



1.风管的加工
风管和配件大部分是由平板加工而成的。从平板到成品,其基本加工工序可分为划线、剪切、成形、连接以及安装法兰等步骤。
(1)划线 按照风管或配件的外形尺寸把它的表面展成平面,在平板上依实际尺寸画出展开图,这个过程称为展开划线,也称为放样。划线正确与否直接关系到风管或配件的尺寸大小和制作质量,所以划线必须要有足够的精度,这样才能保证成品的尺寸偏差不超过规定值。制作金属风管和配件的外径或外边长小于或等于300mm的,允许尺寸偏差为1mm;外径或外边长大于300mm的,允许尺寸偏差为2mm。常用划线方法有平行线法、放射线法、三角形法等。
(2)剪切 金属薄板的剪切就是按划线的形状进行裁剪下料。板材剪切时必须按划线形状进行裁剪,注意留出接口留量(如咬口、翻边留量),并做到切口整齐、直线平直、曲线圆滑、角度准确。剪切分为手工剪切和机械剪切。
(3)折方和卷圆成形 折方用于矩形风管和配件的直角成形。手工折方时,先将厚度小于1.0mm的钢板放在方垫铁上(或用槽钢、角钢)打成直角,然后用硬木方尺进行修整,打出棱角,使表面平整;机械折方时则使用扳边机压制折方。
制作圆形风管时,卷圆的方法有手工卷圆和机械卷圆两种。手工卷圆一般只能卷厚度在1.0mm以内的钢板。将打好咬口边的板材在圆垫铁或圆钢管上压弯曲,卷接成圆形,使咬口互相扣合,并把接缝打紧合实,最后再用硬木尺均匀敲打找正,使圆弧均匀成正圆。机械卷圆利用卷圆机进行,适用于厚度在2.0mm以内、板宽在2000mm以内的板材卷圆。
(4)板材的连接 通风空调工程中制作风管和各种配件时,必须将板材进行连接。金属薄板的连接通常有三种方式,即咬口连接、铆钉连接和焊接。金属风管咬口连接或焊接的选用见表8-39。
板厚小于或等于1.2mm时,主要采用咬口连接。咬口缝外观要求平整,并能够提高风管的刚度。咬口方法有手工咬口和机械咬口两种。
风管、部件或配件与法兰连接常采用铆接。铆接是将连接的板材翻边搭接,用铆钉穿连并铆合在一起,如图8-10所示。
表8-39 金属风管咬口连接或焊接的选用

