



在设计阶段需要对零件检查其装配性。装配性评估的内容包括零件静态是否干涉、零件动态安装可行性、工具和操作空间,以及安装的人机性等。该步骤是制造可行性分析的重要内容,它把零部件装配过程中可能存在的问题在设计阶段就识别并解决,从而确保了零部件快速、高效、低成本并符合人机工程的安装过程。有了设计阶段的装配性检查,后期组装可更加顺利地进行。
1)由工程师结合装配性评估内容及总装车间实际情况设计组装工艺流程。一般情况下,将不影响仪表板本体在车身上安装的零件在分装线上组装好,再将仪表板本体在总装线上进行与车身的组装。最后将剩余的零部件安装完毕。以某车型为例,根据图8-95所示的仪表板的爆炸图和图8-96所示的副仪表板的爆炸图,可大致了解仪表板系统的零部件构成和安装位置。
2)将仪表板在分装线上组装好后,在指定工位将其安装在车身上。与车身组装时,将仪表板本体总成沿与XY平面成9°推入转向支撑上,将主定位孔对准转向支撑上对应的定位销,推入到位。先用螺母将仪表板本体总成主定位固定,然后依次固定其余安装点。将仪表板本体组装到车身上后,再将其余零件依次组装完毕。
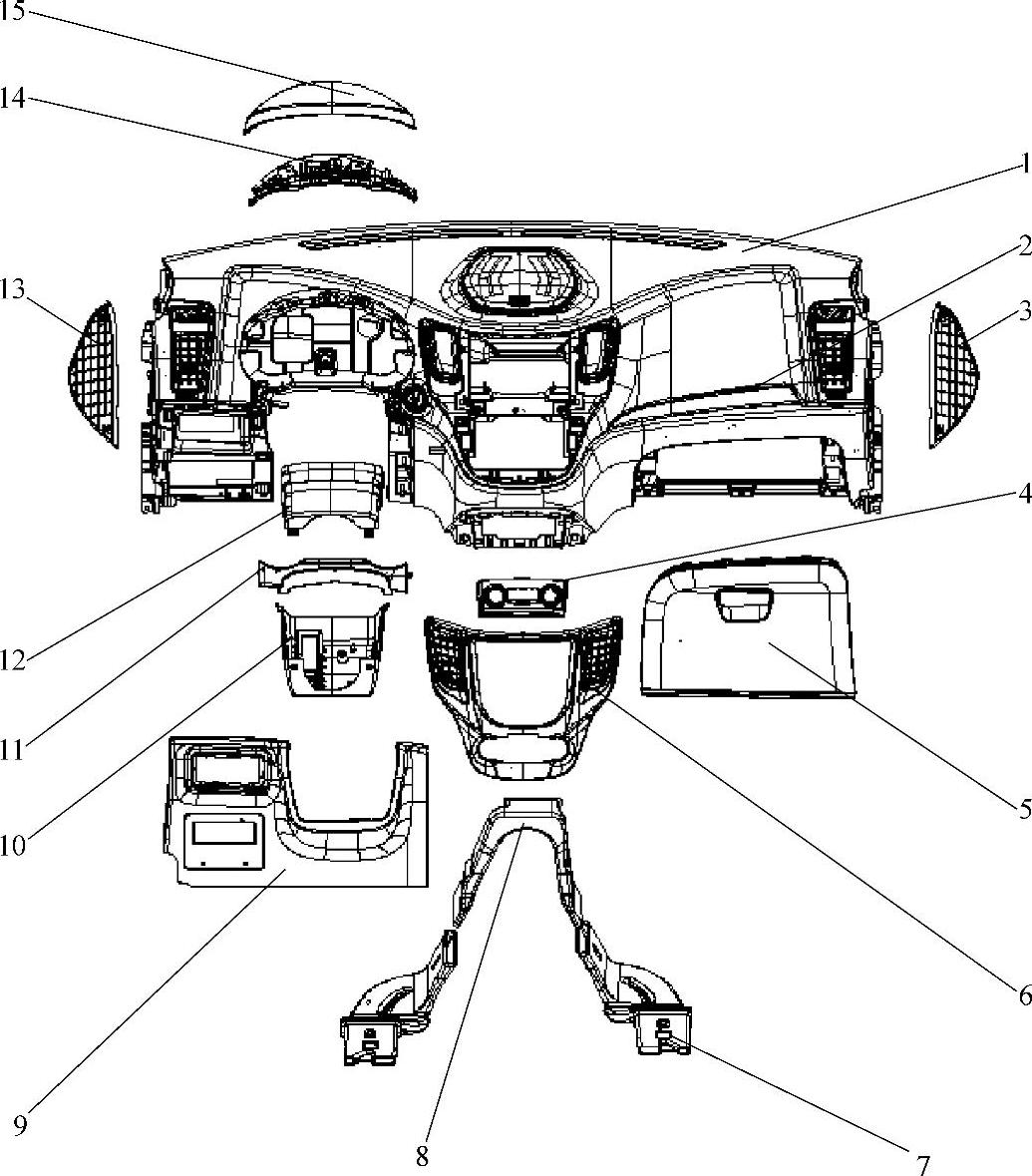
图8-95 某车型仪表板爆炸图
1—仪表板本体总成 2—中央装饰亮条总成(右) 3—侧盖板总成(右) 4—点烟器盖板总成 5—杂物箱总成 6—中央控制面板总成 7—右吹脚风管 8—中央吹脚风管 9—左下侧装饰盖板总成 10—转向锁下壳总成 11—组合仪表罩螺钉盖板总成 12—转向锁上壳总成 13—侧盖板总成(左) 14—组合仪表罩骨架 15—组合仪表罩总成
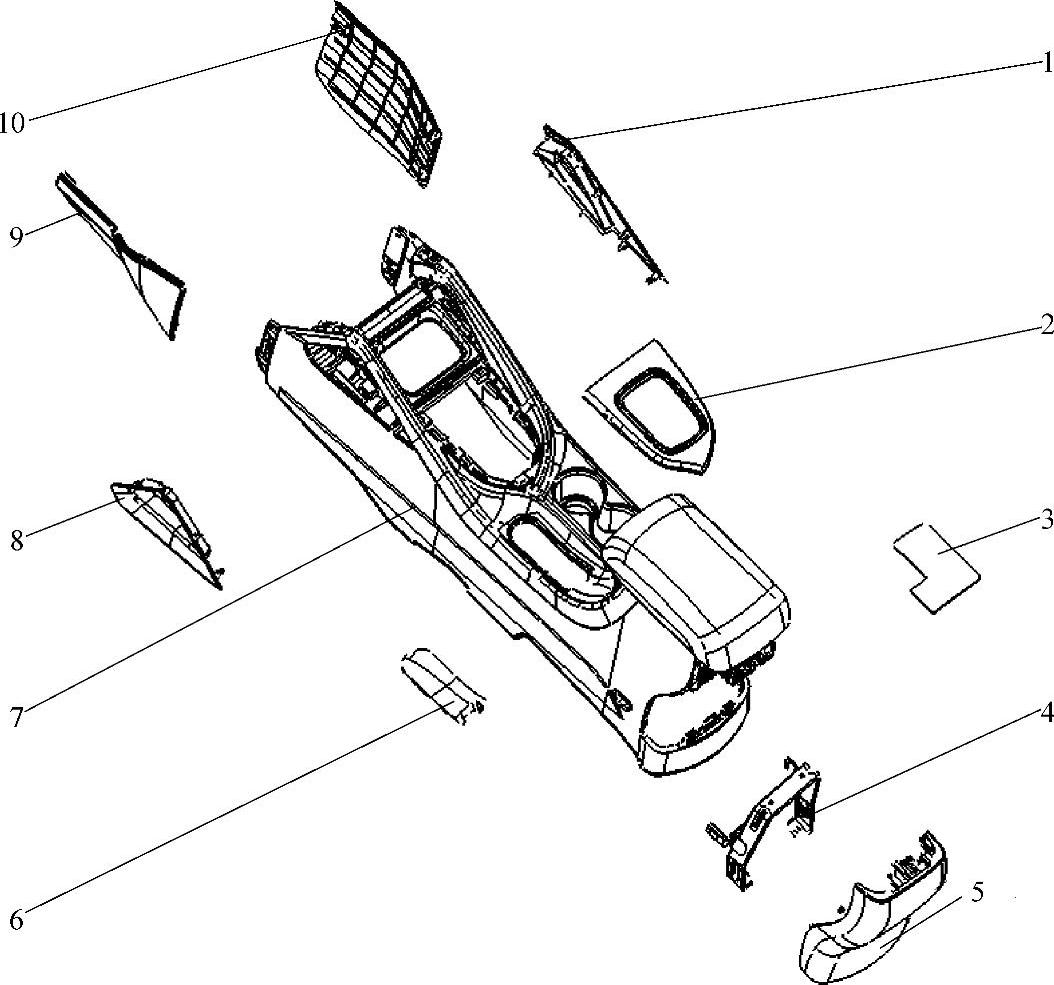
图8-96 某车型副仪表板爆炸图(https://www.xing528.com)
1—拉手右装饰盖板总成 2—变速杆盖板装饰板总成 3—扶手箱体内衬垫 4—副仪表板安装支架总成 5—副仪表板后盖板总成 6—驻车制动调节前盖板 7—副仪表板本体 8—拉手左装饰盖板总成 9—副仪表板前端左护板总成 10—副仪表板前端右护板总成
