



1.活塞的磨损规律
(1)活塞环槽的磨损 活塞环槽是活塞磨损量最大的部位,通常第一道活塞环槽的磨损最为严重,向下依次减轻。磨损后的环槽断面呈梯形,外宽内窄。
(2)活塞裙部磨损 活塞裙部的磨损量较小,通常是因侧压力及惯性力作用而形成的椭圆形磨损和擦伤。
(3)活塞销座孔的磨损 在气缸压力和惯性力的作用下,活塞销座孔形成椭圆形磨损,其磨损量最大的部位在座孔的上下方向,座孔与活塞销的配合松旷会产生异响。
(4)活塞的其他损伤 在发动机工作时,活塞出现的其他损伤主要有刮伤、烧伤、脱顶等。
1)活塞的刮伤通常称为拉缸,主要是由于活塞与气缸壁间隙太小,不能形成足够的油膜;气缸表面不清洁,存在较多和较大的磨料和机械杂质;活塞销与销座承孔配合过紧等造成的。
2)活塞烧伤主要是因发动机在超负荷条件下或爆燃情况下工作时间太长,造成活塞顶或活塞侧面局部高温熔化而形成的。
3)活塞脱顶即活塞裙部与头部分离,主要原因是活塞环开口间隙过小,当受高温时,活塞环因膨胀而在气缸中卡死;活塞环与气缸壁间发生粘结,而活塞仍在连杆的拖动下运动,造成活塞头部与裙部断裂分离。
2.活塞的检修
(1)活塞的检验 先清除活塞各部位的积炭,再目视检查有无擦伤、龟裂或烧蚀以及环槽缺陷等,若有,则应更换活塞。
1)活塞圆度和圆柱度的检验。用外径千分尺测量活塞裙部规定位置的圆度误差,应符合标准,通常为0.10~0.20mm。汽油机活塞裙部的圆柱度误差为0.005~0.015mm,最大不得超过0.025mm。
2)活塞与气缸配合间隙的检验。一种方法是用千分尺测量活塞裙部规定位置(在活塞裙部长轴方向,距离活塞最下端15~25mm处)的直径,将在此位置测得的直径与气缸磨损最大部位的直径相减所得差值即为配缸间隙;另一种方法是将活塞倒置于相应的气缸中,使销座孔平行于曲轴方向,在活塞受侧压力最大的一面,将塞尺(宽度为13mm,长度为200mm)垂直插入气缸壁与活塞裙部之间(与活塞一起放入),以30N的力能拉动(感觉有轻微阻力)即为合适。
3)活塞环槽的检验。用外径千分尺直接测量,或将标准气环装入环槽,用塞尺测量其侧隙,即可确定其是否符合要求。如果测得的值大于规定的极限值,则表明环槽磨损过多。在检验梯形环槽时,要把活塞装入清洁的气缸中,并使环的一半压在缸套内,一半露在外部,将塞尺插入侧隙测量。
4)活塞销座孔的检验。用内径百分表和外径千分尺分别测量活塞销座孔内径和活塞销外径,若两者的配合间隙超过标准,则更换活塞或活塞销。
检验活塞销座孔中心线与活塞中心线的垂直度时,可将活塞套装在销座柱上,并紧贴座架,这时,活塞的壁面抵压着百分表的测头,记下百分表指示的偏差读数,取下活塞,从另一面将活塞套入,再记下百分表指示的偏差读数,两者之差即为二者的垂直度误差。
5)活塞的修理方法。活塞与气缸是一组高精度的配合副。当活塞磨损超过使用限度或出现刮伤、烧伤、脱顶等损伤时,通常无法进行修理,只能更换新活塞,同时选配活塞销和活塞环。
