



在汽车内外饰设计研发过程中,尺寸工程目标制定主要是定义顾客对产品感知质量标准的尺寸工程要求。基于顾客对外观及性能的需求,我们引入了整车DTS控制标准。
DTS(Dimensional Technical Specifications)通常是指车身各零部件之间间隙、面差的设计标准,以及由间隙、面差衍生的外观尺寸匹配控制要素,如平行度、对称度、对齐度、R角控制以及感知质量指数等。所以更多的时候我们用DTS这个英语缩写来代替产品外观尺寸目标。外观DTS直接面对用户静态评价,是汽车外观造型的重要组成部分,同时也是汽车工艺水平的最终体现。
随着用户对汽车需求的升级,和汽车产业的发展(图3-8、图3-9),DTS要求不仅包含零部件之间的外观尺寸匹配情况,还应包含零部件内部性能要求,如密封性能、法规、运动件性能、异响、可靠性等。因为引起这些性能问题的原因,通常是零部件内部的尺寸匹配问题。

图3-8 早期汽车车型——外观DTS需求少

图3-9 当代汽车车型——外观DTS成为基本需求
1.尺寸控制目标DTS定义
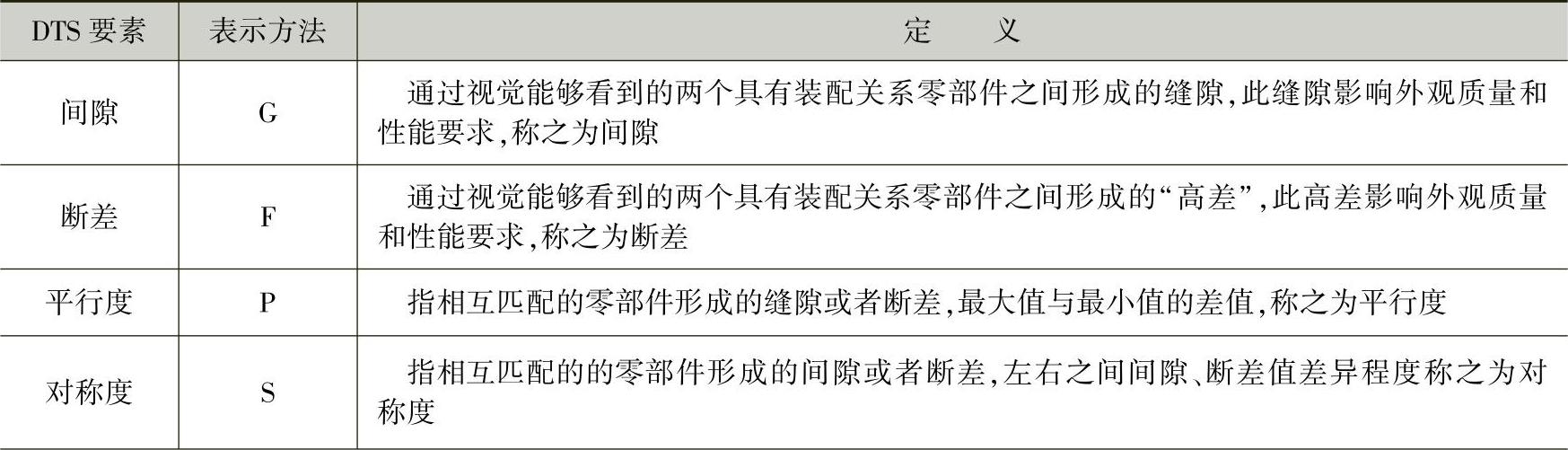
完整的DTS要求,需要包含每条分缝的间隙、断差、平行度、对称度、对齐度、R角、敏感度七大要素,如图3-10、表3-2所示。
表3-2 DTS要素明细表
(续)
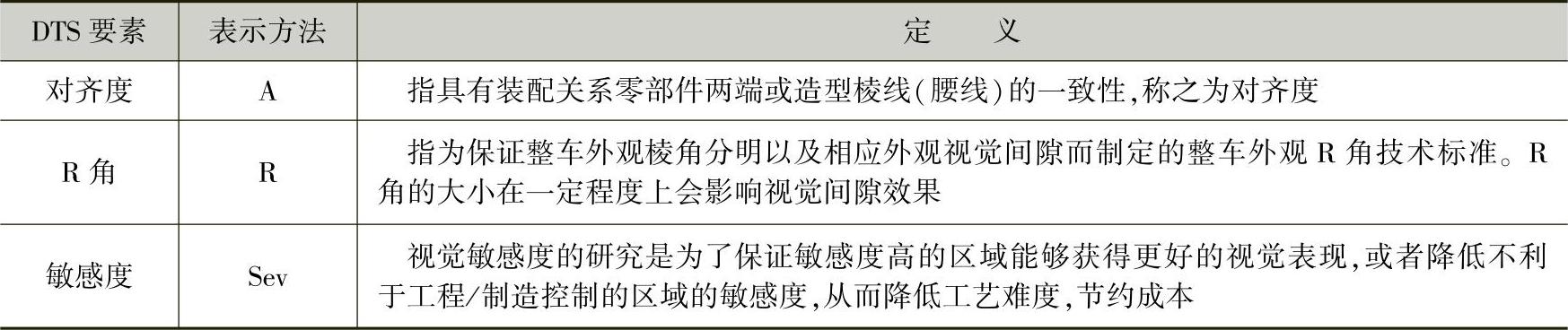
