



1.气门导管的检修
(1)气门导管的检验 将气门置于气门导管内,使气门顶面高出气门座约15mm,同时将百分表固定在缸体或缸盖的适当位置,使其触头抵住气门头的边缘,沿百分表触头方向反复推动气门头,百分表摆差的1/2即为气门杆与气门导管的间隙(近似值)。
(2)气门导管的修理方法 如果气门与气门导管配合间隙超过使用限度,则应更换气门导管。气门导管的更换应在铰削、磨削气门座之前进行。更换气门导管的工艺过程如下:
1)使用专用工具(阶梯形心棒)压出旧的气门导管。
2)检查新导管的内外径。新气门导管的内径应与气门杆尺寸相适应,导管外径与承孔内径应有一定的过盈量,通常为0.03~0.07mm。这个过盈量可以采用新旧对比的方法进行测量,即新导管的外径应比压出的旧导管外径大0.01~0.02mm,内孔应留有0.3~0.5mm的铰削量。
3)在选用的新导管外表面上涂以润滑油,然后将导管锥面朝下正确地放入导管承孔中,再用专用工具压入。镶配后的气门导管上端面与气缸体或气缸盖上平面的距离应符合规定。
(3)气门导管的铰配 气门导管镶完后,需要用气门导管铰刀进行铰削,以获得气门与气门杆之间的规定间隙。铰削时,应根据气门杆直径选择和调整铰刀,吃刀量不宜过大,铰刀要保持平整,边铰削边试配,直至达到配合要求为止。
气门导管铰削后应进行配合间隙检验。通常是将气门杆和气门导管擦拭干净,在气门杆上涂一层润滑油后再将其放进导管内,上下拉动几次,然后观察,若气门能借助于本身自重缓缓下降,则认为间隙合适。
2.气门座的检修
(1)气门座的检验 目视检查气门座有无裂纹、松动、严重斑点和烧蚀等缺陷,若有,则应更换新件。用游标卡尺检查气门顶面与气门座顶面之间的距离,若气门顶面低于气门座顶面0.5mm,则应重新镶配气门座。
(2)气门座的修理方法 当气门座有轻微磨损、斑点或烧蚀时,可用铰削的方法恢复其密封性。但有裂纹、松动或严重磨损、斑点、烧蚀情况时,只能重新镶配新的气门座,并进行铰削。
(3)气门座的镶配 镶配前,应先将旧的气门座用铰削、拉拔或镗削等方法除掉,但要注意加工时不应损伤承孔母体。对于未装配过气门座者,其加工后的座圈承孔应符合各机型的尺寸要求。通常要求气门座底平面平整,承孔光滑清洁,其圆度误差应不大于0.0125mm。
镶配的气门座外表面粗糙度值应不大于Rα3.2μm。气门座圈与承孔为过盈配合,其过盈量通常为0.070~0.170mm。具体选配时,应参考座圈及承孔母体的材质与发动机工况认真选配,不可大意。气门座圈一般用铸铁加工而成,安装气门座圈时应使用专用工具。
镶配气门座时通常采用冷缩法或加热法。冷缩法是将气门座圈在液氮中冷冻至-195℃后,压入气门座承孔。加热法是将气门座圈承孔加热到100℃左右,然后将座圈涂油,垫以软金属后迅速将气门座圈压入承孔。在将气门座圈镶入后,应将高出气缸体(气缸盖)平面的部分修平。镶配好的气门座周围必须严密、牢固、可靠,也可将气门座放入盛有干冰(固态二氧化碳)的容器中,使其温度下降至-70℃左右,同时将承孔加热至100℃左右。将座圈取出后涂以甘油与黄丹粉混合的密封剂,垫以软金属并迅速压入座孔内。
