



线管加工包括断管、弯管和接管。
1.断管
断管可以使用剪管刀或钢锯,如图6-19所示,由于剪管刀的刀口有限,无法剪切直径过大的PVC管,而钢锯则无此限制,但断管效率不如剪管刀。
在用剪管刀剪切PVC管时,打开剪管刀手柄,将PVC管放入刀口内,如图6-20所示,握紧手柄并转动管子,待刀口切入管壁后用力握紧手柄将管子剪断。不管是剪断还是锯断PVC管,都应将管口修理平整。

图6-19 剪管刀和钢锯
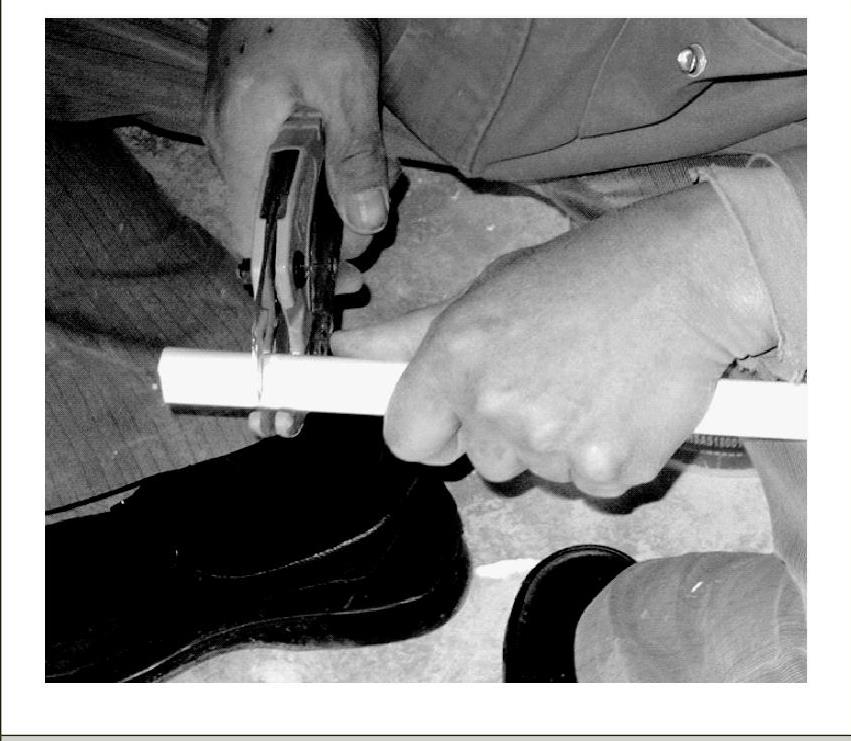
图6-20 用剪管刀断管
2.弯管
PVC管不能直接弯折,需要借助弯管工具来弯管,否则容易弯瘪。
(1)冷弯
对于ϕ16~ϕ32mm的PVC管,可使用弯管弹簧或弯管器进行冷弯。
弯管弹簧及弯管操作如图6-21所示,将弹簧插到管子需扳弯的位置,然后慢慢弯折管子至想要的角度,再取出弹簧。由于管子弯折处内部有弹簧填充,故不会弯折,考虑到管子的回弹性,管子弯折时的角度应比所需弯度小15°,为了便于抽送弹簧,常在弹簧两端栓系上绳子或细铁丝。弯管弹簧常用规格有1216(4分)、1418(5分)、1620(6分)和2025(1寸),分别适用于弯曲ϕ16mm、ϕ18mm、ϕ20mm和ϕ25mm的PVC管。
