



(一)拆卸方法
(1)旋转曲轴至上止点位置,正时齿形传动带护罩上的标记A必须与带轮上的切口B对齐(图1-4-45)。
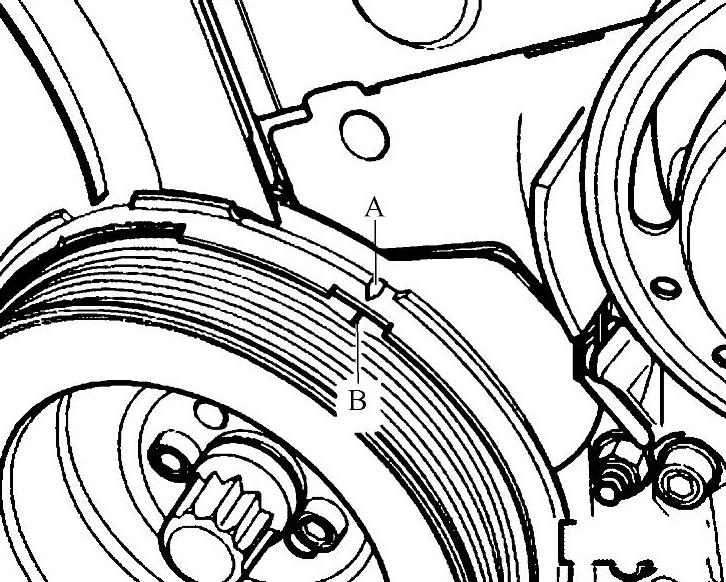
图1-4-45
A—护罩上的正时标记 B—带轮正时切口
(2)检查凸轮轴正时齿轮的位置,固定板上的较大的孔(图1-4-46箭头所示)必须在内侧对准。如果大孔位于正时带盘的外侧,那么必须将曲轴再转动一圈。
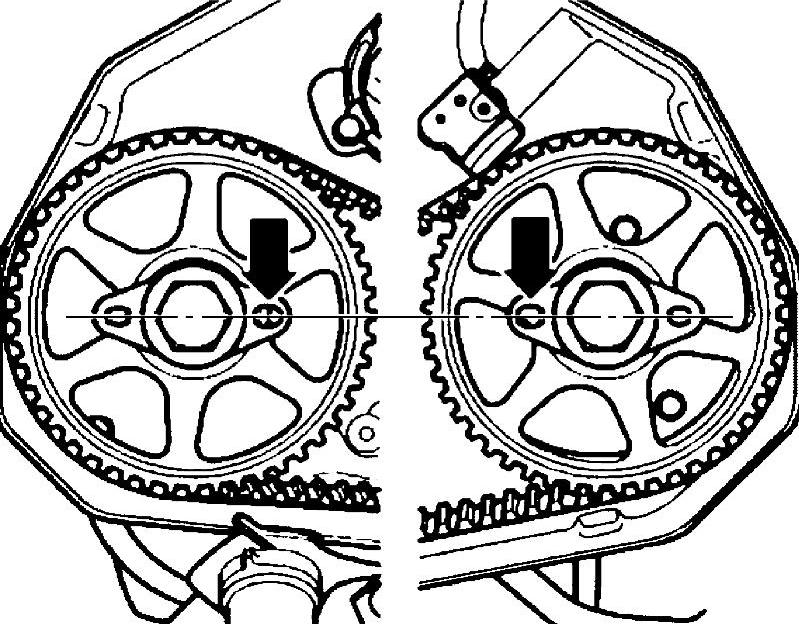
图1-4-46
(3)如图1-4-47所示,将密封塞从左侧气缸体(箭头所示)中旋出,螺塞孔后面的曲轴上止点孔必须可见或可以接触到。将锁止工具旋入孔中,直到极限位置为止,以锁死曲轴。
