



1.操作准备
1)东风EQ1092型载货汽车手动五挡变速器1台。
2)常用工具1套;顶拔器1只;压缩空气枪1把。
3)检验平板1个;V形架1副;塞尺1把;内径量表(量缸表)1套;百分表及磁性表座1套;25~50mm、50~75mm、75~100mm外径千分尺各1把;0~150mm游标卡尺1把。
4)磁力探伤仪、超声波清洗机各1台。
5)汽油、清洗剂、毛刷、油盆、棉纱若干。
2.操作要求
正确拆卸变速器;正确进行零件的检验,并确定维修方法;正确装配、调整变速器。
3.操作时间
120min。
4.技术标准
符合东风EQ1092型载货汽车维修手册的有关规定。
5.基本操作步骤
操作步骤描述:准备→拆卸→清洗→检修→装配→调整。
步骤1:准备
将手动变速器外表面先用汽油洗净,再用压缩空气吹干,然后放置在工作台上。
步骤2:拆卸
东风EQ1092型载货汽车变速器总成的结构如图5-19所示。
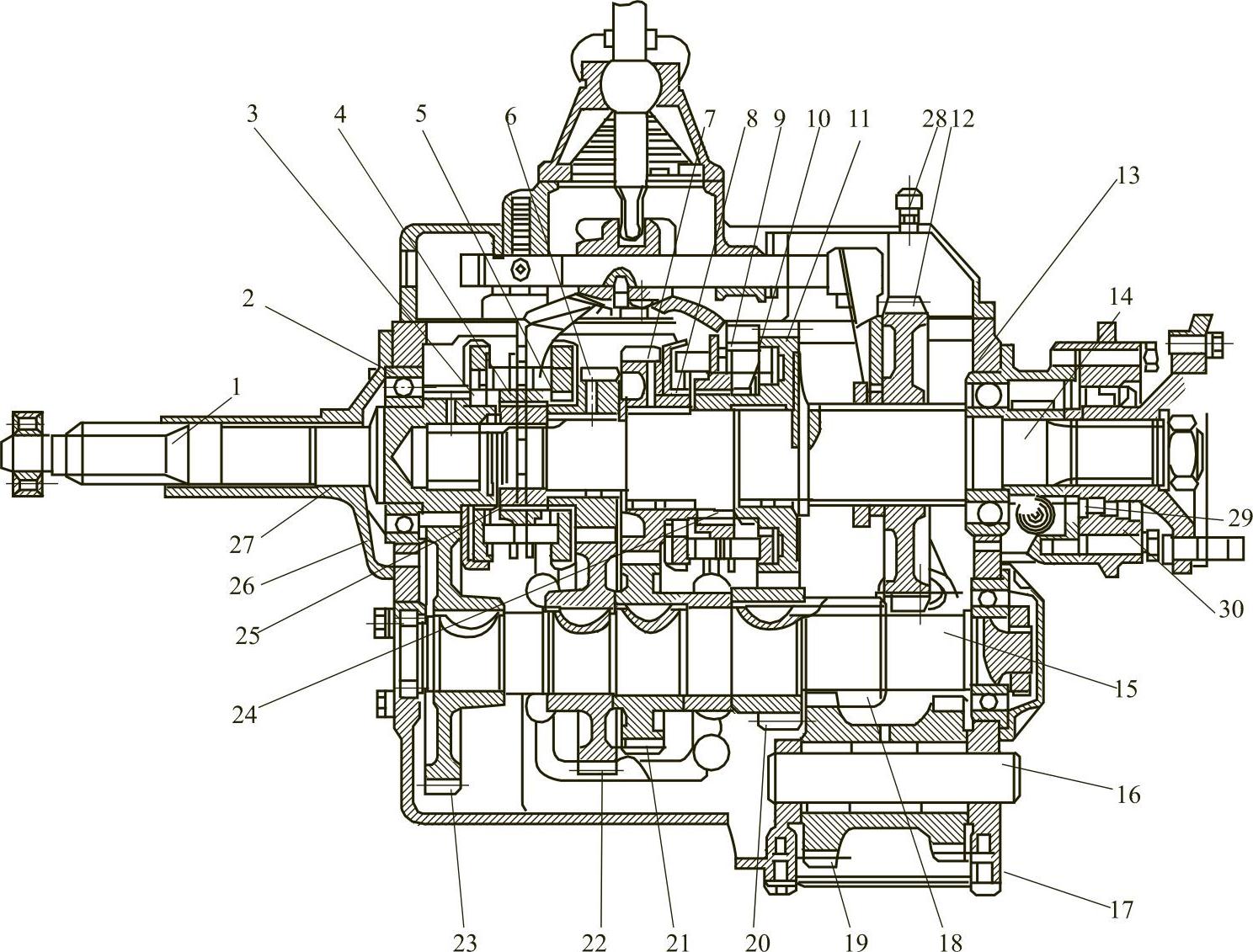
图5-19 东风EQ1092型载货汽车变速器
1—第一轴 2—第一轴常啮合传动齿轮 3—第一轴齿轮接合齿圈 4、9—接合套 5—四挡齿轮接合齿圈 6—第二轴四挡齿轮 7—第二轴三挡齿轮 8—三挡齿轮接合齿圈 10—二挡齿轮接合齿圈 11—第二轴二挡齿轮 12—第二轴一挡、倒挡滑动齿轮 13—变速器壳体 14—第二轴 15—中间轴 16—倒挡轴 17、19—倒挡中间齿轮 18—中间轴一挡、倒挡齿轮 20—中间轴二挡齿轮 21—中间轴三挡齿轮 22—中间轴四挡齿轮 23—中间轴常啮合传动齿轮 24、25—花键毂26—第一轴承盖 27—轴承盖回油螺纹 28—通气塞 29—车速里程表传动齿轮 30—驻车制动器底座
1)拆卸变速器盖。将变速杆置于空挡,拆下变速器盖紧固螺栓,取下变速器盖和操纵机构总成。
2)拆卸第一轴
①拆下第一轴轴承盖紧固螺栓锁线和螺栓,取下第一轴轴承盖。
②将第一轴连同轴承一起从前端取出,然后取出第二轴前轴承。
3)拆卸第二轴
①拆下车速里程表从动齿轮。
②拆下第二轴后端凸缘锁紧螺母的开口销和螺母,取下垫圈和后端凸缘。
③拆下第二轴后端轴承盖紧固螺栓,取下第二轴后端轴承盖。
④取下隔套和车速里程表主动齿轮。
⑤用锤子和铜棒从第二轴前端敲击第二轴,使第二轴后移,然后用顶拔器将第二轴后轴承拉出,再将第二轴连同齿轮和同步器从变速器壳体中取出。
⑥取下四、五挡同步器总成。
⑦拆下四、五挡同步器花键毂挡圈,取下止推环和四、五挡同步器花键毂,再取下四挡齿轮轴承止推环、四挡齿轮、轴承和另一个止推环,最后取下三挡齿轮和轴承以及二、三挡同步器总成。
4)拆卸倒挡轴。先拆下倒挡检查孔盖,再拆下倒挡齿轮轴锁片,用专用工具从变速器壳上拉出倒挡轴,最后取出倒挡齿轮、轴承及隔套。
5)拆卸中间轴