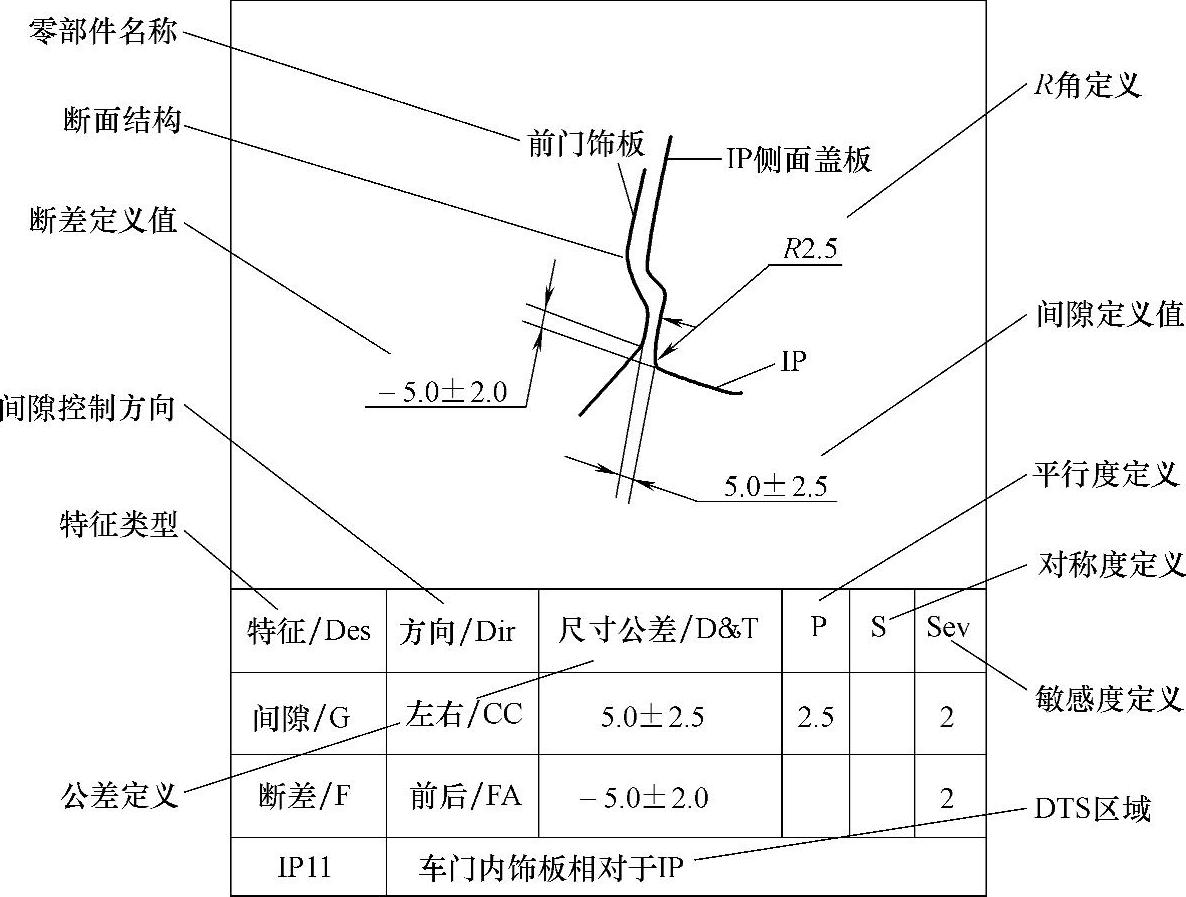
图3-10 DTS定义要素
2.尺寸控制目标DTS开发流程
伴随整车开发流程,尺寸工程在各个阶段都需要发布相应的DTS要求,通常需要有方案阶段DTS、设计验证阶段DTS、实车验证阶段DTS。
各个汽车主机厂由于技术背景等条件不一样,DTS版数也不一定相同,每版在整车开发中的具体时间节点基本一致。一般有初版和三个正式版本,每个版本作用也不尽相同。
(1)初版DTS:在项目前期,尺寸工程师根据竞品车测量数据和以往车型经验定义出初版DTS。初版DTS内容较少,一般只有关键区域间隙、面差,局部细节未定义。它作为造型油泥模型的参考,同时指导初版CAS的制作。
(2)第一版DTS:尺寸工程师根据造型分缝与内外饰产品工程师、造型工程师一起讨论具体细节,然后制定出一版DTS,造型工程师根据这版DTS和内外饰产品提供的断面信息制作A面。第一版一般在A面数据冻结前发布。
(3)第二版DTS:结构设计过程中,尺寸工程师对DTS进行设计验证,结合内外饰产品工程师在工程化的问题,以及供应商的制造能力,优化部分DTS要求。经各部门反复讨论和验证,最终在数据冻结前发布第二版DTS,理论上要求每个断面均有控制方案和结构来满足各自DTS要求。