(2)活塞的选配
1)活塞应按气缸的修理尺寸来选配。活塞的修理尺寸是指活塞的直径比标准直径加大一个或几个修理级差(级差为0.25mm)。通常加大尺寸数值标注在活塞顶上,关键是保证活塞与气缸壁的间隙达到标准。大修时常用的修理尺寸为+0.50mm、+1.00mm。
2)同一台发动机应选用同一厂牌、同一尺寸的活塞,活塞的材料、性能、质量、尺寸应一致,同一组活塞的直径差不得大于0.02~0.025mm,各个活塞的质量差不得超过3%。
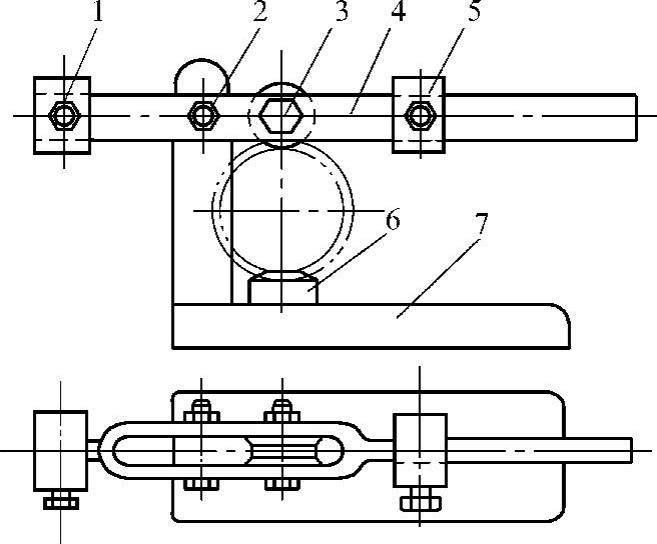
图4-5 活塞环弹力检验仪
1—重锤 2—支承销 3—滚轮 4—秤杆 5—移动量块 6—底座 7—底板
3.活塞环的检修
(1)活塞环的检验 活塞环常见的损坏有磨损、疤痕、毛刺及折断等。活塞环磨损后会出现弹力减弱和端隙、侧隙、背隙增大现象。活塞环磨损最快的部位是其端部开口附近。
1)活塞环弹力的检验。活塞环的弹力可在专用检验仪上进行检验,如图4-5所示。检验时将活塞环放在仪器的槽口中,环开口向外,保持水平位置,移动杠杆上的量块,当把活塞开口间隙压到标准数值时,弹力应符合各机型规定的技术要求。(https://www.xing528.com)
2)活塞环端隙的检验。活塞环的端隙也叫开口间隙。检验时将活塞环装入磨好的气缸内,放平后用塞尺检验。通常汽油发动机气缸直径每100mm对应的端隙为0.25~0.45mm,柴油发动机气缸直径每100mm对应的端隙为0.40~0.65mm。
3)活塞环背隙及侧隙的检验。活塞环侧隙的检验方法见活塞环槽的检验。活塞环的背隙难以直接测量,一般用槽深与环宽之差来表示,可用直尺和塞尺配合测量,通常以活塞环低于环槽岸边0~0.35mm为宜。
4)活塞环漏光度的检验。将活塞环平放在气缸内,在活塞的下面放一个灯泡,上面用一盖板盖住环的内圆,打开电灯,观察活塞环与缸壁之间的漏光缝隙。活塞环漏光度应符合下列要求:
①活塞环上漏光弧长所对应的圆心角,每处不得大于25°;同一道环上的漏光弧长所对应圆心角的总和不得大于45°,漏光处的缝隙应不大于0.03mm。
②在靠近开口处两侧各30°范围内,不允许有漏光(开口附近易磨损漏气)。
(2)活塞环的选配 在发动机大修时,应按照气缸的修理尺寸选配与气缸同级修理尺寸的活塞和活塞环,绝对不能用不同尺寸的活塞环改用。
选配时,要保证活塞环的弹力、端隙、侧隙、背隙和漏光度均符合技术要求。如果端隙过小,则应对环口的一端进行锉修。锉修时应注意保持环口平整,边锉边量,直至符合要求。锉后环口应去掉毛刺,以防锋利的环口拉伤气缸。如果端隙和背隙过大,则应选配新活塞环;若背隙过小,则可车深活塞环槽。
4.活塞销的检修
(1)活塞销的磨损规律 对于全浮式活塞销,活塞销与销座孔及连杆衬套之间的配合表面在工作中磨损成椭圆形,而在轴向则磨损成阶梯形。半浮式活塞销与销座孔沿圆周方向磨损成椭圆形,并伴有弯曲变形。