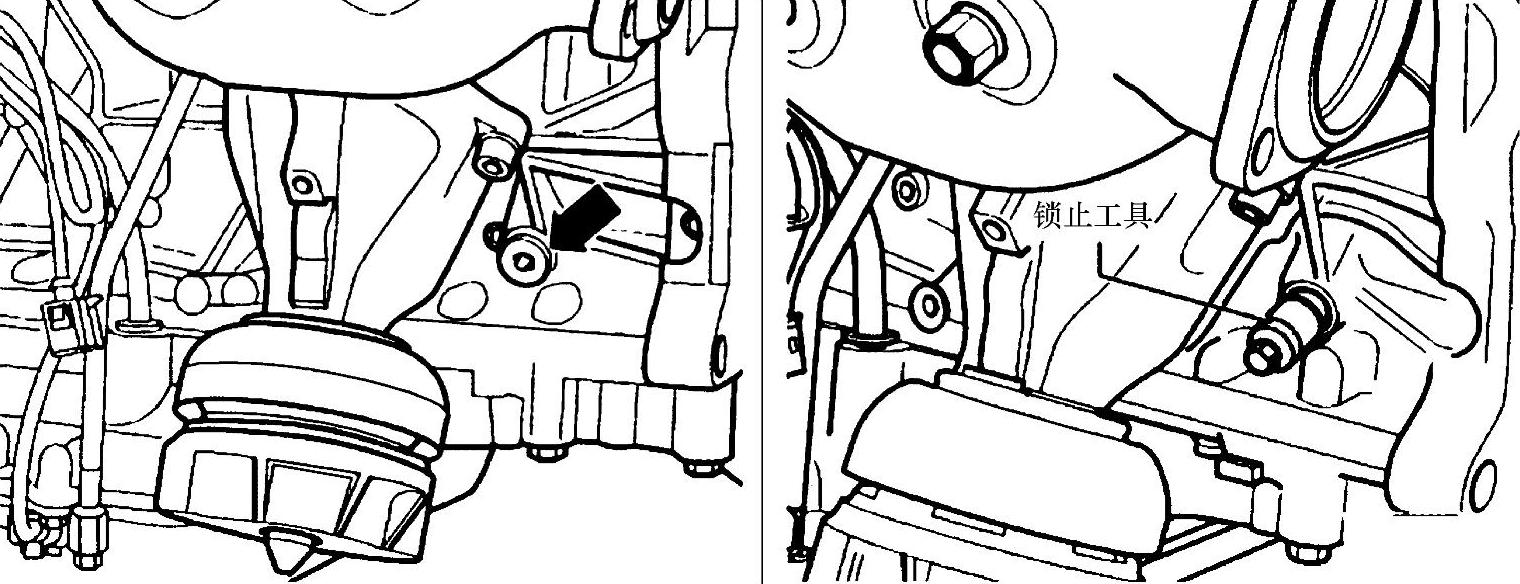
图1-4-47
(4)拆下中间的齿轮带护罩。
(5)拆下带轮。
(6)拆下多楔带张紧元件1,旋出齿形传动带张紧元件的盖板螺栓2,如图1-4-48所示。
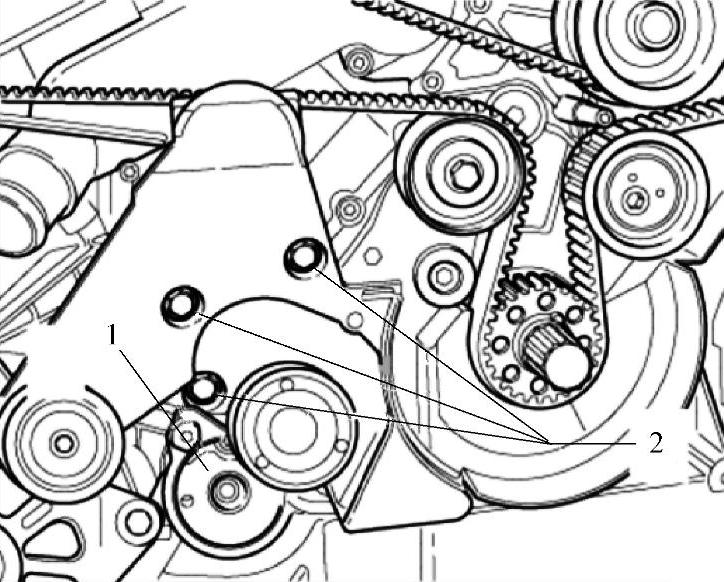
图1-4-48
1—张紧元件 2—盖板螺栓
(7)取下盖板。
(8)标记齿形传动带的传动方向。
(9)如图1-4-49所示,用内六角扳手按箭头方向旋转齿轮张紧轮的张紧杆,当张紧器外壳和活塞内的孔重叠时,用定位销锁止张紧元件。
(10)如图1-4-50所示,将凸轮轴锁止件安装在凸轮轴的固定板内并将紧固螺栓拧松大约5圈。
(11)重新取下凸轮轴锁止件。
(12)用起拔器拔出凸轮轴正时齿轮。