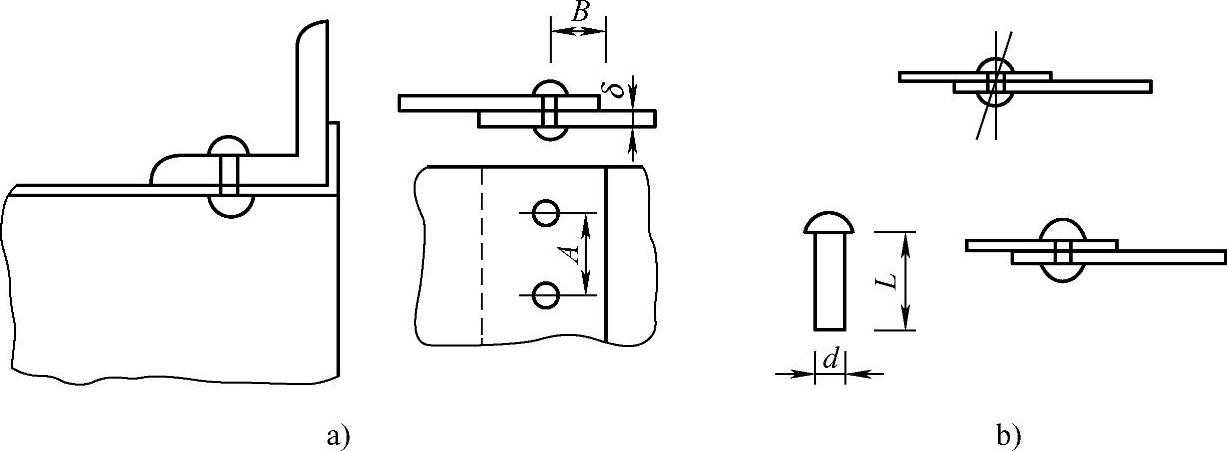
图8-10 铆钉连接
a)法兰铆钉连接 b)风管铆钉连接
当普通(镀锌)钢板厚度大于1.2mm(或1.0mm),不锈钢板厚度大于1.0mm,铝板厚度大于1.5mm时,应采用焊接。焊接焊缝表面应平整均匀,不应有烧穿、裂缝、结瘤等缺陷。
(5)制作 风管与风管之间、风管与部件和配件之间的连接通常采用法兰连接。圆形风管法兰用料规格见表8-40,矩形风管法兰用料规格见表8-41。
表8-40 圆形风管法兰用料规格 (单位:mm)
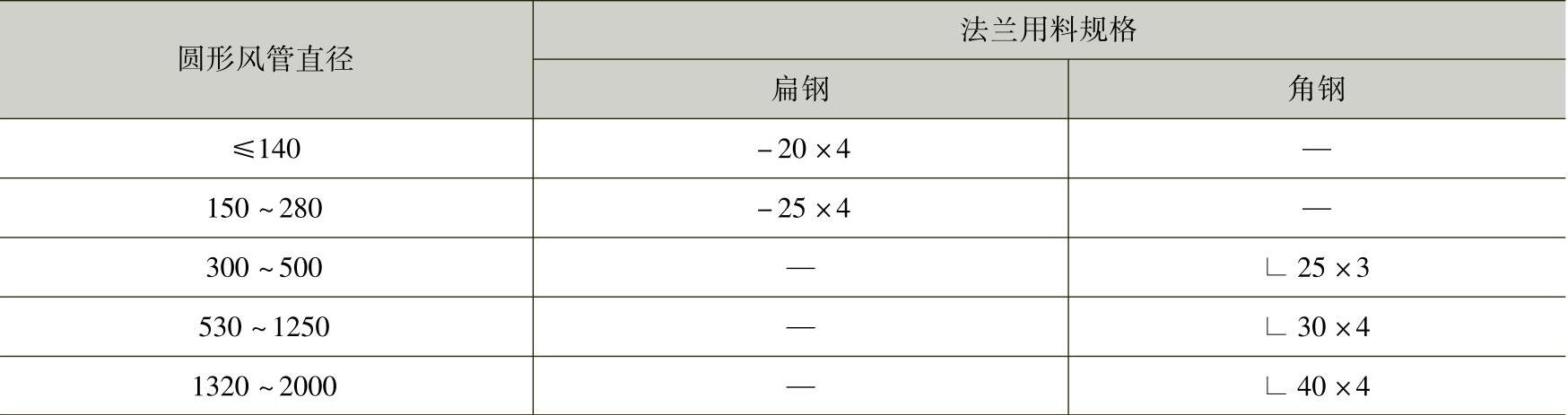
表8-41 矩形风管法兰用料规格 (单位:mm)

2.风管部件的加工
(1)风口的加工
1)风口规格应以颈部外径或外长边为准,其尺寸的允许偏差值应符合表8-42、表8-43的规定。
表8-42 圆形风口尺寸允许偏差 (单位:mm)

表8-43 矩形风口尺寸允许偏差 (单位:mm)

2)风口外表装饰面应平整光滑,其平面度允许偏差应符合表8-44的规定。
表8-44 风口平面度允许偏差 (单位:mm)

