



1.汽车修理工艺卡的概念
汽车修理工艺卡是按不同的作业范围(如清洗、检验、加工、装配),根据工艺规程所规定的内容,用简明的文字、表格或工作图等形式表达出来的技术文件。它既是工艺规程的具体体现,也是具体安排和指导生产的依据,还是工艺规程进入生产的执行部分。卡片上要较详细地写明各工序的技术要求、操作要点及步骤,以便送达车间,用其组织和指导生产。
2.汽车修理工艺卡的种类
汽车修理工艺卡的种类繁多,内容繁杂,目前我国尚无统一定型的格式,可由企业自定。按照工种或作业性质的不同,汽车修理工艺卡通常分为拆卸工艺卡、装配工艺卡、技术检验工艺卡(包括综合技术检验工艺卡、零件技术检验工艺卡)、零件修复工艺卡和调试工艺卡等。有些零件或总成的检、修、装、调、试工艺卡,也采用综合工艺卡的形式。
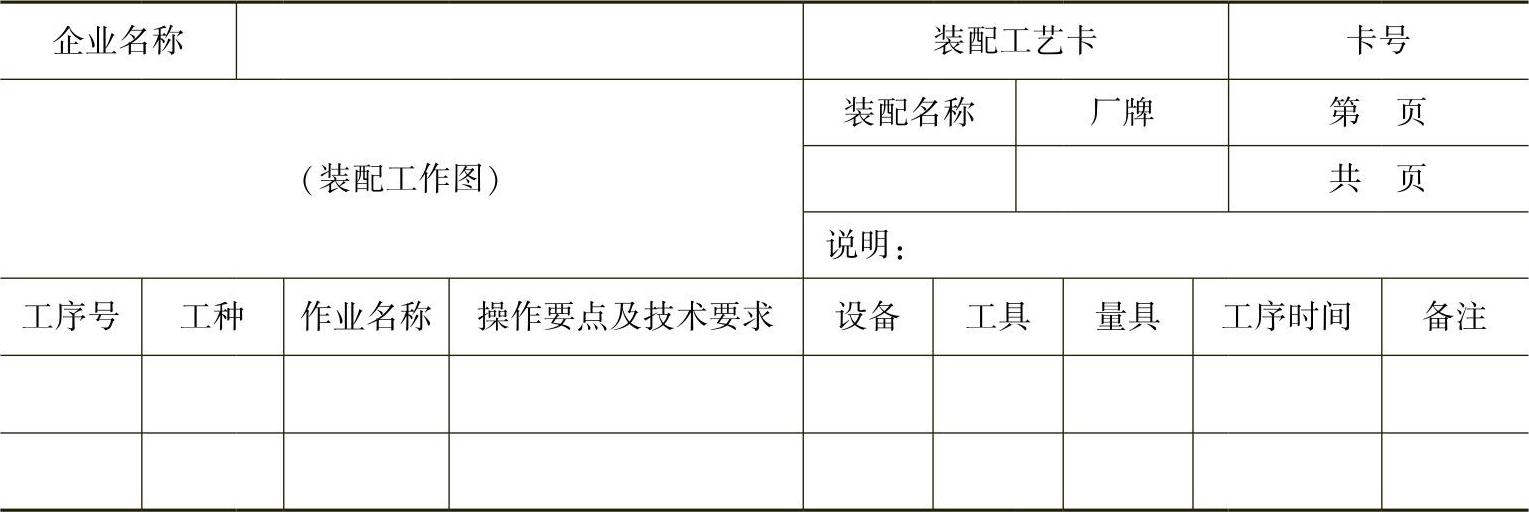
(1)装配工艺卡 装配工艺卡的格式和主要内容见表2-1。通常将其分为汽车装配工艺卡、总成装配工艺卡和组合件(活塞连杆组)装配工艺卡等。
表2-1 装配工艺卡的格式和内容