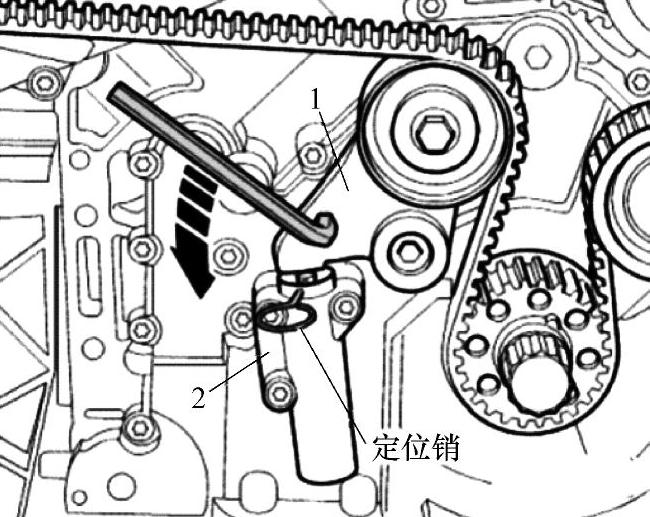
图1-4-49
1—张紧杆 2—张紧器
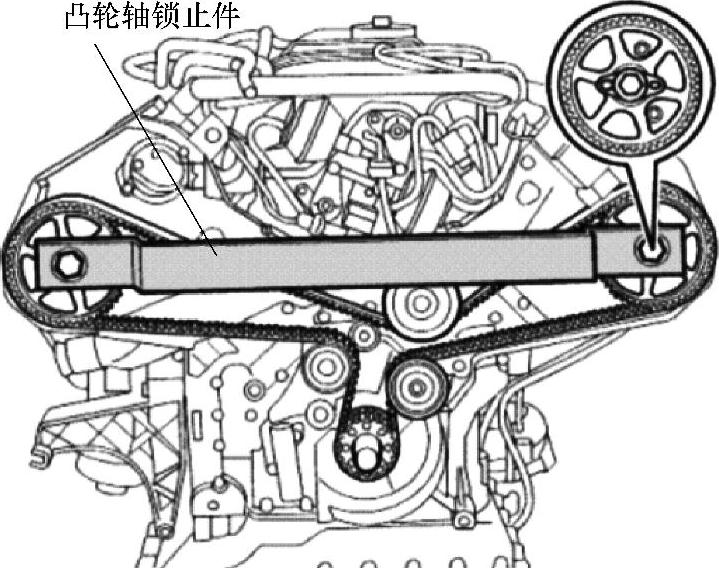
图1-4-50
(13)松开张紧轮,并取下齿形传动带。(https://www.xing528.com)
(14)拆下左右气缸盖后部齿形传动带护罩。
(15)检查凸轮轴的上止点位置。凸轮轴上的标记必须与轴承盖上的两个箭头对齐,如图1-4-51所示。
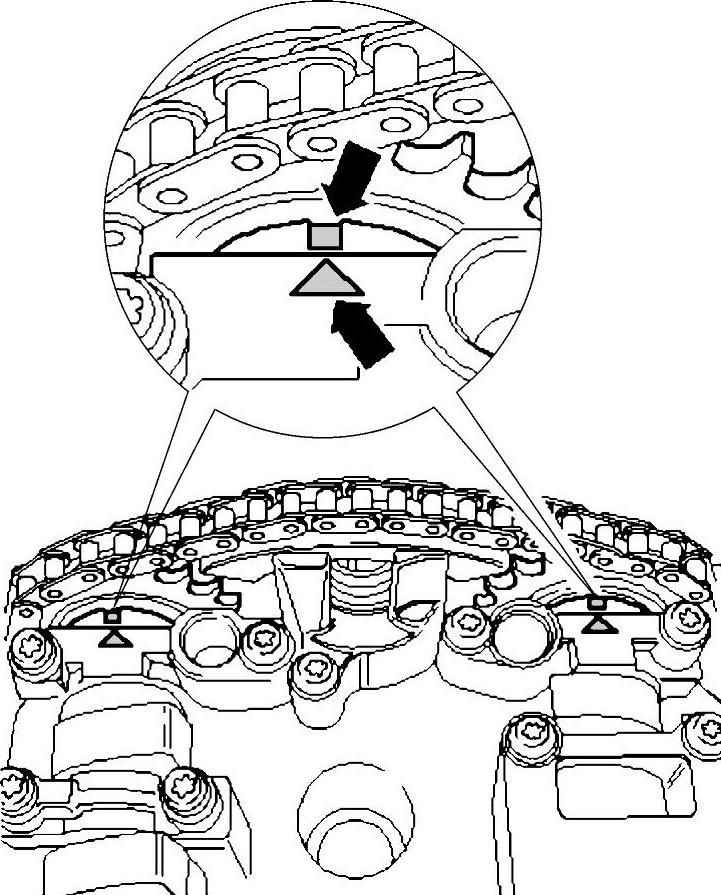
图1-4-51
(二)安装方法
(1)将齿形传动带首先挂到曲轴的齿形带轮、张紧器的导向轮和张紧轮上,然后挂到凸轮轴正时齿轮和冷却液泵的带轮上。