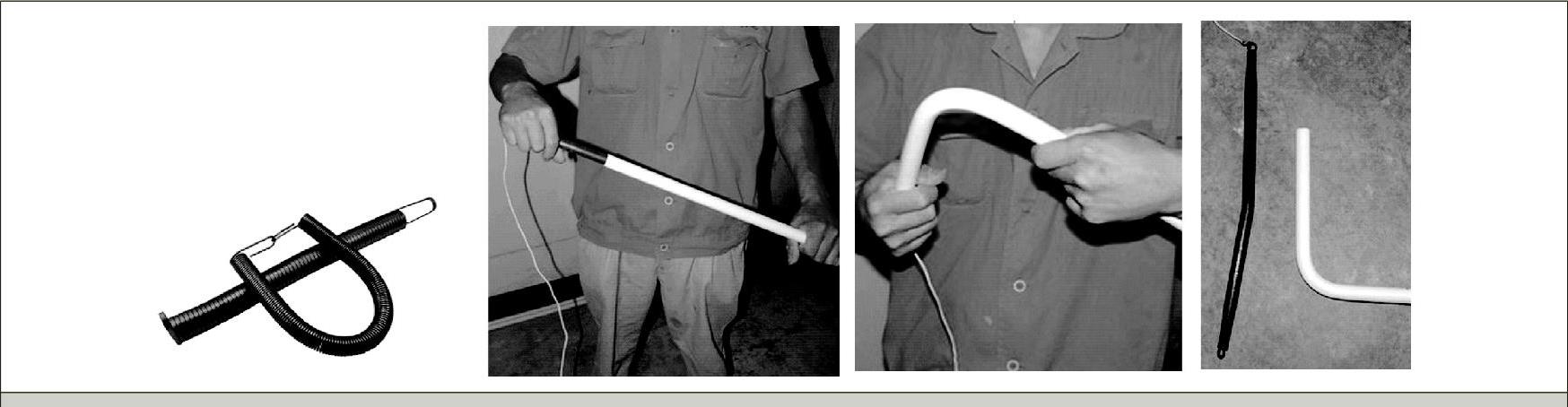
图6-21 弯管弹簧及弯管操作
弯管器及弯管操作如图6-22所示,将管子插入合适规格的弯管器,然后用手扳动手柄,即可将管子弯成所需的弯度。
(2)热弯
对于ϕ32mm以上的PVC管采用热弯法弯管。
在热弯时,对管子需要弯曲处进行加热,若有弹簧可先将弹簧插入管内,当管子变软后,马上将管子固定在木板上,逐步弯成所需的弯度,待管子冷却定型后,再将弹簧抽出,也可直接使用弯管器将管子弯成所需的弯度。对管子的加热可采用热风机,或者浸入100~200℃的液体中,尽量不要将管子放在明火上烘烤。

图6-22 弯管器及弯管操作
在弯管时,要求明装管材的弯曲半径应大于4倍管外径,暗装管材的弯曲半径应大于6~10倍管外径。
3.接管
PVC管连接的常用方法有管接头连接法和热熔连接法。
(1)管接头连接法(https://www.xing528.com)
PVC管常用的管接头如图6-23所示,为了使管子连接牢固且密封性能好,还要用到PVC胶水(胶粘剂),如图6-24所示。