①拆下中间轴的前、后轴承盖,撬开中间轴承锁紧螺母锁片,拆下锁紧螺母。
②用锤子和铜棒从中间轴前端敲击中间轴,使中间轴向后移动,然后用顶拔器拉出中间轴后轴承,再将中间轴连同齿轮一起从变速器壳体中取出。
③取下中间轴常啮合齿轮挡圈,在压力机上将中间轴常啮合齿轮压出。
④取下中间轴的四挡齿轮挡圈,在压力机上将四挡齿轮、三挡齿轮、隔套及二挡齿轮压出。
6)分解变速器盖总成
①拆下变速器顶盖紧固螺栓,取下顶盖总成。
②用缠有胶带的一字槽螺钉旋具将变速杆弹簧撬出。
③旋下变速杆手柄握头,拆下防尘罩。
④拧出变速杆球节定位螺钉,抽出变速杆。(https://www.xing528.com)
⑤用锤子和铜棒敲击各变速叉根部,使变速叉轴顶出叉轴孔密封塞。
⑥拆下变速叉止动螺钉锁线和螺钉,从孔中取出变速叉轴。
⑦取出自锁钢球、定位弹簧及互锁销。
步骤3:清洗
将所有零件放在超声波清洗机中清洗干净,然后用压缩空气吹干并摆放在工作台上。
步骤4:检修
1)变速器壳的检修
①用敲击法或检视法检查变速器壳有无有裂纹。对受力不大的裂纹,可以用环氧树脂粘结修复或焊修。当裂纹出现在变速器壳受力较大的部位,或裂纹已经延伸到轴承座孔或安装固定孔时,应更换变速器壳。
②变速器壳上平面的平面度误差可在平板上用塞尺检测。当平面度误差超过标准时,可用铲削或磨削的方法修复。
③变速器壳前后端面相对于壳体上平面或轴承座孔中心线的垂直度误差可在平板上用直角尺检测。当垂直度误差超过标准值时,应更换变速器壳。
④用定位套将专用试轴安装在轴承座孔内,用千分尺测量两根试轴两端的距离差,该距离差即为两轴线的平行度误差。当平行度误差超过标准值时,应更换变速器壳。
⑤先用千分尺测量轴承外径,再用量缸表测量轴承孔内径,其测量值之差即为轴承与座孔的配合间隙。当变速器壳轴承孔磨损量超过标准值时,可用镶套法修复或更换变速器壳。
⑥检视变速器壳上所有联接螺纹孔的螺纹损伤情况,应不多于2牙。损伤的螺纹孔可用换大外径螺栓或焊补后重新钻孔加工的方法进行修复,也可镶螺纹套。
2)变速器轴的检修
①以变速器轴两端轴颈的公共轴线为基准,用百分表测量中部轴颈的径向圆跳动误差,不应大于0.025mm,使用极限为0.06mm,当超过使用极限时,应更换变速器轴。
②用外径千分尺测量变速器轴颈的磨损量,当超过规定值时,可通过镀铬进行修复或更换变速器轴。如果轴颈破损或磨损量超过轴颈与轴承配合间隙的允许极限,则应更换变速器轴。
3)变速器齿轮的检修
①当齿轮出现裂纹或轮齿折断时,应更换齿轮。
②如果齿轮的啮合面上出现明显的疲劳剥落、麻面、斑疤或阶梯形磨损,则必须更换齿轮。如果齿轮的啮合面上只有轻微的斑点、剥落或磨损,则可用磨石修磨后继续使用。