(2)技术检验工艺卡 按照检验的类别可将技术检验工艺卡分为综合技术检验工艺卡和零件技术检验工艺卡两种。
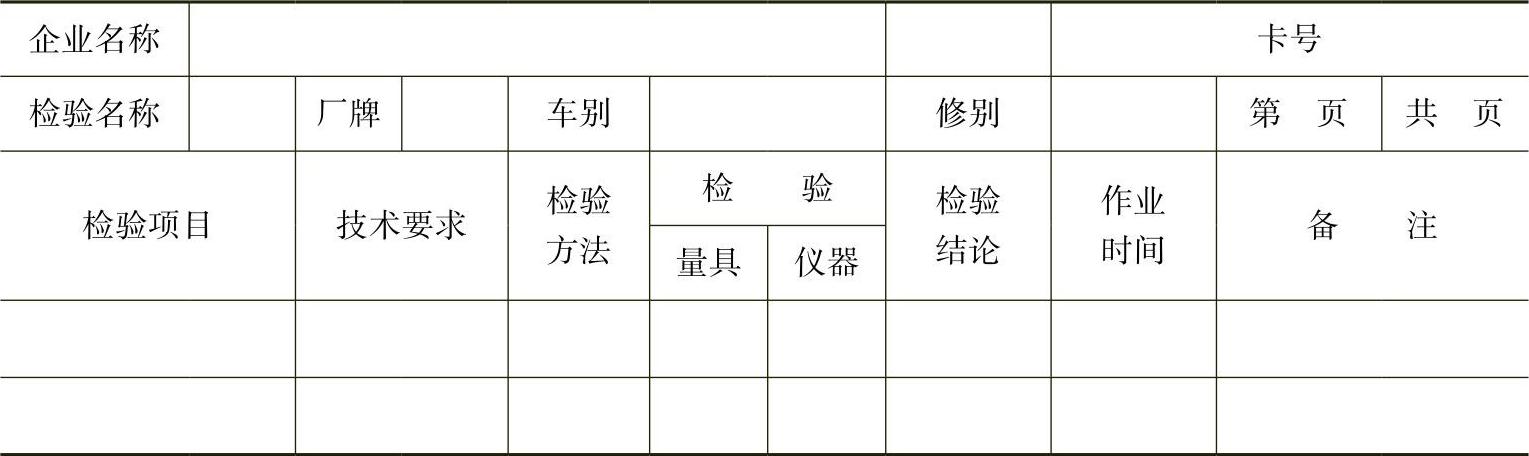
1)综合技术检验工艺卡。综合技术检验工艺卡的格式和内容见表2-2。它适用于总成、组合件(如活塞连杆组)、机构系统(如制动系统、配气机构)等的综合性技术检验。在卡片的“检验项目”栏内,应逐项注明检验项目名称(如曲轴主轴承径向间隙、连杆轴承轴向间隙、飞轮轴向圆跳动、气缸压缩压力等)。
表2-2 综合技术检验工艺卡的格式和内容
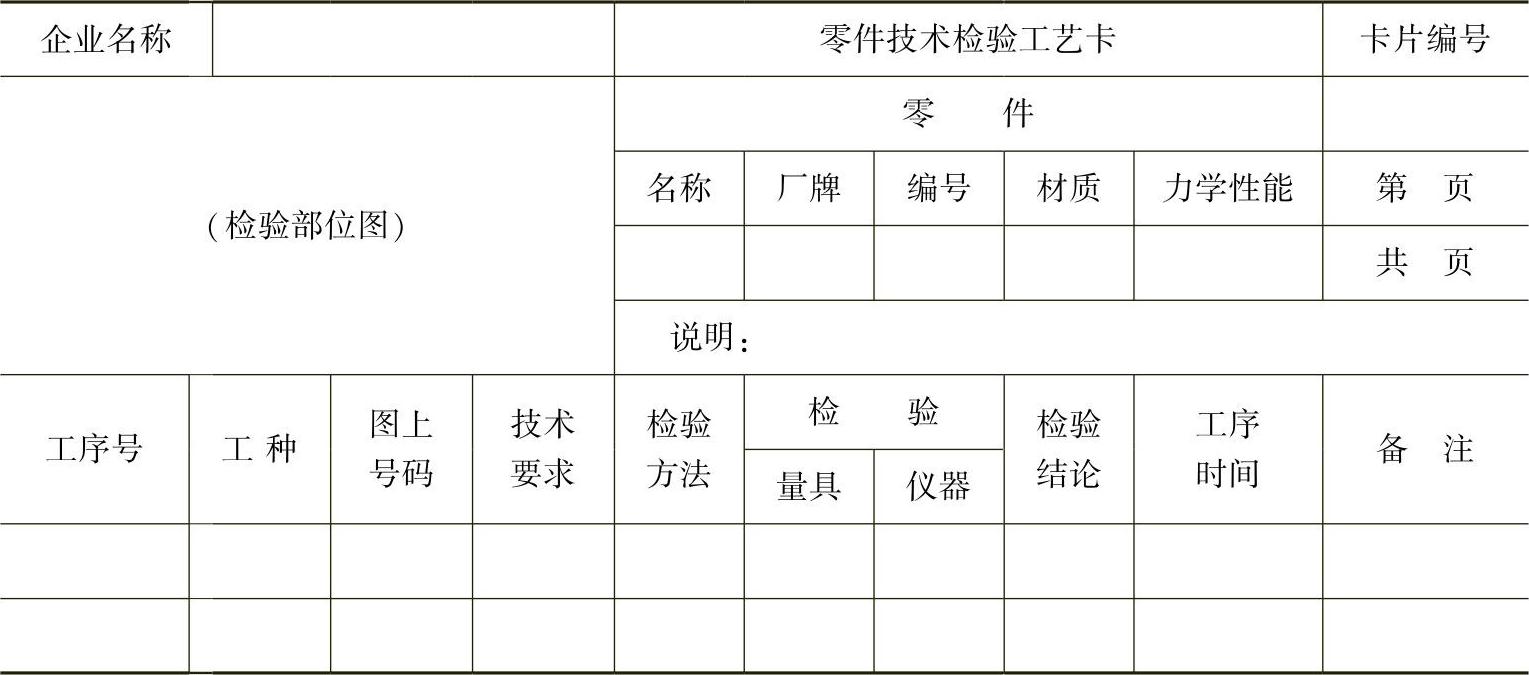
2)零件技术检验工艺卡。零件技术检验工艺卡通常是每件一卡,其格式和内容见表2-3。零件技术检验工艺卡适用于零件修复前的检验分类和零件修复过程的检验。零件修复前的技术检验工艺卡可以不填写卡片的“工序号”,而零件修复过程的技术检验工艺卡必须按修理工艺过程顺序填写“工序号”。
表2-3 零件技术检验工艺卡的格式和内容
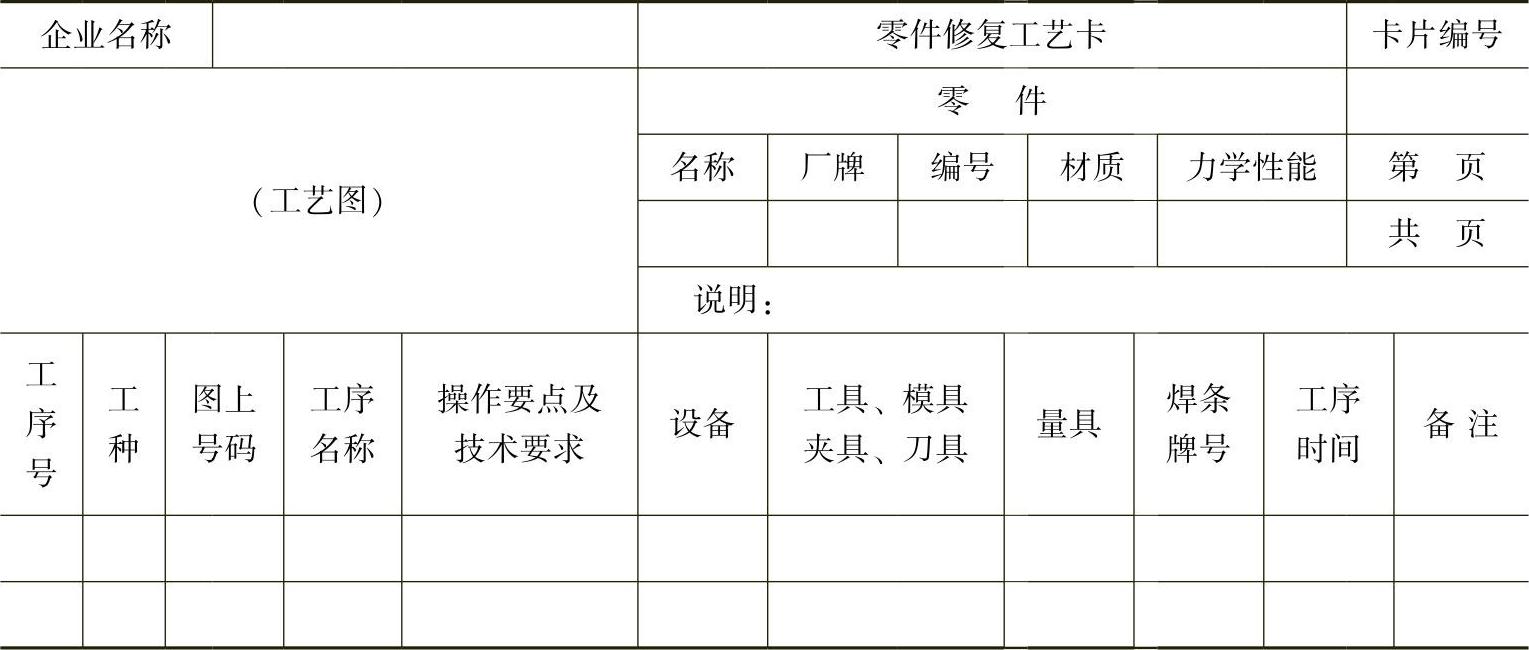