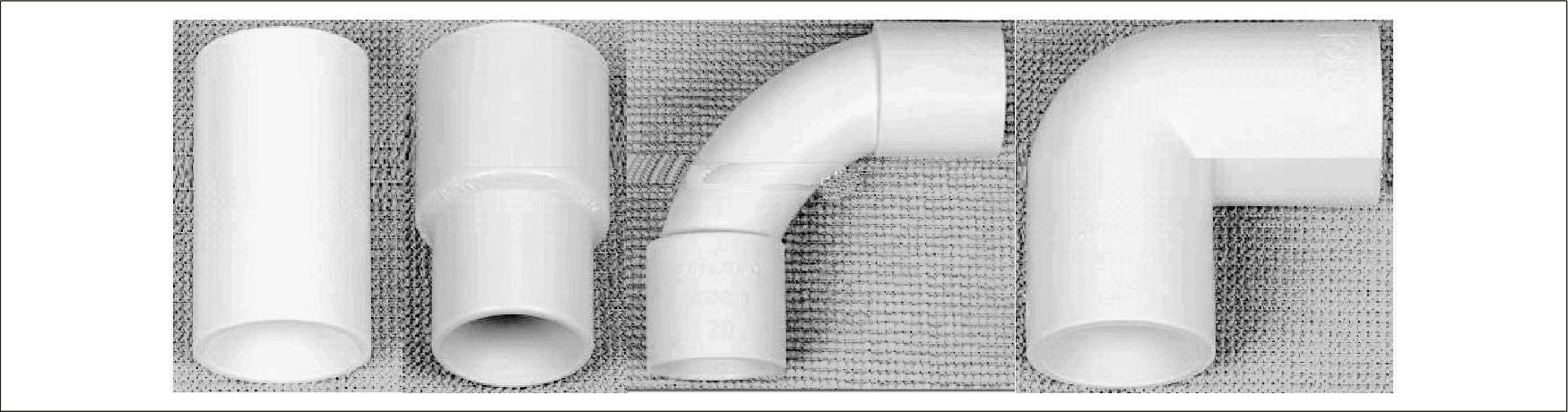
图6-23 PVC管常用的管接头

图6-24 PVC胶水
PVC管的连接如图6-25所示,具体步骤如下。
第一步:选用钢锯、割刀或专用PVC断管器,将管子按要求长度垂直切断,如图6-25a所示。
第二步:用板锉将管子断口处毛刺和毛边去掉,并用干布将管头表面的残屑、灰尘、水、油污擦净,如图6-25b所示。
第三步:在管子上作好插入深度标记,再用刷子快速将PVC胶水均匀地涂抹在管接口的外表面和管接头的内表面,如图6-25c所示。
第四步:将待连接的两根管子迅速插入管接口内并保持至少2min,以便胶水固化,如图6-25d所示。
第五步:用布擦去管子表面多余的胶水,如图6-25e所示。
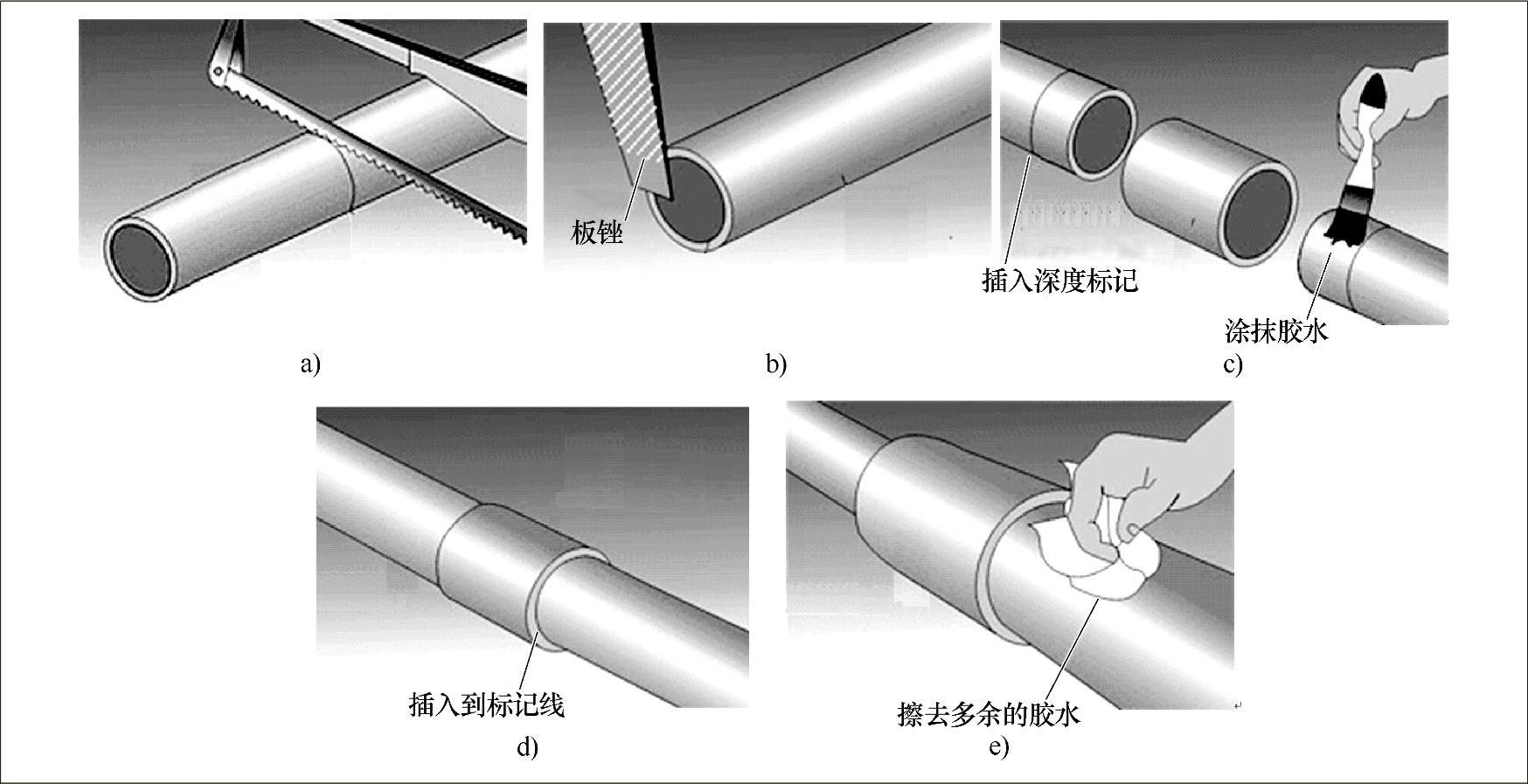
图6-25 用管接头连接PVC管
(2)热熔连接法
热熔法是将PVC管的接头加热熔化再套接在一起。在用热熔法连接PVC管时,常用到塑料管材熔接器(又称热熔器),如图6-26所示,图中的一套熔接器包括支架、熔接器、3对(6个)焊头、2个焊头固定螺栓和一个内六角扳手。