(4)第三版DTS:在试制和匹配阶段,由于零部件和白车身已是实物状态,可以验证前期的结构和控制方案,实物匹配能反映真实的零件状态,能定量分析问题原因,从而验证实际装车是否能达到DTS要求。对于无法满足DTS的截面提出方案,通过一系列手段保证DTS,期间会根据实际匹配结果更新DTS。一般会在匹配结束后发布第三版DTS。这版DTS是最终版,正式量产车型以该版次DTS做交车标准。
3.DTS控制手段
尺寸工程师需要在整个内外饰产品开发过程中,与内外饰产品工程师一起协同作战,对零部件的匹配结构方式、定位方案、公差分配、测量计划的合理性进行分析,保证DTS目标达成(图3-11)。
(1)定位基准设计 零部件结构设计初期,就需要对各零部件进行定位设计,作为加工、检测、装配等工艺过程的定位基准。注射件的定位基准设计三要素是稳定性、功能性和工艺可行性。
1)稳定性:定位系统的稳定性,是评判零部件定位系统是否合理的第一要素。定位的稳定性是指,基准所在位置成型的稳定;零部件本身在自由状态下,在夹检具上放置的稳定;测量系统的稳定,满足检测系统重复性与再现性要求。
2)功能性:指实际生产过程中,采用该定位系统,能够满足客户对该零部件的功能要求,包括外观DTS、匹配要求、装配要求和性能要求等。这是判断定位系统是否合理的重要因素。
3)工艺可行性:在实际装配生产过程中,由于工艺规程、操作空间等实际因素限制,需要对零部件的检测、装配基准进行优化。
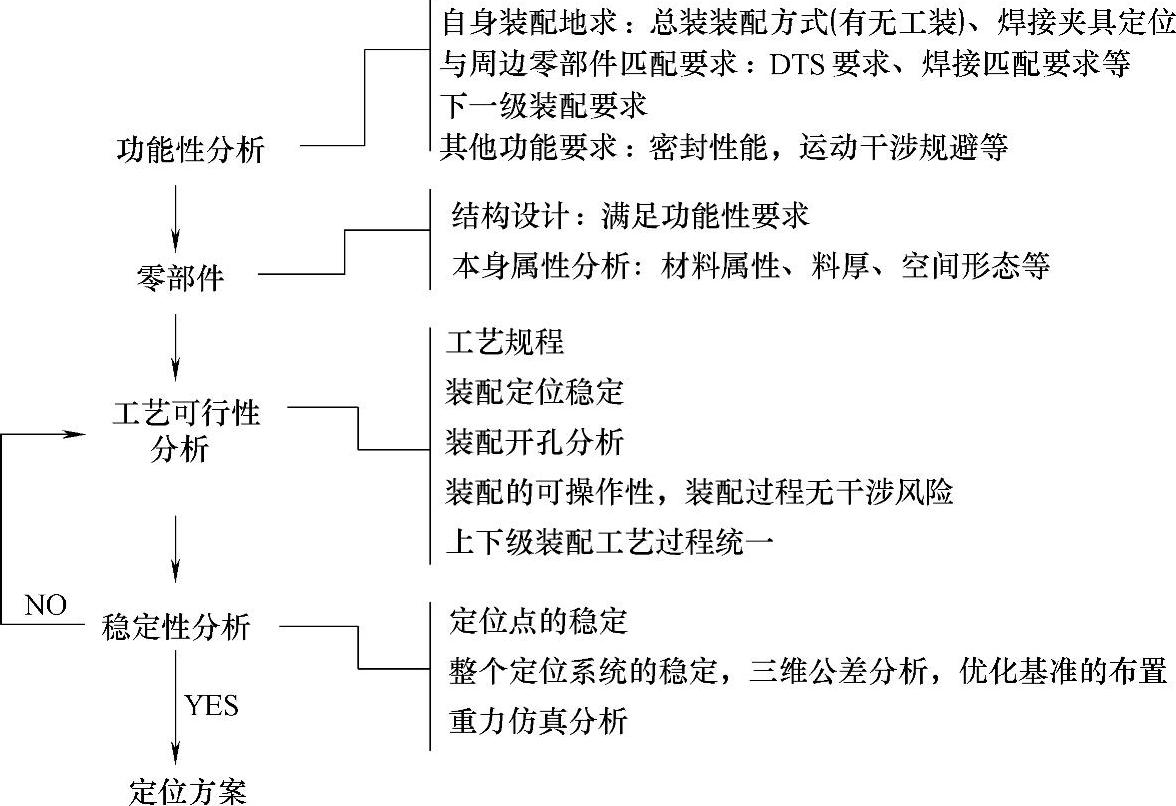
图3-11 定位设计的一般流程
实际定位基准设计过程中,往往需要综合各个环节的意见,找出定位稳定、工艺可行,而又能满足零部件本身的种种功能要求的最优方案。
