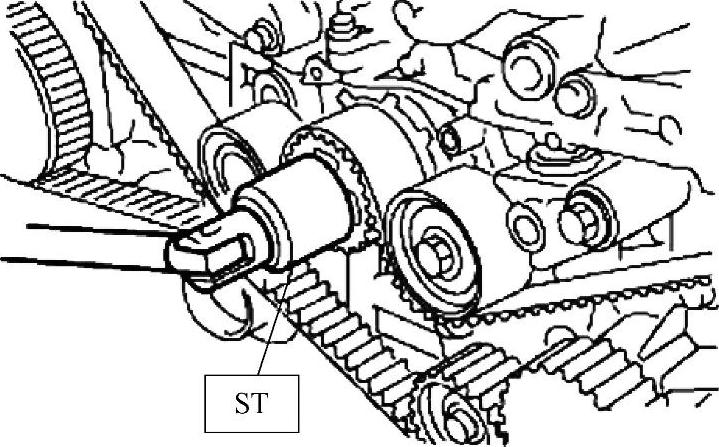
图3-7-27
2)使用白色油漆,在相关曲轴链轮和凸轮轴链轮中的正时带上做定位或箭头标记,如图3-7-28~图3-7-30所示。
(5)拆下传动带惰轮A,如图3-7-31所示。
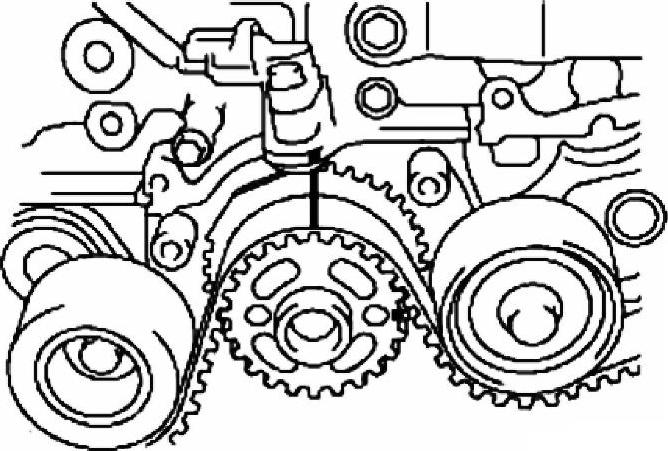
图3-7-28
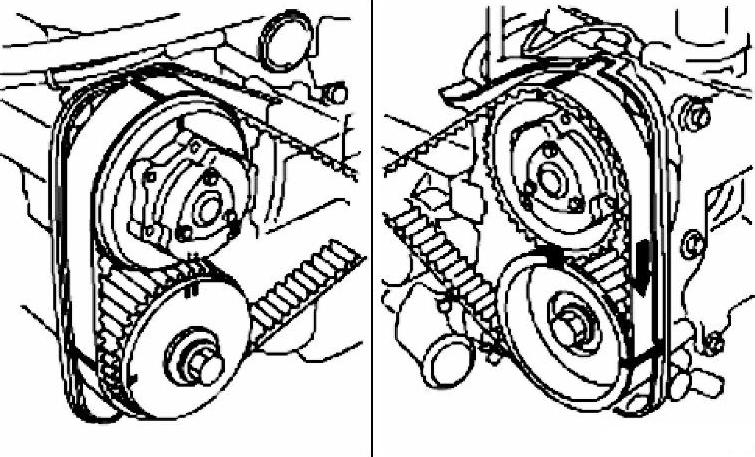
图3-7-29
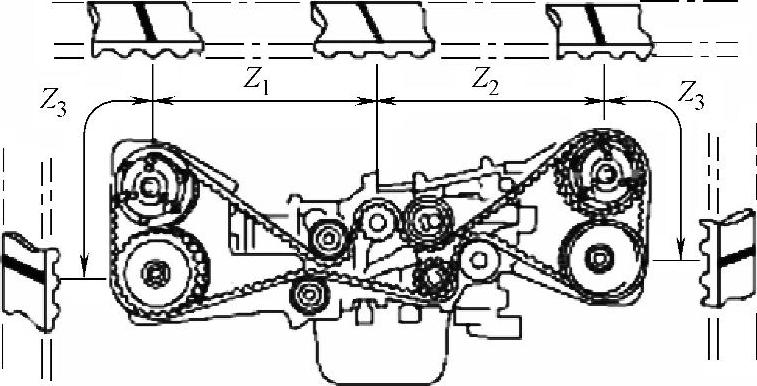
图3-7-30
Z1—54.5齿 Z2—51齿 Z3—28齿
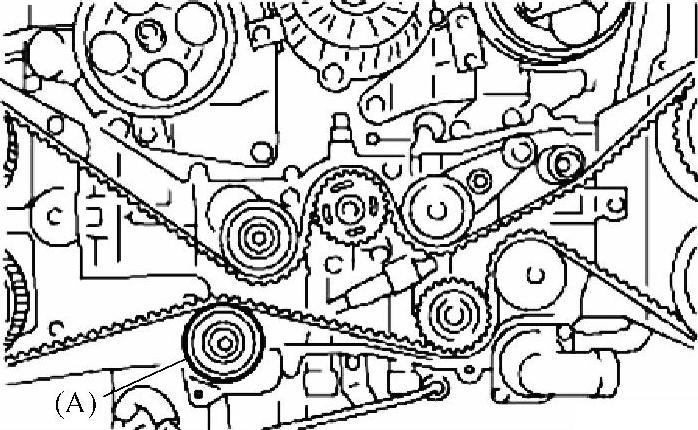
图3-7-31
(6)拆下正时带。
(7)拆下传动带惰轮A和B,如图3-7-32所示。