图6-26 塑料管材熔接器
用塑料管材熔接器连接PVC管的具体步骤如下。
第一步:将熔接器的支脚插入配套支架的固定槽内,在使用时用双脚踩住支撑架。
第二步:根据管子的大小选择合适的一对焊头(凸凹),用螺栓将焊头固定在熔接器加热板的两旁。冷态安装时螺栓不能拧太紧,否则在工作状态拆卸时易将焊头螺纹损坏。在工作状态更换焊头时,要注意安全。拆下焊头应妥善保管,不能损坏焊头表面的涂层,否则容易引起塑料黏结,影响管子的连接质量,缩短焊头寿命。
第三步:接通熔接器的电源,红色指示灯亮(加热),待红色指示灯熄灭、绿色指示灯亮时,即可开始工作。
第四步:将一根管子套在凸焊头的外部,另一根管子插入凹焊头的内部,如图6-27所示,并加热数秒钟,再将两根管子迅速拔出,把一根管子垂直推入另一根已胀大的管子内,冷却数分钟即可。在推进时用力不宜过猛,以免管头弯曲。
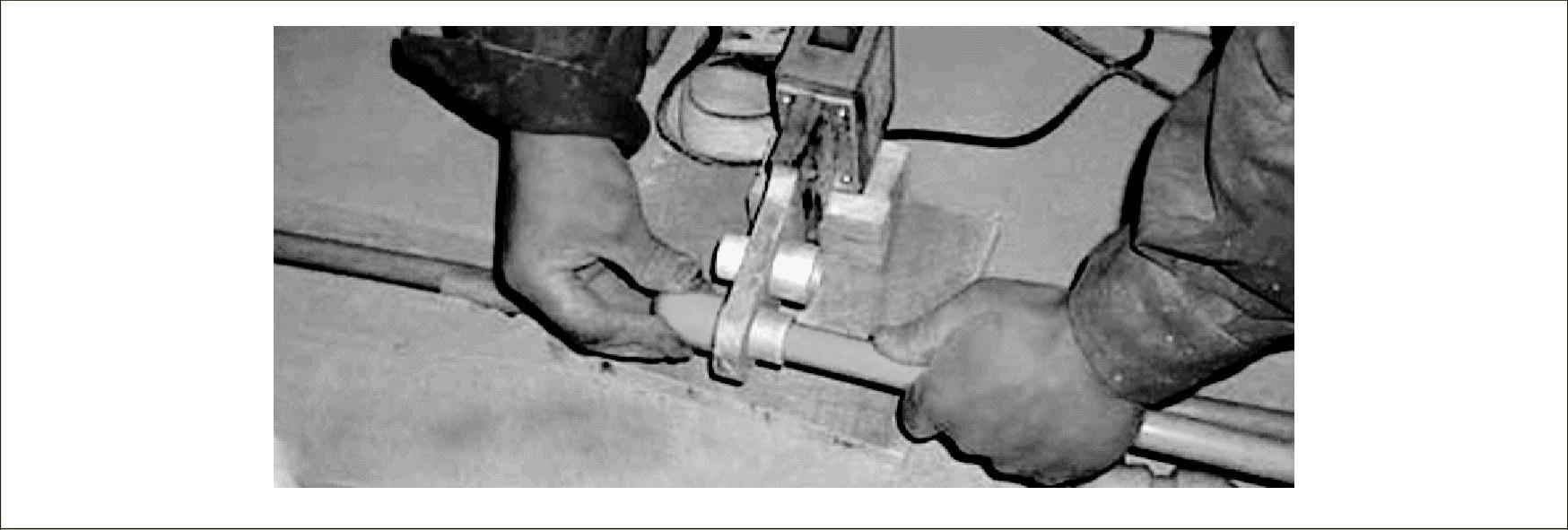
图6-27 用塑料管材熔接器连接PVC管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。