(2)同步SE分析 在内外饰产品开发的各个阶段,尺寸工程师需要与产品工程师一起协同工作,就零部件的开孔方案、间隙断差匹配方式、定位结构设计与方案的一致性、功能的实现性等方面进行分析。以满足性能要求、DTS要求为目标,从尺寸链传递、公差的累积方面入手,提出优化产品结构意见。
通常内外饰的同步分析有以下几个方面:
1)造型SE分析。在内外饰整体风格确定后,进入造型CAS设计时,尺寸工程师需要对内外饰零部件的分缝位置、每条缝的DTS要求,即间隙断差要求等,进行确认。尽可能减少DTS要求,即利用外造型曲面设计,对分缝进行遮蔽,使该分缝区域弱化、甚至没有DTS要求,以降低零部件的要求。
2)定位SE分析。结合前面提到的定位设计,在内外饰产品设计的各个阶段,对内外饰零部件的定位结构进行稳定性、功能性和工艺可行性分析,保证DTS要求。
3)结构SE分析。结合定位方案、造型分缝特征、DTS等因素,对内外饰零部件之间的配合关系进行分析确认。
(3)虚拟验证 在内外饰结构设计过程中,尺寸工程师需要进行设计验证。即通过虚拟装配,分析装配过程中各个零部件公差的累计对功能要求的影响,评估是否满足客户对产品的要求,如图3-12所示。

图3-12 用虚拟现实技术分析尾灯的偏差敏感度
在进入尺寸虚拟验证分析之前,让我们先了解一下尺寸链的基本知识。
1)正态分布:汽车零部件公差分布普遍遵循正态分布规律,产品设计的公差定义往往也是遵循正态分布规律的。图3-13所示为正态分布曲线。
