



(一)正时部件示意图(图3-5-1)
(二)拆卸方法
(1)转动曲轴至1缸上止点位置。
(2)将平头螺钉旋具插入正时链条张紧器的分离孔,以分开锁栓,如图3-5-2所示。
(3)用手推动张紧器拉杆,将其在正时链条张紧器柱塞中推到底。然后将ϕ1.5的高碳钢丝(钢琴丝或类似物体)或六角扳手(1.5mm)插入柱塞装配孔。
(4)拆下正时链条张紧器。
(5)拆下张紧器拉杆。
(6)拆下正时链导槽。
(7)拆下正时链条。
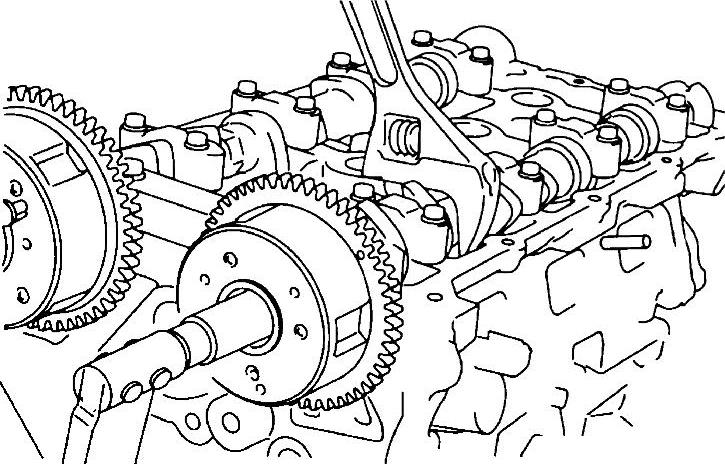
(8)用扳手固定排气门凸轮轴的六角部分并松开排气VVT链轮螺栓,然后拆下螺栓和排气VVT链轮总成,如图3-5-3所示。
(9)用扳手固定进气门凸轮轴的六角部分并松开进气VVT链轮螺栓,然后拆下螺栓和进气VVT链轮总成,如图3-5-4所示。
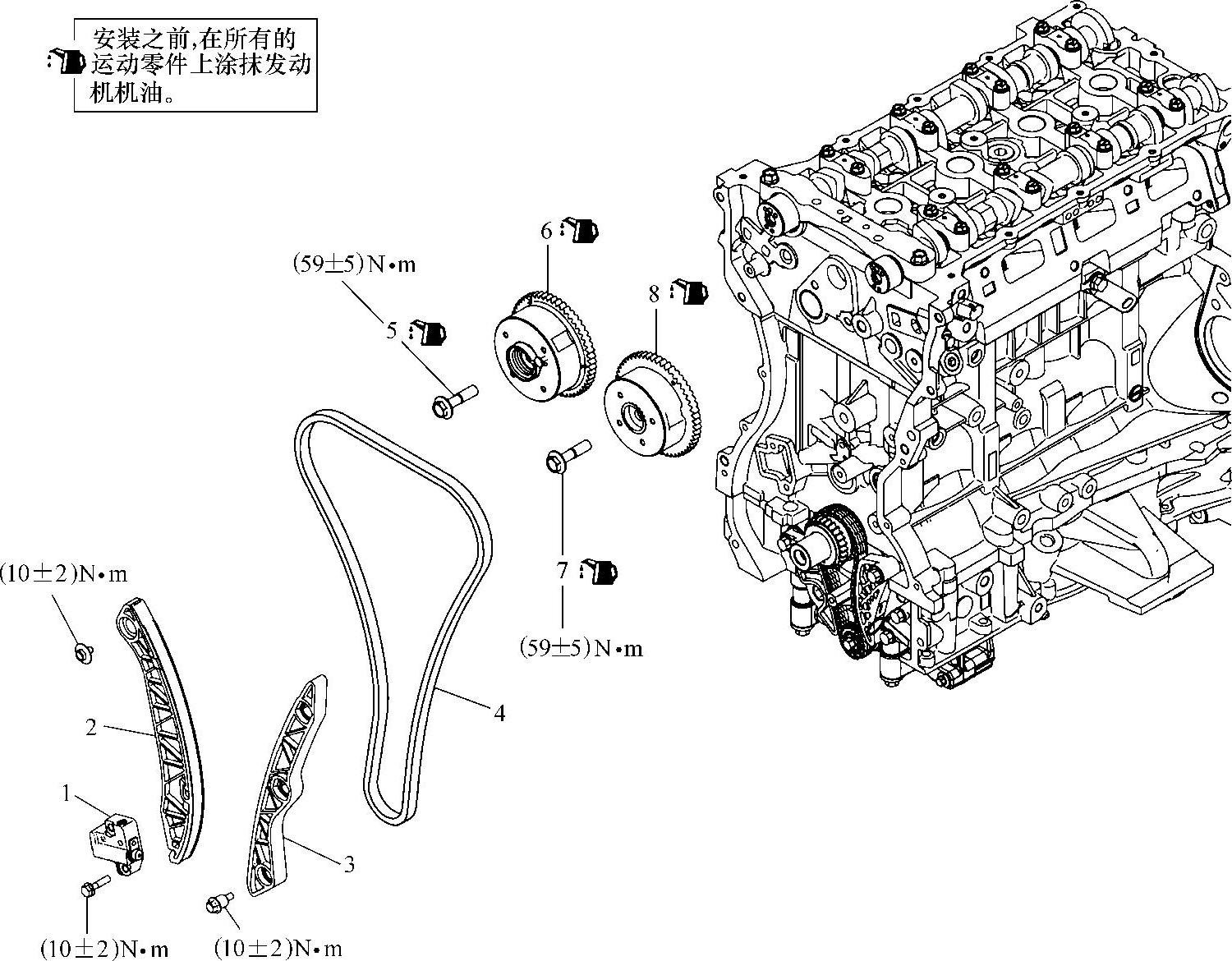
