



(一)正时机构示意图(图1-8-1)

图1-8-1
1—正时链条壳 2、7、9、19、20、23—螺栓 3—凸轮轴正时链条 4—排气凸轮轴调整器 5—中间轴 6—止推垫圈 8—凸轮轴正时链条的张紧轨 10—链条预紧器 11—密封圈 12—中间轴链轮 13—链轮 14、21—螺钉 15—张紧轨 16—曲轴链轮 17—正时链条 18、24、27—导轨 22—进气凸轮轴调整器 25—排气凸轮轴液压阀 26—进气凸轮轴液压阀
(二)拆卸方法
(1)拆卸发动机气缸盖罩。
(2)旋转曲轴到气缸1的上止点位置,使曲轴带轮上的标记与气缸体上的标记对齐,如图1-8-2所示。

图1-8-2
(3)拆下顶部和底部链条箱盖。
(4)使用套筒扳手卡住曲轴,如图1-8-3所示。
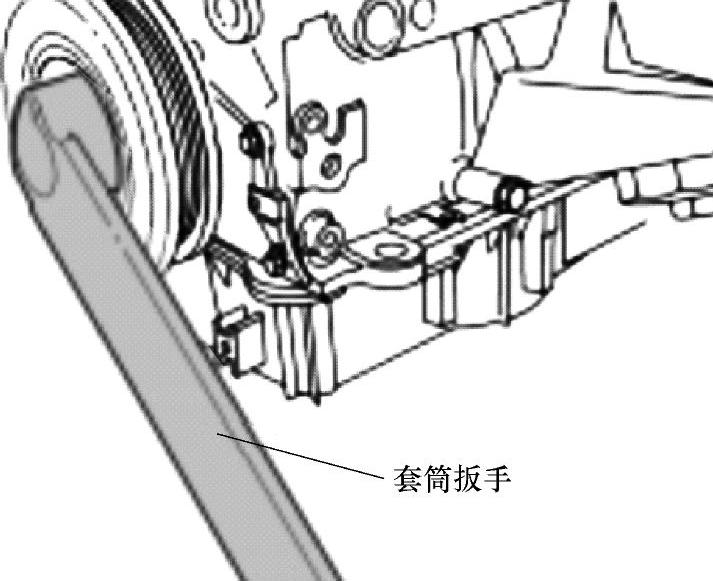
图1-8-3
(5)松开中间轴的紧固螺钉14(图1-8-1)。
(6)拆下中间轴和凸轮轴之间的正时链条3:松开两颗紧固螺钉21,拆下黑色导轨24,然后拆下凸轮轴正时链条,如图1-8-1所示。
(7)松开两个紧固螺钉,拆下凸轮轴正时链条的链条预紧器和张紧轨。
(8)拆下带中间轴链轮的正时链条。
(三)安装方法
(1)确保曲轴在气缸1的上止点处。
(2)安装中间轴,使链轮标记C和D与下面止推垫圈上的槽口相对应,如图1-8-4所示。
(3)放置带有链轮的底部正时链条1。将正时链条置于曲轴传动齿轮和中间轴链轮周围,使正时链条径直穿过导轨2,确保中间拉直并紧贴导轨,而通向链条预紧器A的正时链条侧则保持松弛。
(4)将链轮3放在中间轴链轮4上,并使用新的M12×40紧固螺钉手动拧紧。
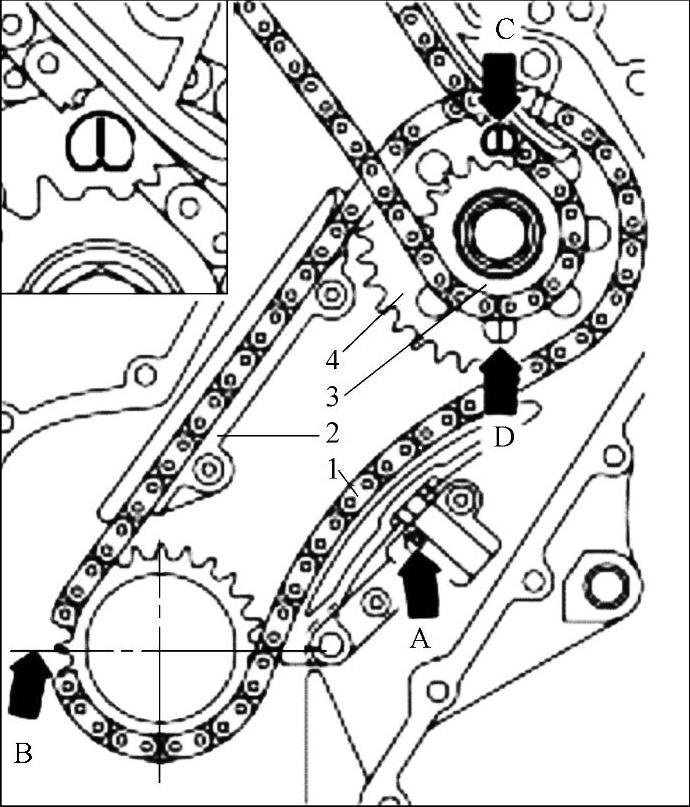
图1-8-4
1—底部正时链条 2—导轨 3—链轮 4—中间轴链轮 A—链条预紧器 B—曲轴链轮 C、D—链轮标记(https://www.xing528.com)
(5)使用小螺钉旋具松开链条预紧器中的锁定齿,并将张紧轨按压在链条预紧器上。
(6)将张紧的链条预紧器移动到安装位置,并使用两个紧固螺钉进行安装。
(7)使用套筒扳手卡住曲轴,如图1-8-3所示。
(8)使用60N·m的力矩拧紧中间轴的紧固螺钉,然后再拧紧90°。
(9)转动两个凸轮轴的六角体以调节凸轮轴的位置,然后将定位装置卡入两个凸轮轴的凹槽中,如图1-8-5所示。

