



焊接工装就是为了满足塑料件和塑料件之间或塑料件与金属件之间的焊接需要而设计制作的通用设备和专用胎具。
应用在汽车上的塑料焊接工装主要有以下几种:
1.超声波焊接工装
超声波焊接是采用低振幅高频率(超声)振动能量使焊接面的分子之间摩擦振动产生热量,塑料受热熔融后在受压的情况下冷却,实现制件之间的连接,如图7-91所示。

图7-91 超声波焊接原理图
1)超声波焊接具有成型周期短、成本低、无污染的优点。适用于多数中、小尺寸的热塑性塑料件。半结晶聚合物和大型塑料制件不适用于超声波焊接。
2)图7-92为超声波焊接机结构示意图,超声波焊接机主要由换能器、调幅器、焊头和仿形胎具组成。
3)焊头所选用的材料通常为铝合金材质(7075铝、2024铝、6061铝),其端面镀硬质合金,功率较大时也有用钛合金材料制成的,钛合金疲劳强度是铝合金的两倍。焊头的形状有很多种,可根据使用需求来选择。仿形胎具是用来固定下塑料件的,材料为铝合金。
4)对于需要多点焊接的制件可以用多工位超声波焊接机一次性完成焊接。
5)超声波焊接在汽车上应用广泛,主要运用于门板水切、棉毡、装饰条、仪表、仪表板等制件的焊接(图7-93)。

图7-92 超声波焊接机结构示意图

图7-93 超声波焊接的仪表
2.振动摩擦焊接工装
振动摩擦焊是指在上、下热塑性塑料件之间施加压力的状态下,通过上胎具的振动所产生的摩擦热充分熔融塑料后,停止振动继续加压、固化,使上下塑料件分子之间重新结合的焊接方法,如图7-94、图7-95所示。

图7-94 振动摩擦焊

图7-95 振动焊接过程
1)振动摩擦焊接具有成型周期短、能耗低、无污染的优点,可以连接复杂、不规则外形的中大型塑料件,可以进行高强度密封,可以同时焊接多个塑料件。半结晶聚合物不适用于振动摩擦焊接。
2)振动摩擦焊接按运动轨迹分为线性焊接和轨迹焊接。线性振动焊接为简单往复运动,使用范围广;而轨迹振动焊接受产品形状及焊接面轮廓制约,只适用于圆形和椭圆形的密封罐类零件。
3)图7-96为线性振动摩擦焊接机的结构示意图。在电磁线圈和弹簧的作用下驱动盒沿振动方向线性往复运动,上胎具装在驱动盒上,下胎具装在升降台上,升降台可以上下运动。生产时,上塑料件装在上胎具上,下塑料件装在下胎具上;下胎具上升使上、下塑料件压紧,驱动盒带动上胎具线性往复运动进行焊接。

图7-96 线性振动摩擦焊接机结构示意图
4)图7-97为杂物箱焊接胎具的结构示意图。焊接胎具分为上胎具和下胎具两大部分。焊接机的承载能力有限,所以对胎具的重量要求很严格,为了减轻胎具的重量一般采用铝合金作为胎具的材料。在焊接机工作过程中,弹簧受力较大,上胎具的重心必须与几何中心高度重合(偏差在1mm以内),以避免弹簧受力不平衡而折断。
5)胎具各零件采用的材料参照表7-10。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-97 杂物箱焊接胎具结构示意图
1—上固定板 2—支撑块 3—压块 4、5—保护层 6—下模板 7—下固定板
表7-10 胎具常用材料

