



汽车车身修复作业中常对车身覆盖件的局部变形、凹瘪和柱类零件的弯曲进行修复,这是车身修复的主要工艺手段和操作人员的必备技能。不同的车身结构和部位,需要使用不同的修复工艺。
1.局部修复
进行车身局部修复工作时,可将损伤部位放入托模中,用钣金托模修复车身表面。采用钣金托模的修复方法又有正托法和偏托法。正托法是将钣金托模直接置于金属板背面凸起部位,用钣金锤在另一面直接锤击变形部位。这对于修复隆起和平整较小的凸起十分有效。但正托法容易造成金属板件的延展变形,锤击部位的金属将变薄并且钣金件面积会增大。
(1)偏托法 在托模修复的实际工作中,常采用偏托法,如图2-4所示。偏托法常用于多部位的连续变形修复。操作时,将钣金托模置于金属板背面的最低处,钣金锤则在另一面敲击变形的最高处。对于图2-5所示的车身变形部位,也可以同时使用两把钣金锤敲击变形部位,这样可以避免修复过程中受力不均等工艺缺陷。

图2-4 偏托法

图2-5 用两把钣金锤进行修复
(2)修平刀修复法 汽车车身结构许多部位间隙狭小,不能放入托模,这种部位可以借助修平刀进行修复。图2-6a所示为各种不同形状的修平刀,图2-6b、图2-6c、图2-6d、图2-6e所示为修平刀的使用方法。操作时,将修平刀紧贴变形部位背面,用钣金锤敲击变形部位。此方法对车身表面的微小隆起和划伤有很好的修复效果。
修平刀在修复过程中还可以起支撑作用,例如,用修平刀对内部结构无损伤的车门局部变形进行修复十分有效。如图2-7a所示,先用修平刀撬动变形部位,把向内凸出的隆起撬到正常位置,然后再按图2-7b所示方法,用修平刀和钣金锤将车门板修复完好。操作时应掌握好锤击的力度,修平刀支撑点的位置和锤击力度与位置应相互配合,如锤击力大于修平刀的支承力,就达不到修复的目的,甚至还会加剧部件变形。一般应使修平刀的支撑力略大于锤击力,这样会得到较好的修复效果。操作中应遵循“敲高顶低”的原则,并注意随时调整顶点与锤点的位置。连续敲击一点或力度过大、次数过多,都不可避免地使金属板面发生延展,造成板类构件二次翘曲变形。
(3)热收缩法 车身局部凸起和拱曲时,可用气焊枪将变形部位加热至红色后,用木锤敲击加热点四周,冷却后再用铁锤将其整平,如图2-8所示。
(4)拉杆修复法 先在凹处钻多个小孔,再用拉杆一端的弯钩钩住小孔,然后握住拉杆手柄慢慢向外拉拔。拉力务必与板面垂直且用力要均匀,千万不要撬动拉杆,防止拉杆对板件造成二次损伤。也可边拉边用气焊枪加热,最后在修复的面板小孔上用锡焊补好锉平。本章后面有该方法的具体操作步骤。
2.局部凹凸修复
车身修复常常需要进行局部凹凸部位的整形,如图2-9所示,操作方法概括为:中间凸出,敲击凸出部分的四周;变形复杂时,敲中间”。敲击时要注意敲击点、锤击力度和敲击次序。在初步整平以后,对表面残留的细小凹凸部位,还要进行更加精细的敲平作业,如图2-9c所示。

图2-6 用修平刀修复

图2-7 车门局部修复(https://www.xing528.com)
a)用修平刀撬动变形部位 b)修复方法

图2-8 较大凹陷的修整
a)用气焊枪将较大凹面加热至红色 b)凹面中部以垫铁顶起
操作时先从损伤较大的部位着手,如板件受损面积较大则应从距维修人员较远或不便操作的部位开始。修复时要注意手、眼的配合,并确保锤面的中心而不是锤面的边缘落在敲击点上,如图2-9a所示;托模应紧跟敲击点,锤击的次数要少,并应保证每次的锤击和托模的顶托都有效。托模、修平刀、铁锤工作面的形状必须与车身构件的几何形状相吻合,否则就达不到修复要求,如图2-9b所示。

图2-9 局部凹凸修复方法
a)锤面中心落在敲击点上 b)锤、托模的工作面与车身构件的几何形状相吻合 c)对表面残留的细小凹凸进行精细修复
对图2-10所示板件变形进行修复时,在完成粗略整形后,要按照图2-10所示的操作方法,用托模或修平刀顶住锤击点的反面,同时用钣金锤按图2-10所示的顺序敲平变形区域。锤击时要注意以下几点:
1)应按图2-11所标出的顺序进行锤击,落锤点在波峰处并且从锤击点开始向中心逐渐移动。
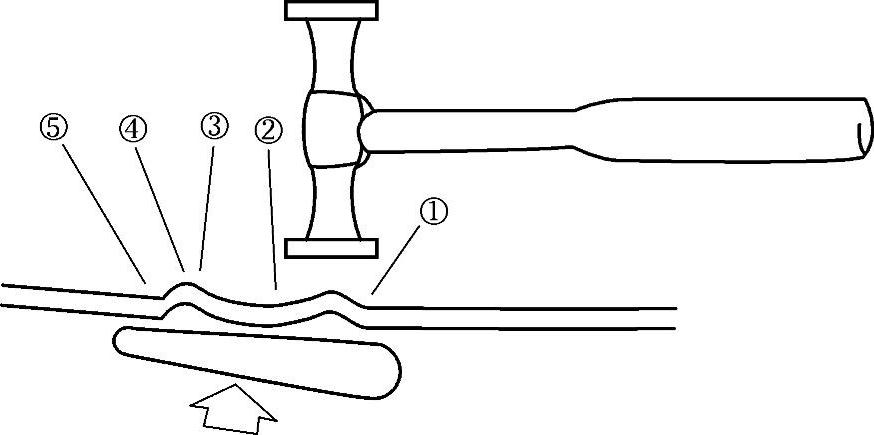
图2-10 整形操作顺序

图2-11 整形锤击顺序
2)如果采用了火焰加热辅助方法,则锤击操作的速度宜快不宜慢,车身薄板件的散热速度很快,更要注意操作的速度,否则达不到预期的修复效果。
3)锤击的力量应适中,锤击过度会使修复区域再次拉伸,形成二次损坏。
图2-12所示为四种钣金修复实例,从图中可以看出不同损伤形状修复的具体操作方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。