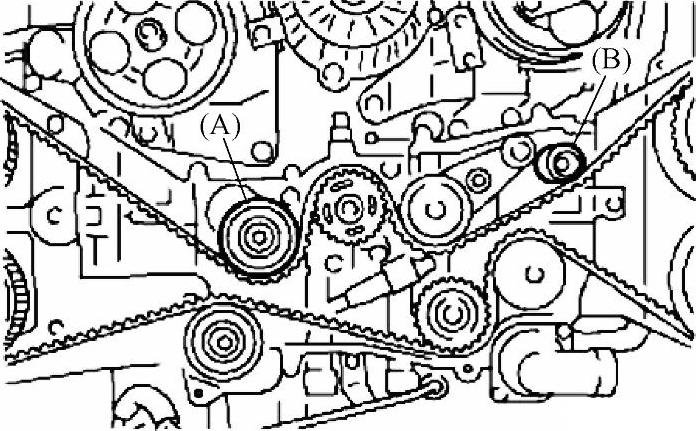
图3-7-32
A、B—惰轮
(8)拆下传动带2号惰轮,如图3-7-33所示。
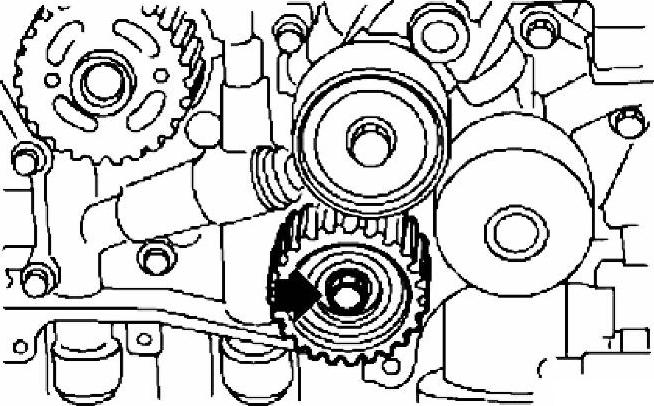
图3-7-33
(9)拆下自动传动带张紧度调节器总成,如图3-7-34所示。
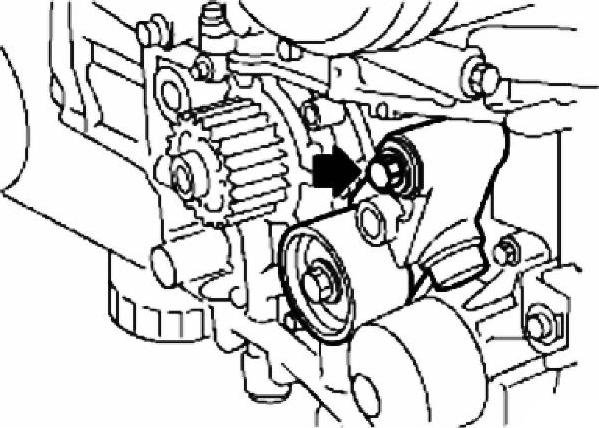
图3-7-34
(二)安装方法
(1)自动传动带张紧度调节器总成的安装准备。
1)将自动传动带张紧度调节器总成安装到垂直压具上,如图3-7-35所示。
2)用165N以上的压力慢慢地向下按压调节器杆,直到调节器杆与气缸中的限位器销孔对准。
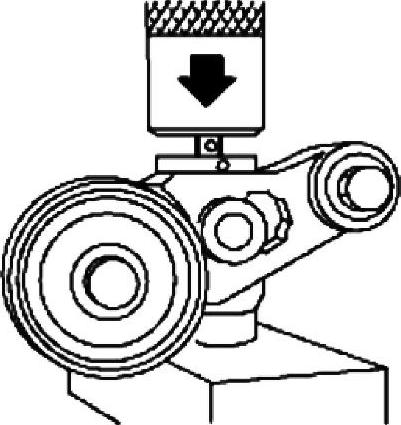