图3-5-1
1—正时链条张紧器2—张紧器拉杆 3—正时链导槽 4—正时链 5—排气VVT链轮螺栓 6—排气VVT链轮总成 7—进气VVT链轮螺栓 8—进气VVT链轮总成
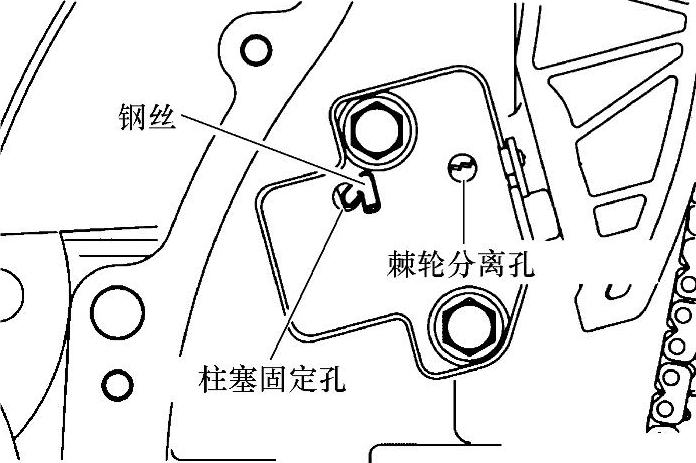
图3-5-2
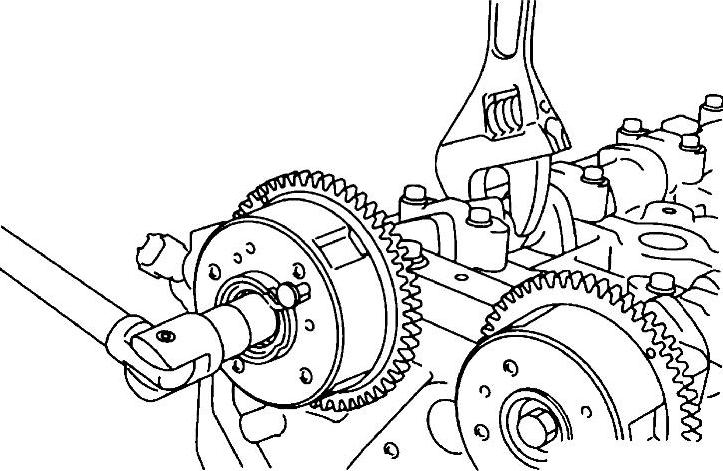
图3-5-3
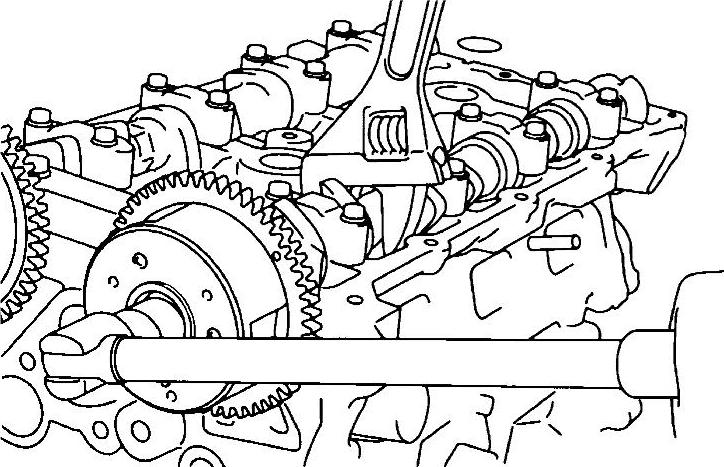
图3-5-4
(三)安装方法
(1)按以下步骤装配进气VVT链轮总成。
1)确保进气门凸轮轴总成的定位销竖直朝上放置。
2)向进气VVT链轮总成的顶端圆周上以及进气VVT链轮总成插入其中的整个圆周区域涂抹适当的发动机油,如图3-5-5所示。
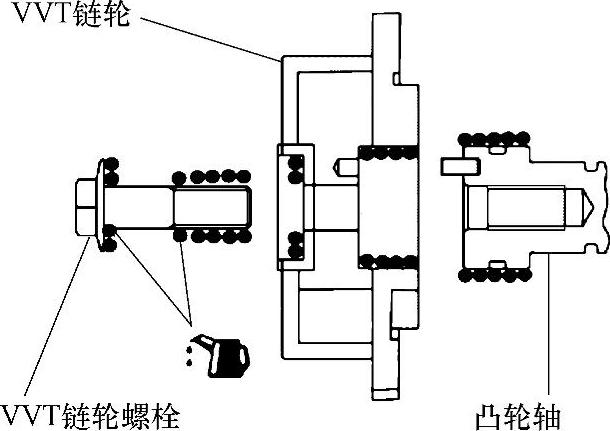