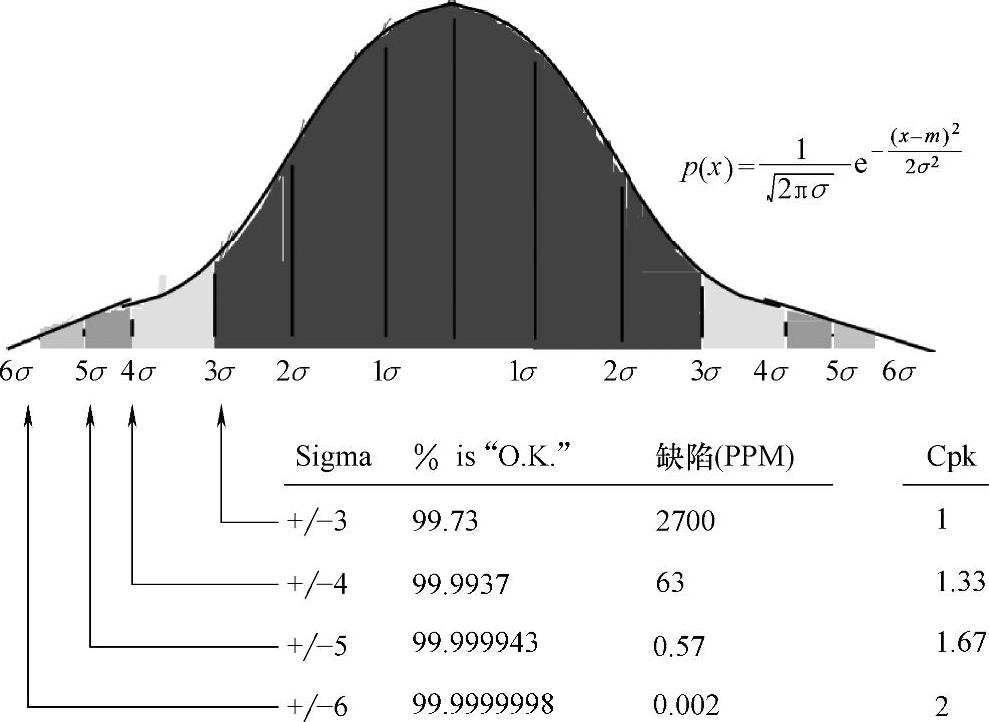
图3-13 正态分布曲线
2)6σ:六倍标准偏差,即过程所加工产品的质量特性数据的标准偏差的6倍,常用来评估生产稳定状态下所具有的加工精度,表征实际加工能力。从图3-13可知,6σ包括过程加工产品的99.73%,即几乎包括了全部产品。目前,一些先进制造企业已经启用8σ质量标准。
3)尺寸链:在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。组成尺寸链的各个尺寸称为尺寸链的环。其中,在装配或加工过程最终被间接保证精度的尺寸称为封闭环,其余尺寸称为组成环。组成环可根据其对封闭环的影响性质分为增环和减环。若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环,那些本身增大而封闭环减小的尺寸则称为减环。图3-14为典型尺寸链环示意图(参见GB/T5804—2004)。(https://www.xing528.com)
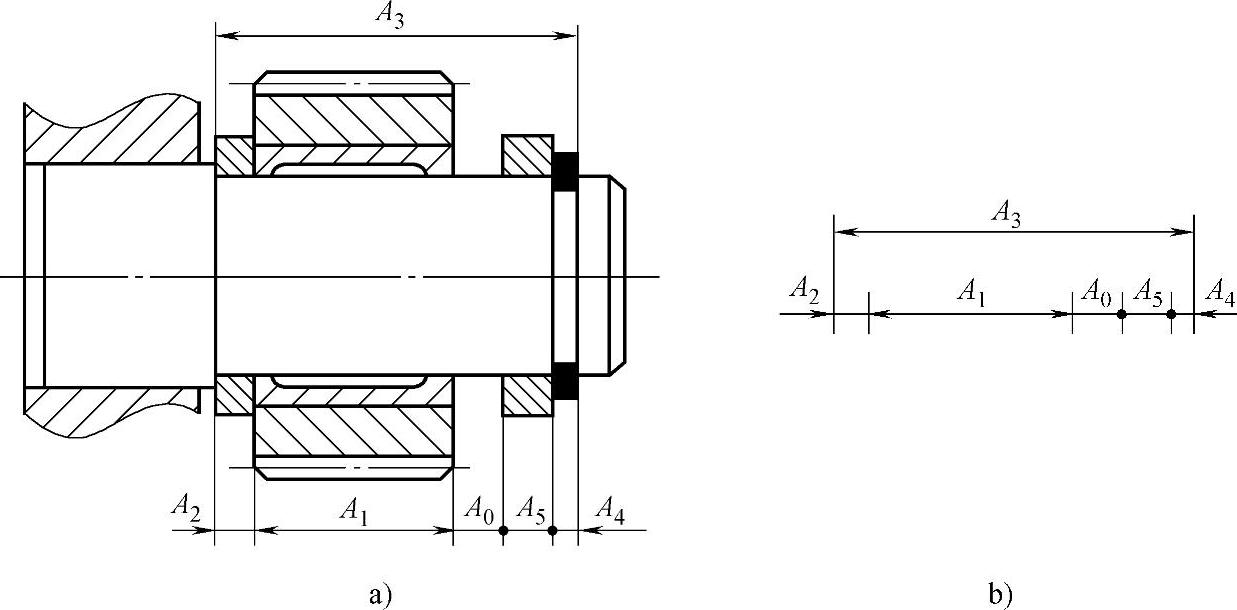
图3-14 尺寸链环
4)极限法:即完全互换法,极限法是从尺寸链各环的极值出发来进行计算的,能够完全保证互换性。应用此法不用考虑实际尺寸的分布情况,装配时,全部产品的组成环都不需调整或改变其大小和位置,装入后即能达到封闭环的公差要求。常用于一些装配问题分析,且组成环较少的情况。