(2)调整凸轮轴正时齿轮,使凸轮轴锁止件能重新安装在正时齿轮上,如图1-4-50所示。
(3)将一个5mm的钻头置于张紧杆和液压件的活塞之间,如图1-4-52所示。
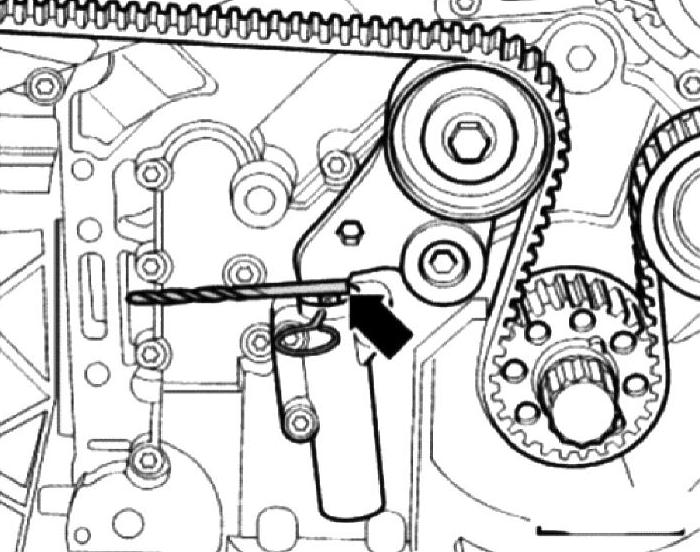
图1-4-52
(4)用扭力扳手、张紧轮扳手和转换棘轮以逆时针方向在该位置上用45N·m的力矩拧紧螺栓1,如图1-4-53所示。
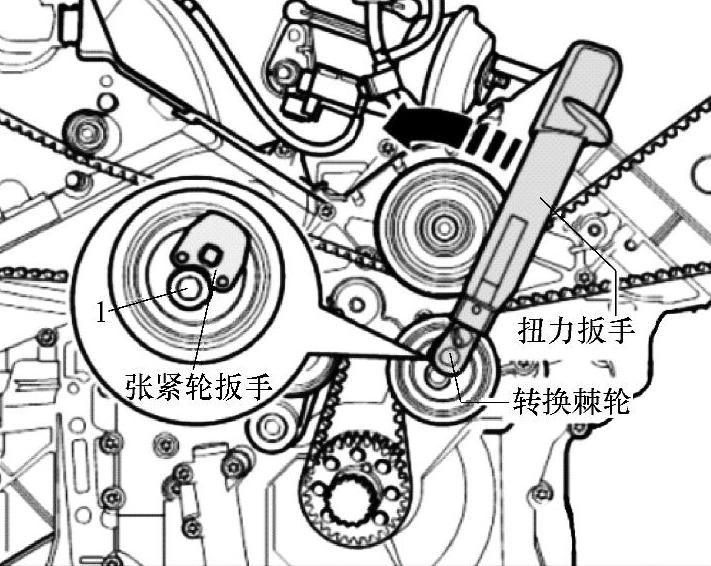
图1-4-53
1—张紧轮固定螺栓
(5)当张紧杆1压紧齿形传动带张紧元件2内的活塞时,拉出定位销,如图1-4-49所示。
(6)用内六角扳手按图1-4-54箭头所示方向旋转齿轮张紧轮的张紧杆1,将7mm钻头置于外壳和张紧杆之间。