图3-5-5
3)将进气VVT链轮总成慢慢插到进气门凸轮轴总成的正常位置,并使其定位销孔竖直朝上。
(2)确保VVT链轮牢固插入底部,且用扳手固定住凸轮轴的六角部分时,VVT链轮不转动。
(3)用扳手固定凸轮轴的六角部位,然后将进气VVT链轮螺栓拧紧至规定力矩(59±5)N·m,如图3-5-6所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-5-6
(4)按以下步骤装配排气VVT链轮总成。
1)确保排气门凸轮轴总成的定位销竖直朝上放置。
2)在排气VVT链轮总成的末端圆周以及插有排气VVT链轮总成的整个圆周区域涂抹适量的发动机机油。
3)将排气VVT链轮总成慢慢插到排气门凸轮轴总成的正常位置,并使其定位销孔竖直朝上。
(5)确保VVT链轮牢固插入底部,且用扳手固定住凸轮轴的六角部分时,VVT链轮不转动。
(6)用扳手固定凸轮轴的六角部位,然后将排气VVT链轮螺栓拧紧至规定力矩(59±5)N·m,如图3-5-7所示。
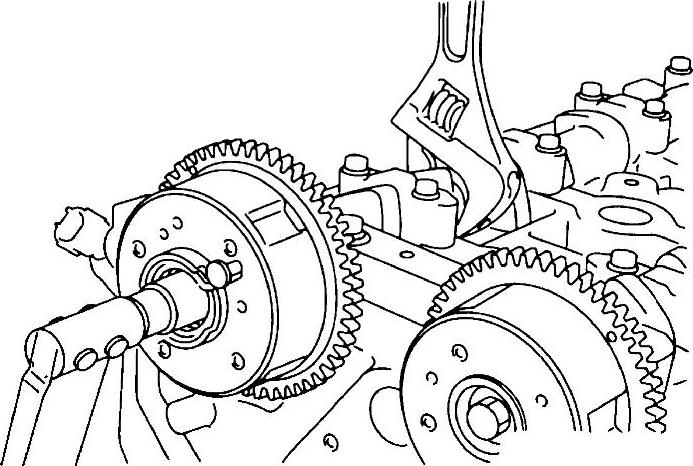
图3-5-7
(7)对正VVT链轮的正时标记,如图3-5-8所示。
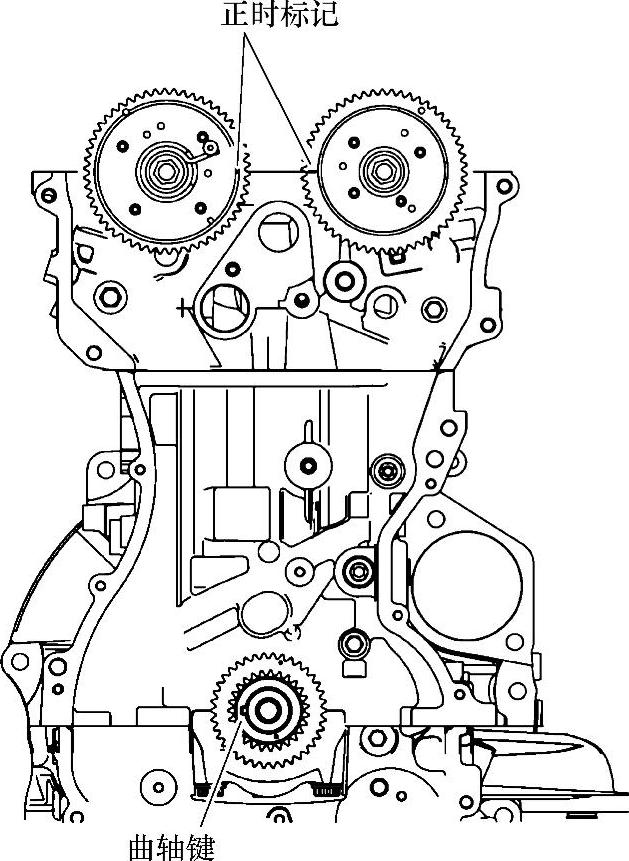
图3-5-8
(8)将曲轴链轮键与图示位置对齐。
(9)将正时链的橙色链接片与排气VVT链轮的正时标记对齐,然后闭合正时链,如图3-5-9所示。
(10)将正时链的一个蓝色链接片与进气VVT链轮的正时标记对齐,以闭合正时链,如图3-5-10所示。转动进气VVT链轮1或2个齿,以对齐正时标记。
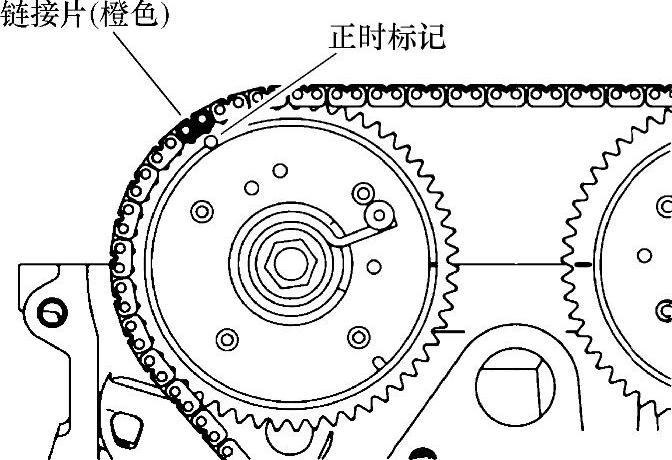
图3-5-9
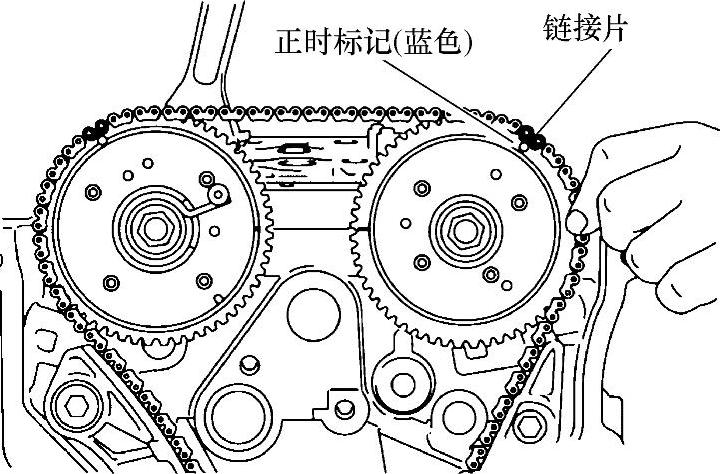