3)将副仪表板本体在分装线上组装好后,在指定的工位将其安装在副仪表板安装支架总成上。一般来说,该工位是在仪表板总成组装后、座椅系统组装前。图8-97所示是副仪表板总成在副仪表板安装支架总成、转向支撑及仪表板总成上的安装。
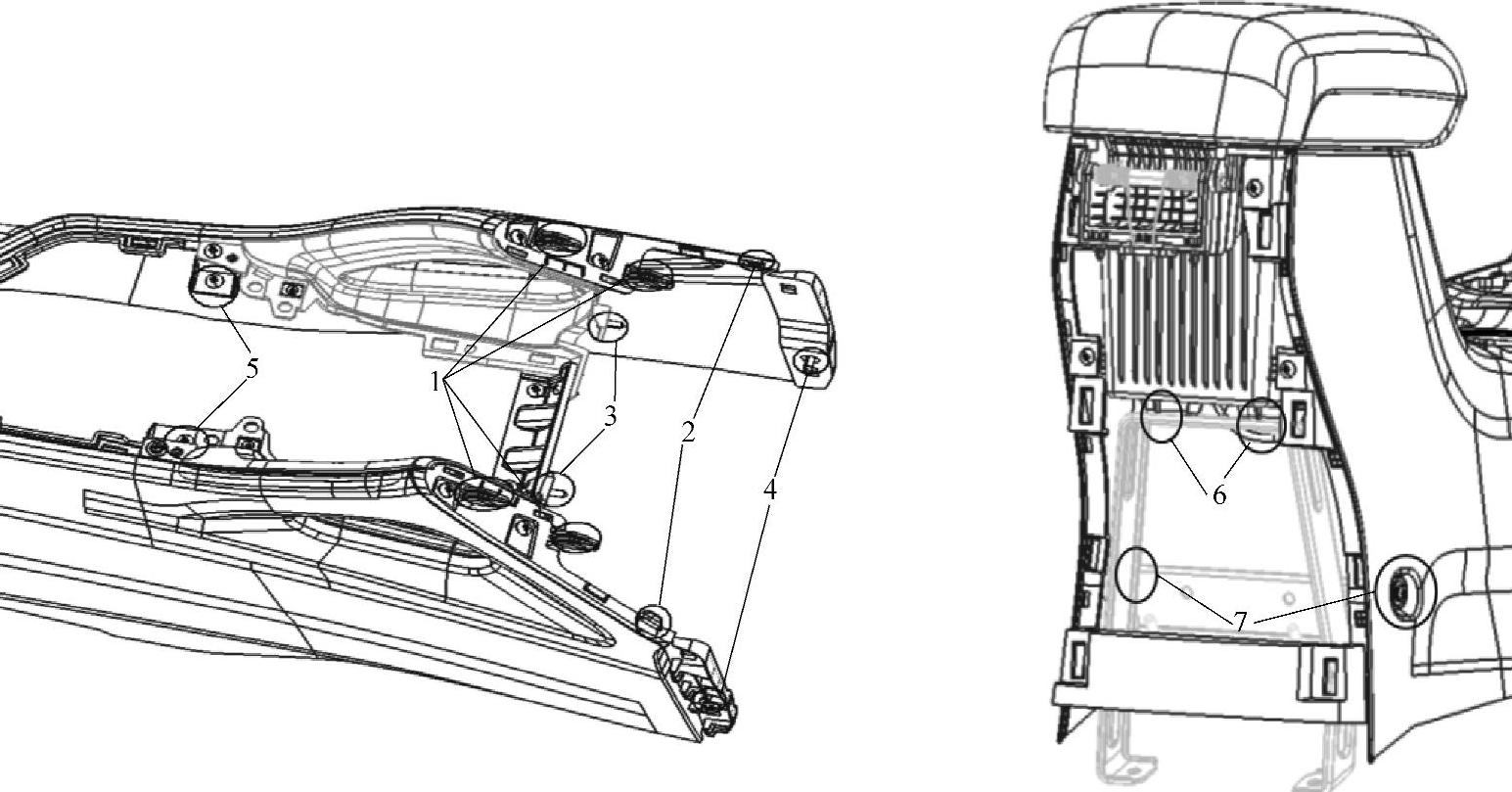
图8-97 副仪表板总成的安装
1—副仪表板与仪表板插销 2—副仪表板侧边限位筋 3—副仪表板与IP连接螺钉 4—副仪表板与转向支撑连接螺钉 5—副仪表板与变速杆连接螺钉 6、7—副仪表板与副仪表板安装支架侧安装螺钉
装配步骤1:拉起驻车制动手柄,将控制箱本体总成套入变速杆及驻车制动手柄;步骤2:“1”、“2”定位销对准仪表板总成对应孔位后,沿X向推入仪表板;步骤3:调整控制箱本体总成与仪表板配合间隙后,固定“3”处两颗螺钉;步骤4:固定“4”“5”“6”“7”处螺钉。再将副仪表板前端盖板、副仪表板变速杆面板总成、驻车制动调节前盖板、扶手箱体内衬垫、副仪表板前端储物盒垫等零部件依次组装完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。