图3-7-35
3)将2mm直径的限位器销或六角头扳手插入气缸内限位器销孔以固定调节器杆,如图3-7-36所示。
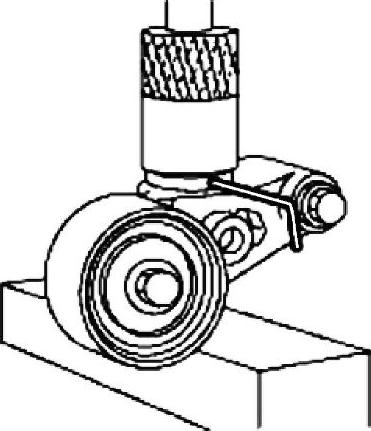
图3-7-36
(2)安装自动传动带张紧度调节器总成,如图3-7-37所示。拧紧力矩:39N·m。(https://www.xing528.com)
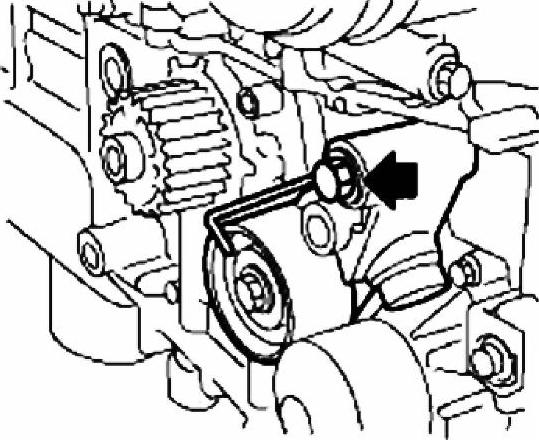
图3-7-37
(3)安装传动带2号惰轮,如图3-7-38所示。拧紧力矩:39N·m。
(4)安装传动带惰轮。
(5)将曲轴链轮上的标记B与机油泵上的标记A对准,如图3-7-39所示。
(6)将排气凸轮轴链轮(右)上的单线标记B与正时带罩上的槽A对齐,如图3-7-40所示。
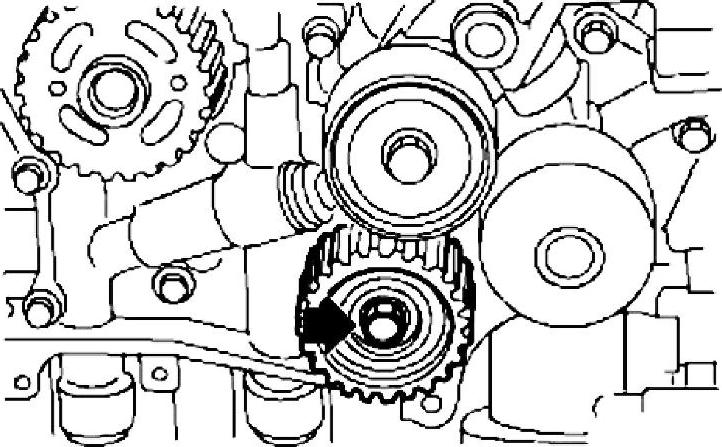