(2)活塞销的检验 活塞销的磨损可用外径千分尺检验。活塞销的圆柱度、圆度误差应不大于0.0025mm,使用极限通常为0.05mm,超过则更换。活塞销的质量差一般控制在10g范围内,否则会影响曲柄连杆机构的动平衡。
(3)活塞销的修理方法 活塞销磨损后的常用修理方法是电镀和镦粗,或选配新的活塞销。
(4)活塞销的选配 在发动机大修时,活塞销必须全部更换为同厂牌、同组、标准尺寸的活塞销。同一尺寸的活塞销通常按直径由小到大进行分组,每组相差0.0025mm,一般通过选配即可达到配合要求。活塞销也可按修理尺寸法进行选配,修理尺寸通常有+0.08mm、+0.12mm、+0.20mm、+0.25mm四级。
除选配外,活塞销与其座孔也可通过对活塞销的磨削、座孔的镗削或铰削实现配合。推荐使用镗削或拉削的方法进行加工,以保证修理质量。用拉光刀做最后一次精加工时,要注意每次吃刀量不得大于0.005mm。目前,多数维修企业采用长刀可调式铰刀对活塞销座孔进行手工铰削。其铰配过程如下:
①选择铰刀。根据活塞销座孔的实际尺寸,选择合适的长刀可调铰刀。将铰刀夹紧在工作台的台虎钳上,使其与台虎钳口平面保持垂直。
②微调铰刀。由于座孔的铰削量很小,因此第一刀是试验性的微量铰削,在30°~60°范围内旋转调整螺母,使刀片上端露出销座孔即可,以后各刀次的调整以60°~90°为宜。
③铰削。使活塞销座孔与铰刀正确地接触后,两手握住活塞轻压,用力要均匀,掌握要平正,按顺时针方向旋转活塞进行铰削,如图4-6所示。铰刀每调整一次,均要从活塞销座孔两个方向各铰削一次,每次铰削至座孔与铰刀下端平齐时,应压下活塞,使其从铰刀下方脱出,以免铰偏和起棱。
④试配。为了防止铰大,在铰削时应不断地与活塞销试配。当铰削到用手掌的力能够将活塞销推入一个销座孔长度的1/3左右时应停止铰削,如图4-7所示。用木锤或垫以铜铳轻轻地将活塞销打入销孔,试配一两次后,再打入另一销座孔,最后铳出活塞销,察看接触面情况,必要时进行修刮。
⑤修刮。为了增加销与座孔的接触面积,获得合适的配合松紧度,通常在活塞销座孔铰削后,要对座孔进行修刮。刮削应按照由里向外“刮重留轻、刮大留小”的原则进行。修刮时,刮刀应与销座孔轴线方向成30°~40°角,以免修刮面积过大。两端边缘应少刮或不刮,防止将其刮成喇叭口。当松紧度和接触面积接近合适时,再稍微刮修两端,使松紧度和接触面积达到要求。修刮后应能用手掌的力将活塞销推进一个销座孔长度的1/2~1/3,在座孔工作面上留下的印痕应均匀分布,轻重一致。
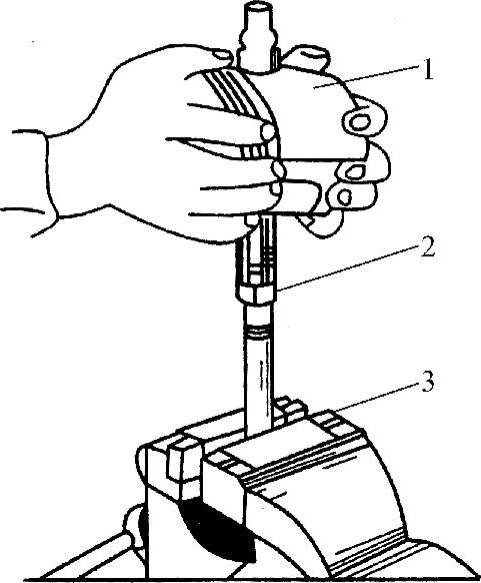
图4-6 活塞销座孔的铰削
1—活塞 2—铰刀 3—台虎钳
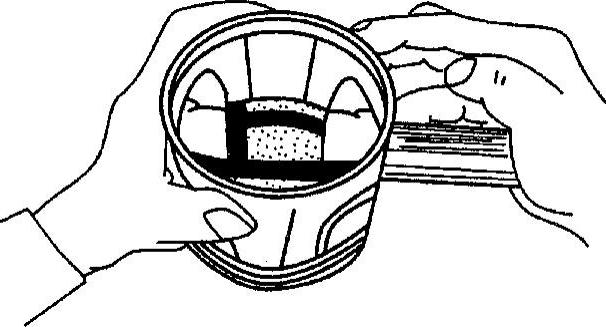
图4-7 活塞销座孔的试配
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。