振动摩擦焊接是汽车上应用最广泛的焊接方式。主要用于除霜风道、安全气囊、仪表、杂物箱、储物盒、门板、变速杆装饰面板、高位制动灯、散热器、保险杠、保险杠托架、侧转向灯、车牌架、尾灯、转向灯、进气歧管、空气滤清器、燃油滤清器、真空罐、储水箱、炭罐等制件的焊接。图7-98所示为振动摩擦焊接的前除霜风道和安全气囊。
3.热板焊接工装
热板焊接是电加热金属胎具使被连接塑料制件表面软化的热塑性焊接过程。
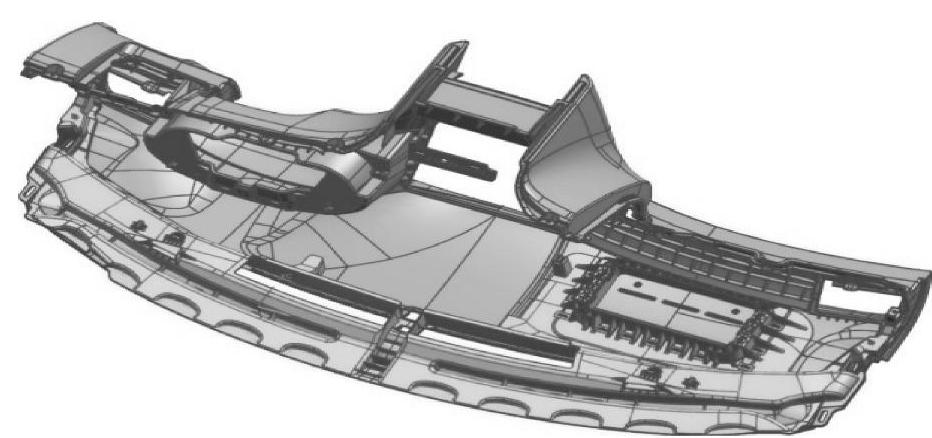
图7-98 振动摩擦焊接的前除霜风道和安全气囊
1)热板焊接几乎适用于所有大小的平板类热塑性制件。特别适合焊接较软的半结晶热塑性塑料。由于不同的胎具表面温度能适用于两种不同的热塑性材料,此工艺最适于焊接不同的材料。但是热板焊接加工周期长、耗电量高、加热板上易残留塑料、产生臭气污染,正在逐渐被其他焊接方式取代。
2)热板焊接胎具包括上胎具、下胎具和加热板三部分。制作上胎具和下胎具的材料为铝铜合金。加热板由上下两块组成,用加热管对其加热。两个温度控制器分别控制上下模温度,焊接时可根据焊接时的实际需要在0~600℃范围内自行设定。工作时,先将塑料件分别插入上、下胎具,再用加热板加热熔融塑料件粘结面,然后取出加热板,最后上下胎具贴合压紧塑料件冷却定型实现连接,如图7-99所示。

图7-99 焊接工装
3)热板焊接在汽车上主要应用于门板、杂物箱、灯具、水壶、安全气囊的焊接。热板焊接的杂物箱如图7-100所示。
4.电磁焊接工装
电磁焊接由高频塑料焊接机设备产生高频电磁场,被加工的PVC、TPU、EVA、PET等塑料材料在高频电磁场内其内部分子产生极性化导热,加上一定的压力使所需要热合焊接的塑料、塑胶产品达到熔接封口作用。
电磁焊接在汽车上主要应用于遮阳板、门板、转向盘套、脚垫、座垫、靠垫、座椅靠背、顶篷等制件。电磁焊接的遮阳板如图7-101所示。

图7-100 热板焊接零件

图7-101 电磁焊接零件
5.热气焊接工装
热气焊接是用加热的气流直接吹向接缝区域,接缝区域与母材同材质的填充焊丝受热熔化在一起,冷却后连为一体。热气焊接广泛用于连接热塑性型材和片材生产的大制件。同时也适用于需要局部组装的较小的注射成型制件、热塑性制件的修理及样模制件的制造。焊条与被焊接制件的塑料原料要一样,如图7-102所示。
热气焊接在汽车上主要应用在汽车尾灯、反射镜、液压油箱、加油管、水壶等制件。热气焊接的水壶如图7-103所示。

图7-102 热气焊接工装

图7-103 热气焊接零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。