图1-8-5
(10)将张紧轨8安装到无凸缘螺栓9上(图1-8-1)。
(11)如图1-8-6所示,将正时链条放置在凸轮轴和中间轴之间。黄色链节必须与中间轴链轮上的标记2相对应。沿着黑色导轨引导正时链条,将链条安装到凸轮轴调整器上。确保紫铜色链节与凸轮轴调节器上所刻的箭头1相对应。在导轨侧(此处显示已安装)引导顶部正时链条且不留间隙,仅将张紧轨3一侧(链条预紧器侧)的正时链条保持松弛。

图1-8-6
1—凸轮轴正时标记 2—中间轴链轮正时标记 3—张紧轨
(12)检查凸轮轴调节器的位置(图1-8-7)。凸轮轴调节器上所刻的箭头A和B必须对准正时链条罩C上的切口(箭头)以及紫铜色链节。凸轮轴调节器齿1与齿2之间的距离必须刚好是凸轮轴滚轮链的16个滚柱。

图1-8-7
1、2—凸轮轴调节器(链轮)齿 A、B—箭头(凸轮轴正时标记) C—正时链条罩
(13)将黑色导轨1安装在无凸缘螺栓上并贴紧正时链条,拧紧两个紧固螺钉(箭头),拧紧力矩:23 N·m。如图1-8-8所示。
(14)确保正时链条仅在张紧轨侧保持松弛。
(15)拆下凸轮轴定位装置。
(16)将张紧轨按压在正时链条上以释放链条预紧器。
(17)将曲轴转动4圈,检查配气正时。
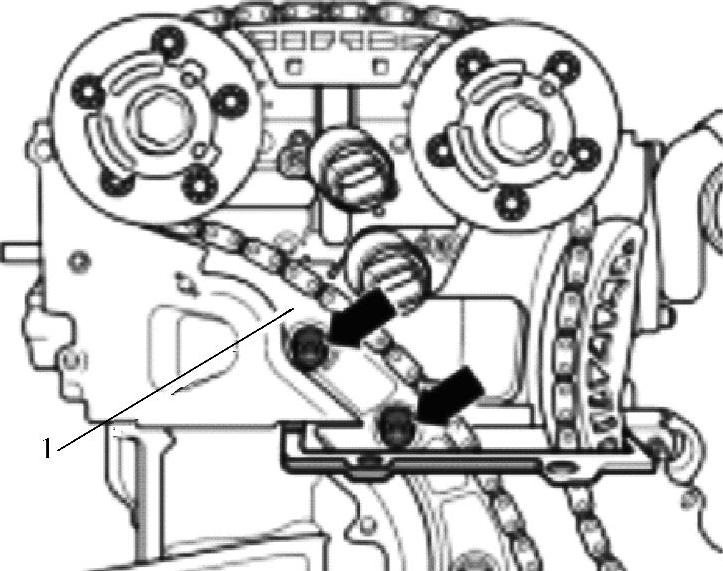
图1-8-8
1—黑色导轨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。