图3-7-38
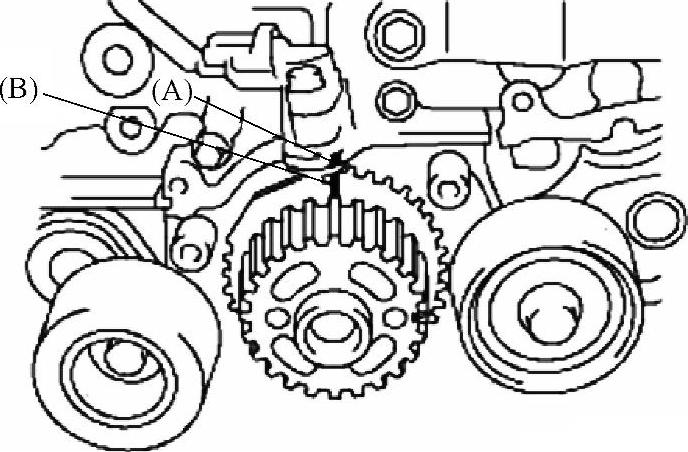
图3-7-39
A—机油泵标记 B—曲轴链轮标记
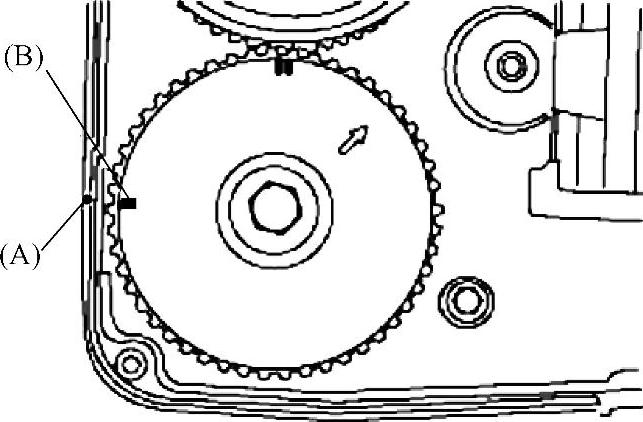
图3-7-40
A—正时槽 B—单线标记
(7)将进气凸轮轴链轮(右)上的单线标记B与正时带罩上的槽A对齐。确保进气和排气凸轮轴链轮上的双线标记C对准,如图3-7-41所示。
(8)通过逆时针转动链轮将排气凸轮轴链轮(左)上的单线标记B与正时带罩上的槽A对齐,如图3-7-42所示。
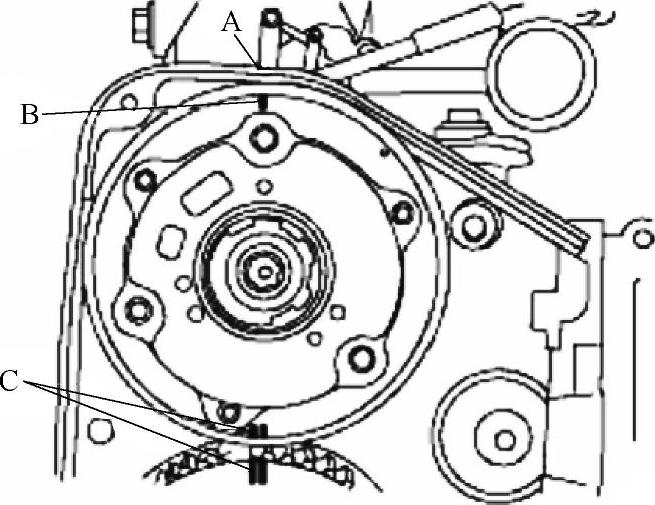
图3-7-41
A—正时槽 B—单线标记 C—双线标记
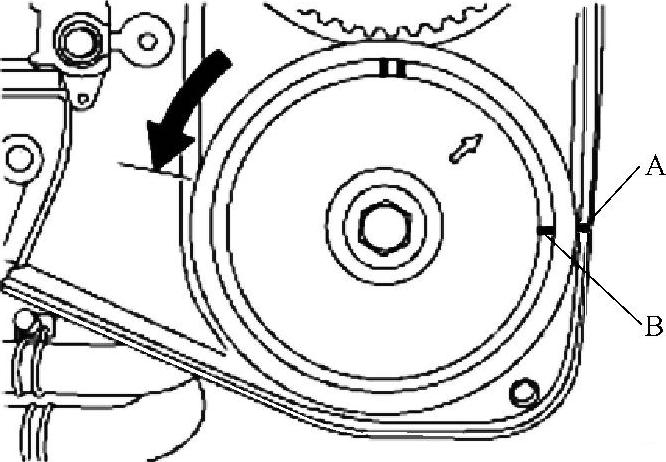