例1 图3-14a所示的结构,已知各零件的尺寸A1=300-0.13mm,A2=A5=50-0.075mm,A3=4300..0128mm,A4=3-00.04mm,设计要求间隙A0为0.1~0.45mm,试做校核计算。
解:
①先确定封闭环及其技术要求。
由于间隙A0是装配后自然形成的,确定封闭环为要求的间隙A0。此间隙在0.1~0.45mm,即A4=0+0.45+0.10mm。
②寻找全部组成环,画尺寸链图(图3-15),并判断增、减环。
依据查找组成环的方法,找出全部组成环为A1、A2、A4和A5,如图3-14b所示。依据“回路法”判断出A3为增环,A1、A2、A4和A5皆为减环。
③计算封闭环的基本尺寸:
A0=A3-(A1+A2+A3+A4+A5)=43-(30+5+3+5)=0mm
封闭环的基本尺寸为0,说明各组成环的基本尺寸满足封闭环的设计要求。
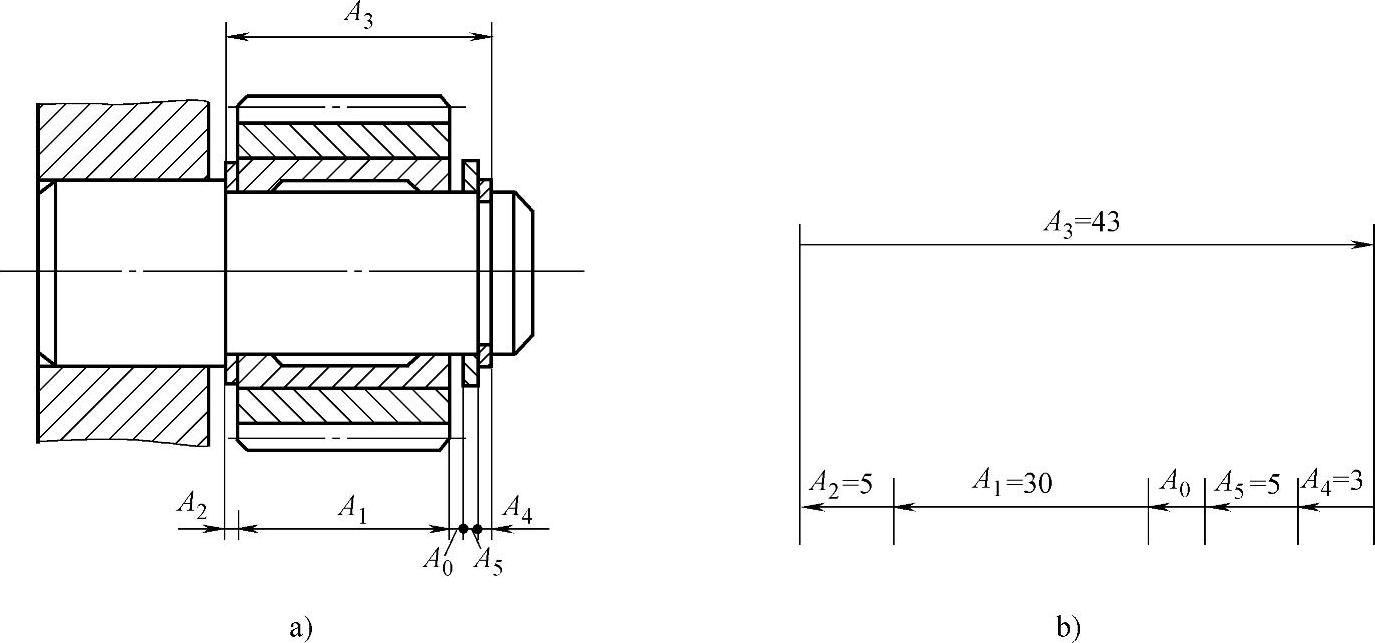
图3-15 齿轮部件尺寸链图
④计算封闭环的极限偏差:
ES0=ES3-(EI1+EI2+EI4+EI5)=0.18-(-0.13-0.075-0.04-0.075)=+0.50mm
EI0=EI3-(ES1+ES2+ES4+ES5)=0.02-(0+0+0+0)=0.02mm
⑤计算封闭环的公差:
T0=T1+T2+T3+T4+T5=0.13+0.075+0.16+0.075+0.04=0.48mm校核结果表明,封闭环的上、下偏差及公差均已超过规定范围,必须调整组成环的极限偏差。
5)概率法:根据各组成环尺寸分布情况,按统计公差公式进行计算。应用此法装配时,绝大多数产品的组成环不需要挑选或改变其大小和位置,装入后即能达到封闭环的公差要求。概率法是以一定置信概率为依据的,本章规定各环都趋向正态分布,置信概率为6σ,即99.73%。采用此法应有适当的工艺措施,排除个别超出公差范围或极限偏差的产品。常用于组成环较多的大批量生产问题分析。
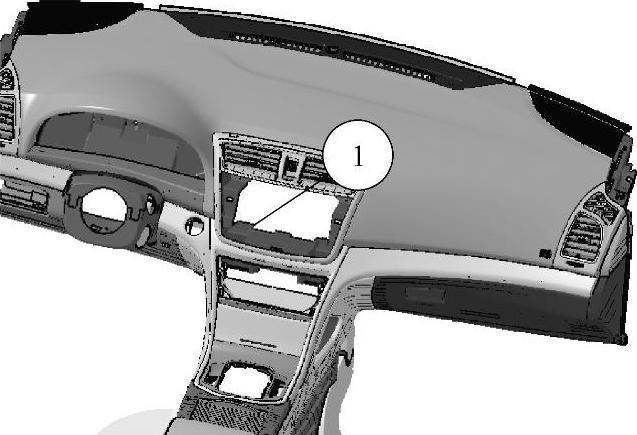
图3-16 内饰中控区域图例
了解了尺寸链分析的基本概念后,接下来介绍常用虚拟验证的两种方法:一种是一维尺寸链验证;另一种是借助CAE手段,对零部件进行三维公差仿真分析。一维尺寸链验算能够迅速、较准确地分析一些空间形态简单、配合结构简单、单一方向的匹配情况;三维公差分析结果更精确,能够分析复杂的整车级精度验算问题,缺点是三维软件建模时间较长。常用的分析软件有VisVSA、3DCS软件等。
6)一维尺寸链验证:结合内外饰产品的工艺流程、定位信息、公差要求,对目标区域公差进行一维尺寸链验算。
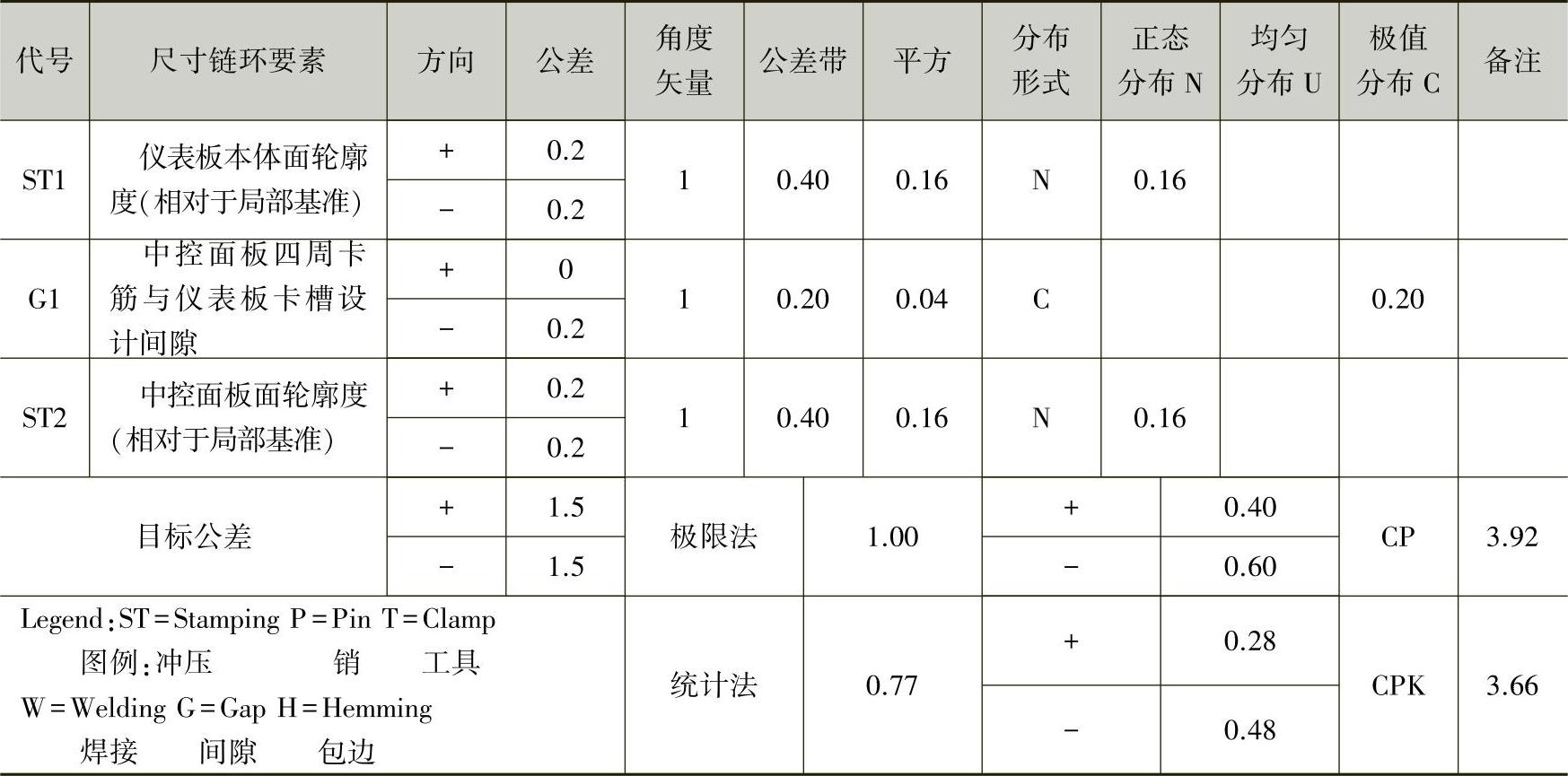
例:如图3-16所示,计算中控面板与仪表板本体(图示1处)间隙尺寸公差。
情形一:无局部基准设计的装配尺寸链示意如图3-17所示。