(3)零件修复工艺卡零件修复工艺卡通常也是每件一卡,其格式和内容见表2-4。对于简单零件的制配,也可将其作为零件机械加工工艺卡。
汽车修理工艺卡的格式多种多样,以上几种形式仅供参考,也可以将以上工艺卡的名称和内容作适当改变,做成其他类型的工艺卡。例如,装配工艺卡(见表2-1)修改后可用作拆卸、调试工艺卡;零件修复工艺卡(见表2-4)修改后可用作孔形零件的镗削、磨削工艺卡等。
表2-4 零件修复工艺卡的格式和内容(https://www.xing528.com)
3.汽车修理工艺卡的内容
汽车修理工艺卡的内容应根据工艺特点而定,通常包括工序号、工位图和技术要求几个主要方面。
(1)工序号 工序号是按作业顺序编排的序号。在修理工艺卡片中,此序号还包含工艺过程程序。
(2)工作图 工作图用于指明零件或总成的作业部位,以便按照指明的部位工作,如检验图和装配图。应在工作图上用引线注明其损伤部位或配合副的公差、间距、角度及方位等的相互位置。对操作方法,应用简图表明工件对设备、夹具、工具、量具及仪器等在操作中的相互位置或操作方法。
(3)技术要求 主要包括以下内容:
1)工艺规范。工艺规范主要是指用于工艺方面的数据,如切削加工的切削用量、零件清洗溶液的成分、热处理的温度及力学性能等有关数据。
2)技术规范。技术规范主要是指零件的尺寸(如公称尺寸、允许磨损尺寸、极限磨损尺寸等)、表面粗糙度及精度、配合副的公差等。
3)性能条件。性能条件是指装配中某部位承受的压力、转矩和工作性能等。
4)报废条件。报废条件是指零件损伤达到无法修复程度的具体规定。
5)设备、工夹具。应在每一作业项目(工序)中指明所使用的设备、夹具、工具、量具和仪器等的名称及必要的型号。
6)材质。材质是指工件所用材料的种类、型号及尺寸等。
7)工序时间。工序时间是指完成每一工序所需的连续作业时间。根据时间长短,工序时间用“min”或“h”计算。为了便于安排生产计划和考核,最好分定额工时和实际工时。
8)力学性能。力学性能通常指零件的表面硬度。
工艺卡是法定性工艺文件,编好后由检验员签字并报有关单位批准。批准单位盖章(或签字)后在注明的执行日期生效。若需要修改,则必须经有关部门批准。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。