图3-7-42
A—正时槽 B—单线标记
(9)通过顺时针转动链轮将进气凸轮轴链轮(左)上单线标记B与正时带罩上的槽A对齐。确保进气和排气凸轮轴链轮上的双线标记C对准,如图3-7-43所示。
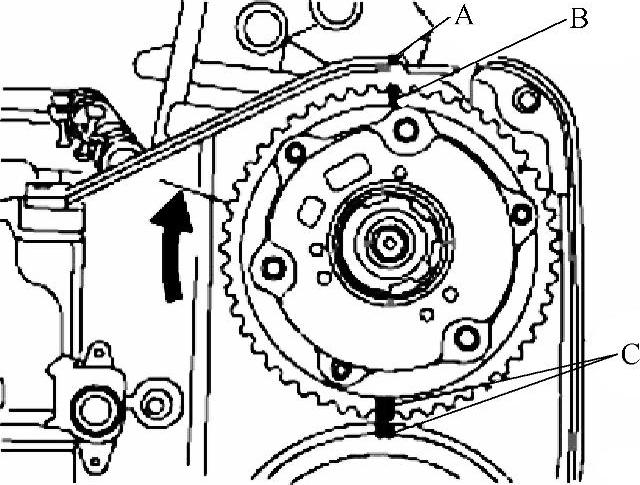
图3-7-43
A—正时槽 B—单线标记 C—双线标记
(10)确保凸轮轴和曲轴链轮定位正确。
(11)按图3-7-44中所示的字母顺序将正时带上的定位转变,并与链轮上的标记对准。对准标记时,正确放置正时带,并安装正时带。
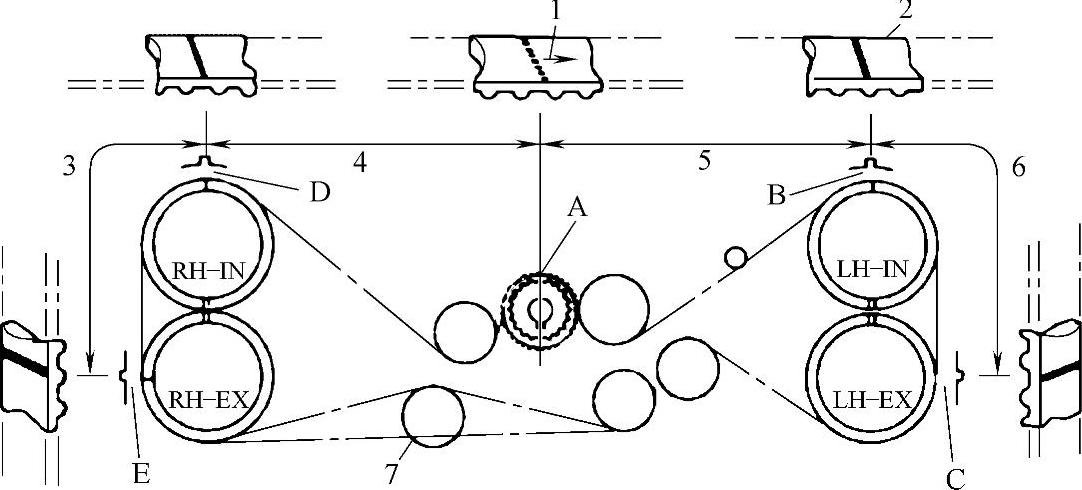
图3-7-44
1—箭头记号 2—正时带 3—28齿 4—54.5齿 5—51齿 6—28齿 7—将其装入端部
注意:如果正时带滑过1个以上的齿,气门与活塞可能相互碰撞。