尺寸链计算见表3-3。
表3-3 内饰装配尺寸链计算
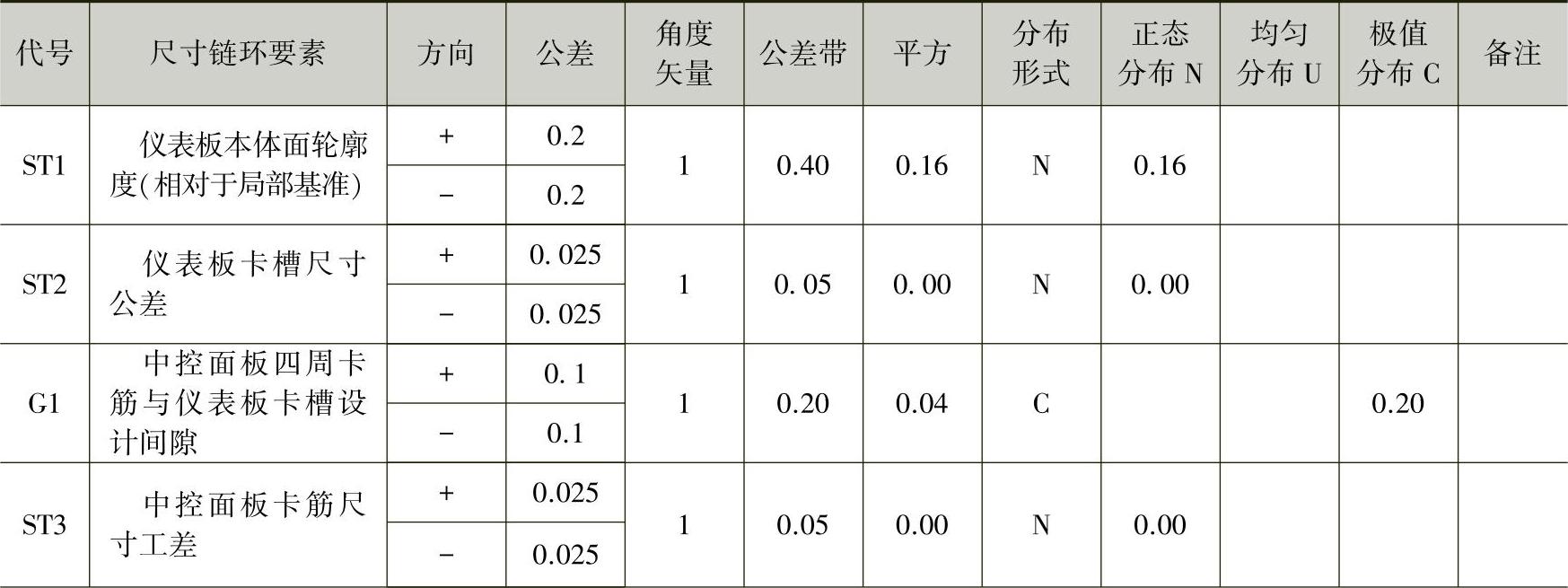
情形二:有局部基准设计的装配尺寸链示意如图3-18所示。
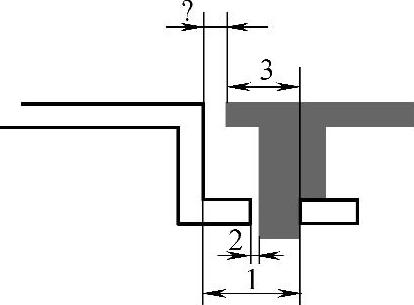
图3-17 内饰装配尺寸链示意图
1—仪表板本体面轮廓度(相对于局部基准) 2—中控面板四周卡筋与仪表板卡槽设计间隙 3—中控面板面轮廓度(相对于局部基准)
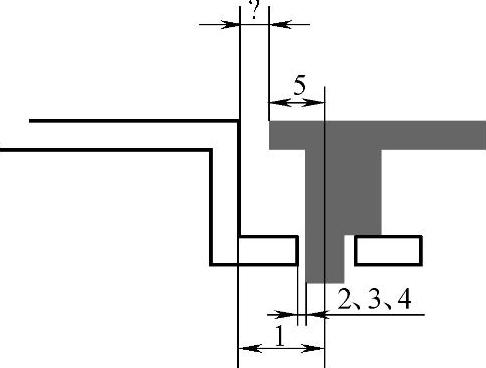
图3-18 内饰装配尺寸链示意图
1—仪表板本体面轮廓度(相对于局部基准) 2—仪表板本体卡槽尺寸公差 3—仪表板本体卡槽与中控面板卡筋设计间隙 4—中控面板卡筋尺寸公差 5—中控面板面轮廓度(相对于局部基准)
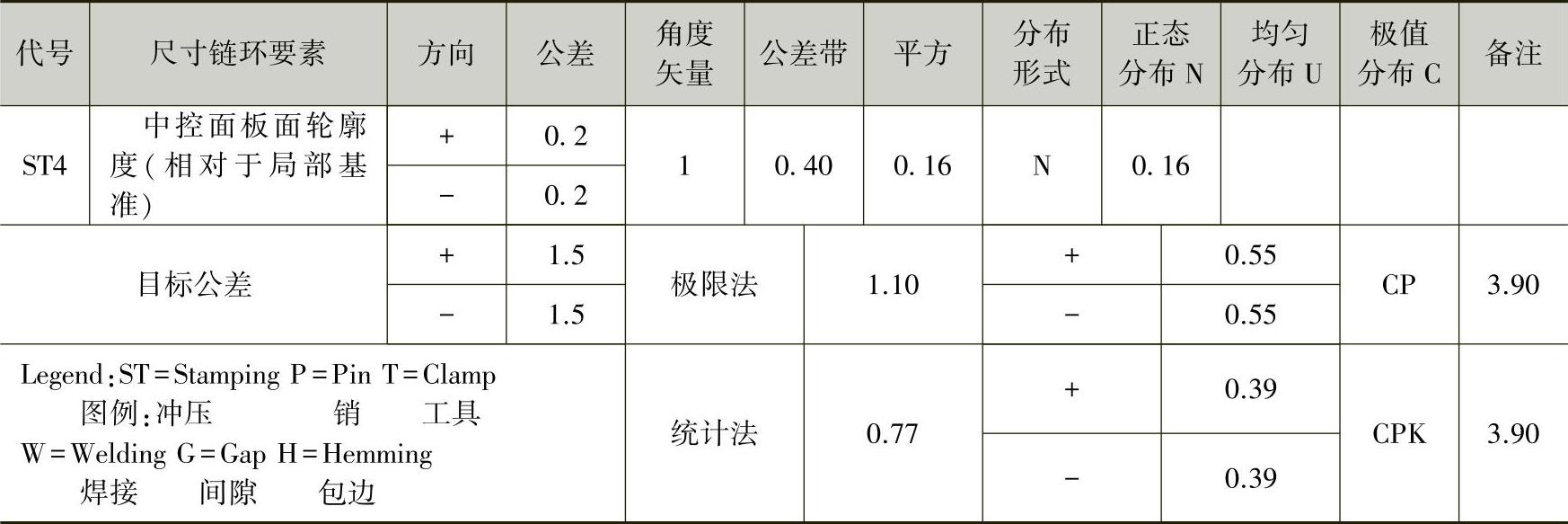
尺寸链计算见表3-4。
表3-4 内饰装配尺寸链计算
(续)
7)三维公差仿真分析:运用CAE技术,进行自下而上的虚拟堆叠,得出目标的公差能力,并对其进行优化,满足客户要求。三维公差分析一般流程如图3-19所示。
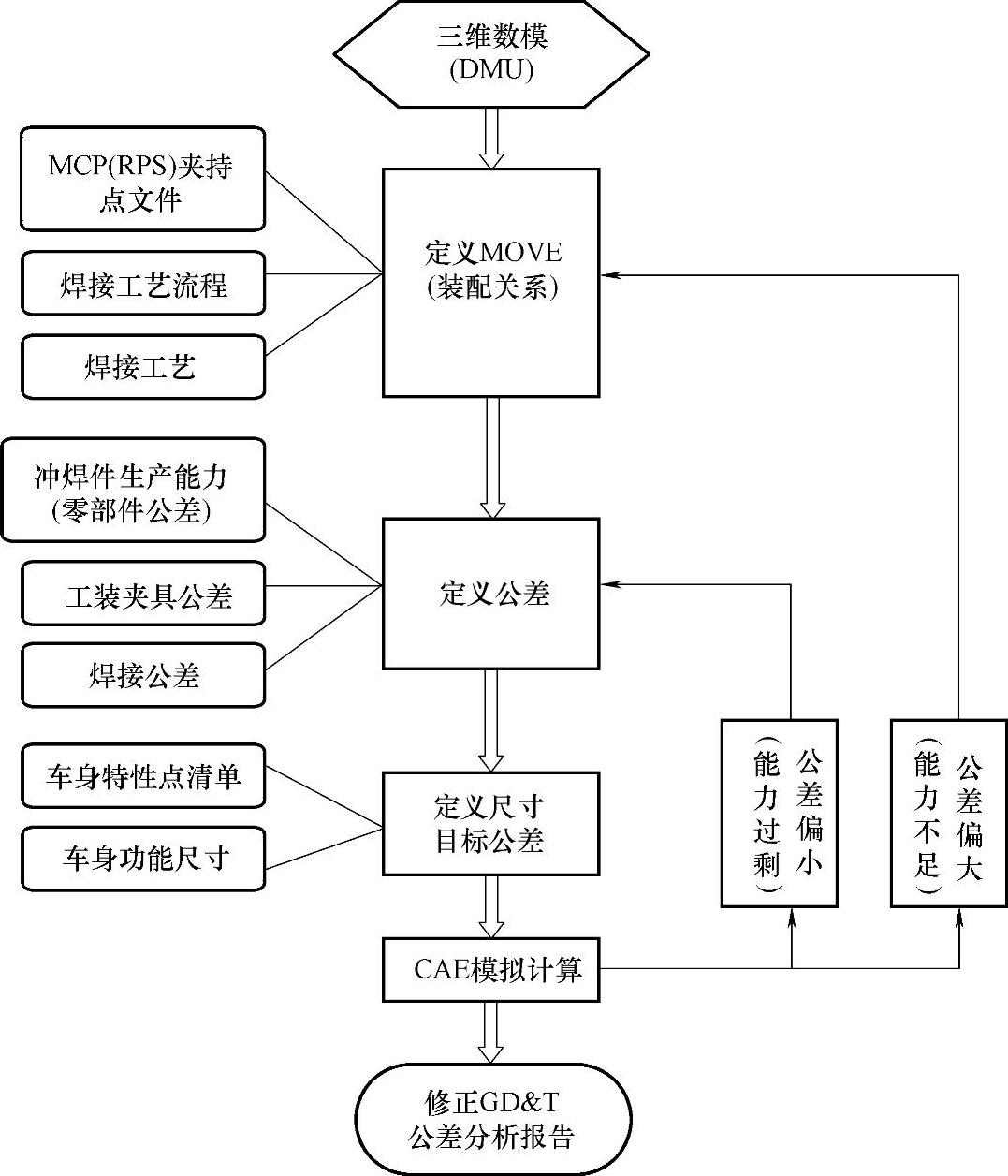
图3-19 三维公差分析流程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。