(4)气门座的铰削气门座镶配完毕后即可进行座圈工作锥面的铰削加工。铰削时以气门导管中心孔为基准,先用45°或30°铰刀铰削,再用15°与75°铰刀铰削锥面上下口,以获得规定的接触线带位置和宽度,最后用锥角砂轮光磨锥面(也可与气门对研),使座圈工作锥面符合规定。
3.气门的检修
(1)气门的检验(https://www.xing528.com)
1)外观检验。当发现气门有裂纹、破损或熔蚀烧损时,应更换气门。当发现气门工作面磨损起槽、变宽和烧蚀出现斑点、凹陷时,应进行光磨。
2)气门杆磨损情况的检验。用外径千分尺测量气门杆上、中、下三个部位。通常将测量结果与气门杆尾部未磨损部分的直径对比,若磨损量超过0.05mm,或用手触摸有明显的阶梯形感觉,则应更换气门。
3)气门弯曲变形的检验。气门杆的弯曲度可用百分表来测定,如图4-16所示。当气门杆中部的弯曲度超过0.05mm时,应更换或校正气门。气门杆的弯曲度也可放在平板上滚动检测。
4)气门长度的检验。用游标卡尺测量气门的长度,其缩短量不得大于0.50mm。气门杆尾端磨损不平时,可用砂轮修磨。
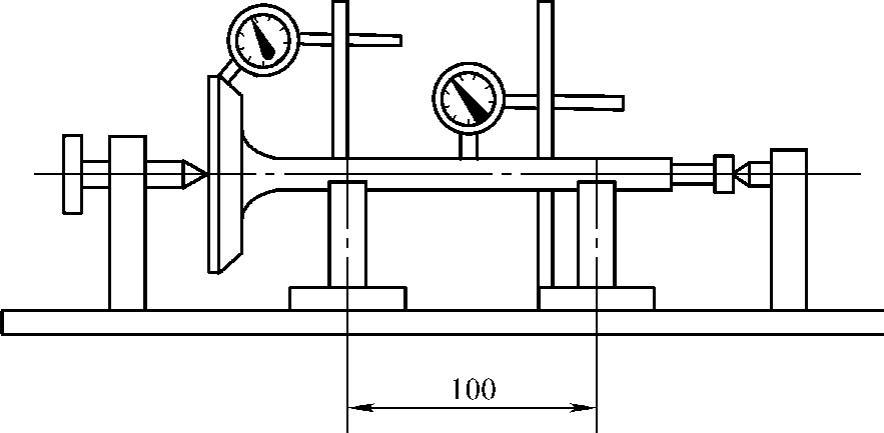
图4-16 气门杆弯曲度的测定
(2)气门工作面的光磨 气门的工作面磨损起槽、变宽或烧蚀出现斑点、凹陷时,应在光磨机上进行光磨。光磨时,要求磨削量要尽量小,以延长气门的使用寿命。气门光磨后,其工作面的表面粗糙度值应不大于Rα0.8μm;气门工作锥面对气门杆外圆柱面的斜向圆跳动误差不大于0.03mm;气门头最小边缘厚度,进气门不得小于0.60mm,排气门不得小于1.10mm。
为使气门与气门座配合后尽快磨合或防止积炭,通常将气门工作面斜角磨小(比气门座工作面斜角小30´~1°)。
4.气门与气门座的研磨
在气门座铰削完毕后,应对其进行研磨。研磨可分为机器研磨和手工研磨两种。研磨后的气门工作面应是平滑无光泽的环形研磨面,不允许中断和有可见的凹槽以及刮痕、擦伤等缺陷。研磨后的气门工作面接触宽度应符合原厂规定,通常进气门为1.0~2.2mm,排气门为1.5~2.5mm。
5.气门与气门座的密封性试验
气门与气门座的密封性一般用检验仪检验,也可用简易方法检验,下面介绍几种简易方法:
(1)画线法 在气门工作面上用铅笔均匀(每隔4mm)画上若干条线条,然后装入与之相配合的气门导管内并落座,转动气门1/8~1/4转,然后取出气门,检查线迹。如果铅笔画线被均匀切断,则表示密封性良好,否则应继续研磨,直至符合要求。
(2)轻拍法 将气门与气门座擦干净后进行装复,当气门头距离气门座20~30mm时,用手将气门轻拍落下数次,若气门与气门座的工作面均能出现一条完整的光环,则表明密封性良好。
(3)渗油法 将气门与气门座擦干净并装复后,在燃烧室内注满煤油或柴油,若不渗漏,则表明密封性良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。