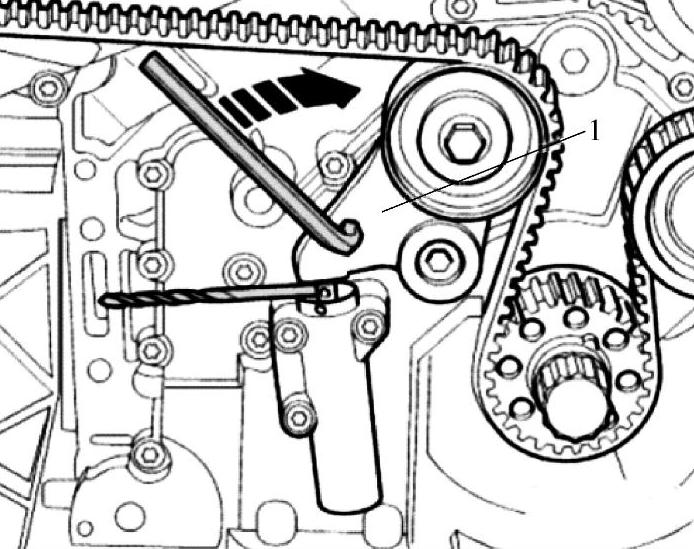
图1-4-54
1—张紧杆
(7)用55N·m的力矩拧紧凸轮正时齿轮。
(8)重新取下凸轮轴锁止件。
(9)取出插在外壳和张紧杆之间的钻头。
(10)从曲轴上止点孔中旋出锁止工具并旋入闭锁螺栓和新密封圈,然后用35N·m的力矩拧紧,如图1-4-47所法。
(11)顺时针转动曲轴两圈并检查调整尺寸a(5mm),如图1-4-55所示。
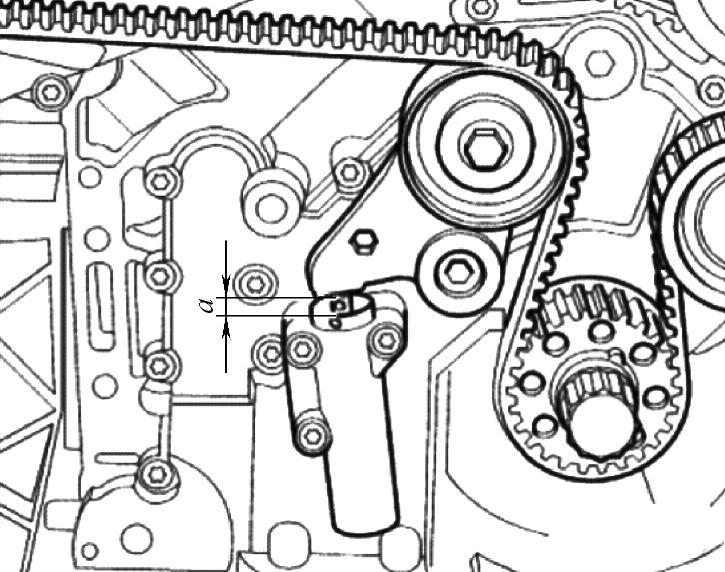
图1-4-55
(12)安装多楔带盖板和张紧轮。
(13)其余的组装工作与拆卸顺序相反。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。