③齿面的磨损情况可通过测量变速器齿轮啮合侧隙进行检查。常啮合齿轮齿厚的磨损量不应大于0.25mm,啮合间隙不应大于0.50mm;接合齿轮齿厚的磨损量不应大于0.40mm,啮合间隙不应大于0.60mm,且长度方向的磨损量不应大于全齿长的30%。接合齿轮或相配合的滑动齿轮的轮齿端面磨损量不应超过齿宽的15%。当齿轮的各种磨损量超过极限值时,应更换齿轮。
④齿轮内花键磨损量应不大于0.20mm,齿轮与轴配合间隙应不大于0.40mm,否则应更换齿轮。若花键齿面上有轻微的斑点、划痕、磨损台阶或边缘磨损,则可以用磨石或砂轮修磨后继续使用。
4)同步器的检修
①用外径千分尺测量同步器定位销的磨损量,若超过使用极限,则应更换同步器总成。
②检查同步器摩擦锥盘和摩擦锥环的磨损量(可测量摩擦锥盘和锥环之间的端面间隙),若超过使用极限,则应更换同步器总成。
5)滚针轴承的检修:用台虎钳将轴夹住,然后一面上下摆动齿轮,一面用百分表测量齿轮的摆动量,该摆动量即为齿轮与滚针轴承和轴的径向间隙。当该径向间隙超过极限时,应更换滚针轴承。
6)球轴承的检修:检查轴承内外圈滚道是否损伤、烧蚀,磨损量是否过大,保持架是否破损,若是,则应更换轴承。
7)油封的检修:检查油封的主刃口与副刃口有无损坏、老化与磨损现象,油封弹簧有无变形与断裂现象,若有,则应更换油封。
8)变速器盖总成的检修
①用敲击法或检视法检查变速器盖有无裂纹,若有,则可以用环氧树脂粘结修复或焊修。
②变速器盖下平面的平面度误差可在平板上用塞尺检测,若超过标准,则可用铲削或磨削的方法修复。
③当变速叉轴与轴孔(盖孔)的配合间隙超过标准值时,应更换变速器盖。
④用百分表测量拨叉轴中部的径向圆跳动误差,或将拨叉轴放在平板上用塞尺测量,如果径向圆跳动误差或缝隙超过规定值,则应进行冷压校正或更换拨叉轴。
⑤变速叉轴凹槽磨损后,可堆焊后修复或直接更换变速叉轴。
⑥定位钢球和互锁销磨损、定位弹簧过软或折断,均应换用新件。
⑦变速杆球节与球节座孔之间不能有明显的松旷感,如果松旷严重,则应更换变速器盖。
⑧变速叉的弯曲或扭曲变形情况可用仪器检查或与新叉对比进行检查,若有弯曲或扭曲变形,则可用敲击法校正。变速叉端面磨损,或变速叉与接合套环形槽的配合间隙超过使用限值时,应通过焊接修复或更换变速叉。变速叉导块凹槽磨损,或与变速杆下球头配合的间隙超过使用限值时,应通过焊接修复或更换变速叉。
步骤5:装配
按照与拆卸相反的顺序安装变速器。
注意:常啮合齿轮的键槽必须对准半圆键安装;二挡和四挡齿轮的长毂朝前,三挡和常啮合齿轮的长毂朝后;各螺栓或螺母应按规定力矩拧紧,并可靠锁止。
步骤6:调整
检查第一轴、第二轴和中间轴的轴向间隙,若不符合标准,则可换用不同厚度的垫片进行调整。
6.评分标准
检修手动变速器(三轴)的评分标准见素材文件中的附表4。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。