图3-5-10
(11)将正时链的另一个蓝色链接片与曲轴链轮的正时标记对齐,以闭合正时链,如图3-5-11所示。
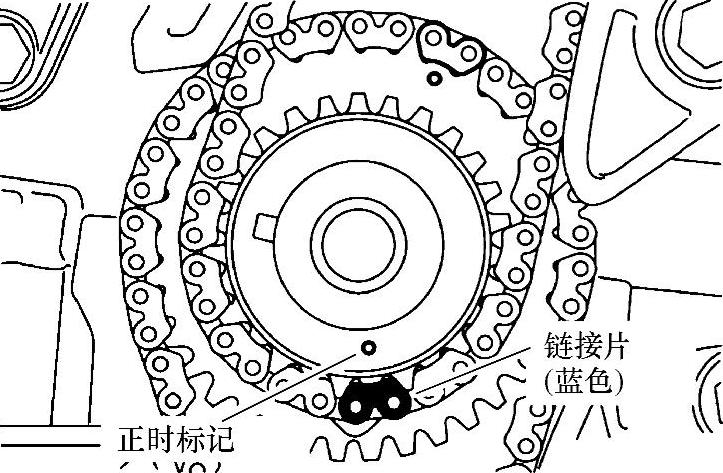
图3-5-11
(12)确保每个链轮的正时标记在3个位置上都能与正时链的链接片对齐,如图3-5-12所示。
(13)安装正时链导槽和张紧器拉杆。
(14)将正时链条张紧器安装到气缸体上,并拧紧至规定力矩(10±2)N·m。
(15)从正时链条张紧器上拆下高碳钢丝(钢琴丝或类似物体)ϕ1.5或六角扳手(1.5mm)。这可使正时链条张紧器的柱塞推动张紧器拉杆,以使正时链张紧。
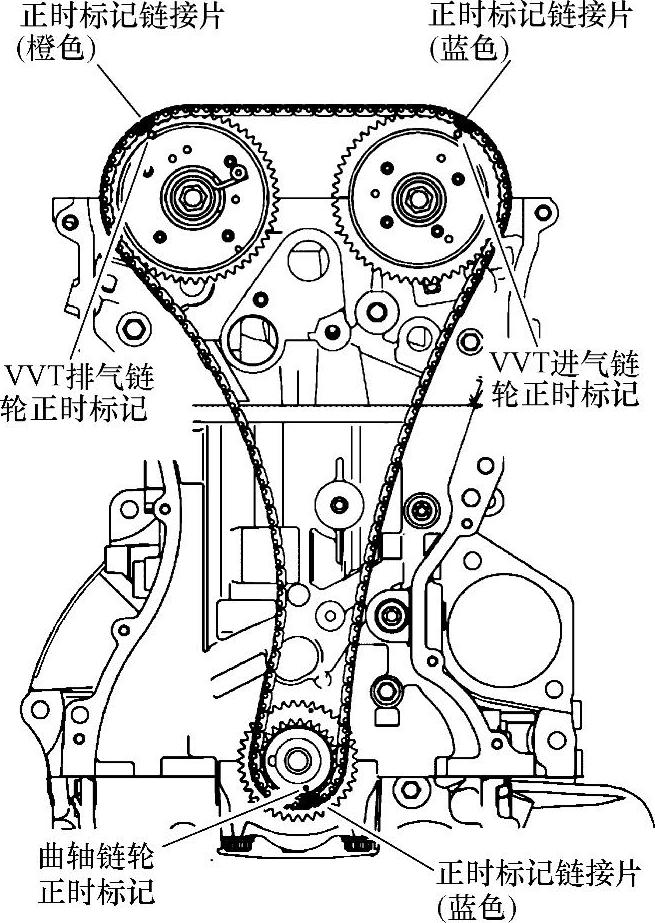
图3-5-12
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。