确保正时带旋转的方向正确。
(12)安装传动带惰轮,如图3-7-45所示。拧紧力矩:39N·m。
注意:确保正时带和链轮上的标记对准。
(13)确保正时带和链轮上的标记对齐后,从张紧器调节器上拆下限位器销,如图3-7-46所示。
(14)安装正时带导向装置。
1)暂时拧紧固定正时带导向装置的螺栓。
2)用塞尺调整正时带与正时带导向装置之间的间隙并固定。
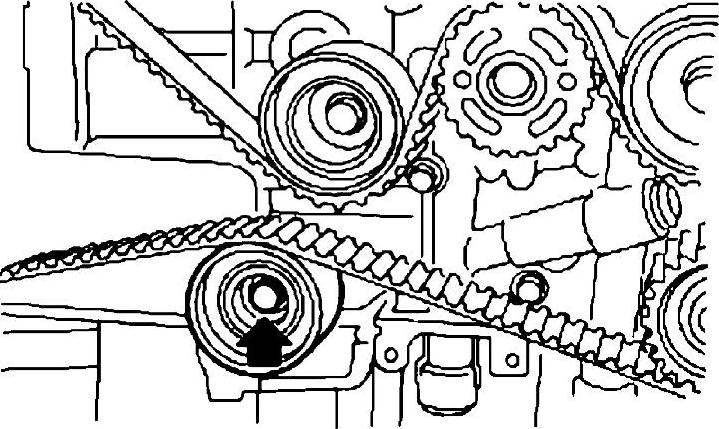
图3-7-45
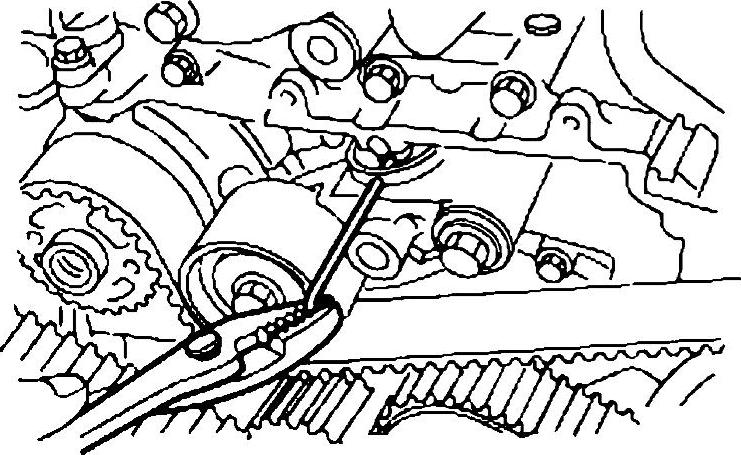
图3-7-46
间隙:(1.0±0.5)mm
(15)安装正时带罩。
(16)安装曲轴带轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。