采用板材制作的风口外表装饰面拼接的缝隙应小于或等于0.2mm,采用铝型材制作的应小于或等于0.15mm。
3)风口外表面不得有明显的划伤、压痕与花斑,颜色应一致,熔核应光滑。
4)风口的转动调节部分应灵活,叶片应平直,同边框不得碰擦,定位后应无松动现象。
5)百叶风口的叶片间距应均匀,两端轴的中心应在同一直线上。叶片中心线直线度允许偏差为3/1000,叶片平行度允许偏差为4/1000。手动式风口叶片与边框铆接应松紧应适当。
6)散流器的扩散环和调节环应同轴,径向间距分布应匀称。
7)风口在安装前和安装后都应扳动一下调节柄或杆。因为在运输和安装过程中,风口都有可能变形,即使是最小的变形也能影响调节的灵活性。
在安装风口时,应注意风口与房间内的顶线和腰线协调一致。安装风管时,风口应服从房间的线条。吸顶安装的散流器应与顶面平齐。散流器的每层扩散圈应保持等距。散流器与总管的接口应牢固可靠。
(2)风阀的加工 风阀的加工应满足下列规定:
1)阀门应牢固,调节和制动装置应准确、灵活、可靠,并标明阀门启闭方向和调节角度。
2)电动调节风阀与气动调节风阀的执行机构及连动装置的动作应可靠,其调节范围及指示角度应与阀板开启角度一致。
3)保温调节风阀的连杆设置在阀体外侧时,应加设防护罩。
4)安装阀门时,应注意将阀门调节装置设置在便于操作的部位;对于安装在高处的阀门,也要使其操作装置处于离地面或平台1~1.5m处。在将阀门安装完毕后,应在阀体外部标出开和关的方向及开启程度。对保温的风管系统,应在保温层外设法制作标记,以便于调试和管理。
①蝶阀的加工:手柄式蝶阀由短管、阀板和调节装置三部分组成,如图8-11所示。
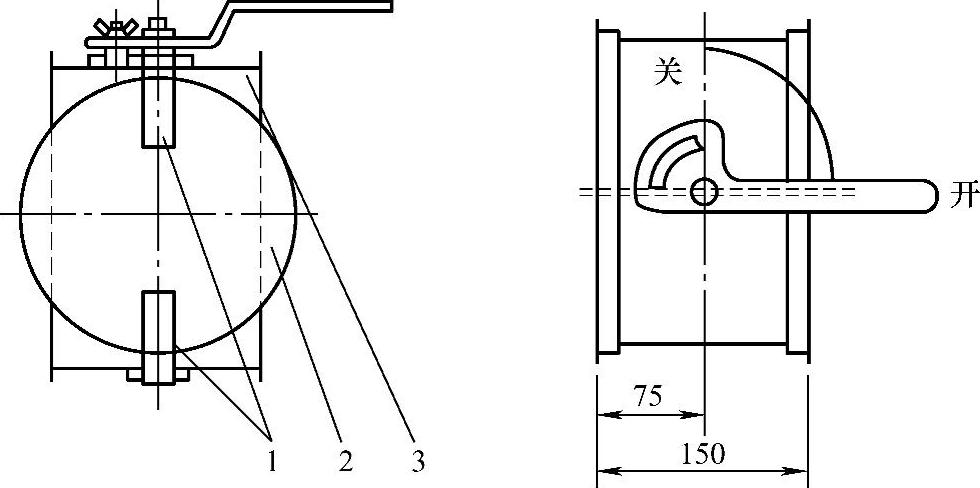
图8-11 手柄式蝶阀(https://www.xing528.com)
1—调节装置 2—阀板 3—短管
短管用厚度为1.2~2mm的钢板(最好与风管壁厚相同)制成,长度为150mm。加工穿轴的孔洞时,应在展开时精确划线、钻孔,钻好后再卷圆焊接。短管两端为便于连接风管,应分别设置法兰。
阀板可用厚度为1.5~2mm的钢板制成,直径较大时,可用扁钢进行加固。阀板的直径应略小于风管直径但不宜过小,以免漏风。
手柄用3mm厚的钢板制成,其扇形部分开有1/4圆周弧形的月牙槽,圆弧中心开有和轴相配的方孔,使手柄可按需要位置开关或调节阀板位置。手柄通过焊在垫板上的螺栓和翼形螺母固定开关位置,垫板可焊在风管上固定。
组装蝶阀时,应先检查零件尺寸,然后把两根半轴穿入短管的轴孔,并放入阀板,用螺栓把阀板固定在两个半轴上,使阀板在短管中绕轴转动,在转动灵活无卡阻情况时,垫好垫圈。在短管外铆好螺栓的垫板和下垫板,再把手柄套入,并用螺母和翼形螺母固定。蝶阀轴应严格放平,阀门在轴上应转动灵活,手柄位置应能明确标明阀门的开或关。
②多叶调节阀的加工:在制作时,宜在原标准图基础上,增设法兰并加强刚度。组装后,调节装置应准确、灵活、平稳。其叶片间距应均匀,关闭后叶片能互相贴合,搭接尺寸应一致。对于大截面的多叶调节风阀,应加强叶片与轴的刚度,适宜分组调节,均应标明转动方向的标志,阀件均应进行耐蚀处理。
(3)防火阀、排烟阀的加工 防火阀、排烟阀应符合下列要求:
1)阀体外壳、叶片用钢板制作,板厚必须大于或等于2mm,严防火灾时变形失效。
2)转动部件在任何时候都应转动灵活,并应采用耐蚀的材料(如黄铜、不锈钢和镀锌铁件等金属材料)制作,并应转动灵活。
3)易熔件应为消防部门批准并检验合格的正规产品,检验以在水中测试为准,其熔点温度应符合设计要求,允许偏差为-2℃,易熔件应设在阀板迎风侧。
4)阀板关闭时应严密,能有效地阻隔气流。
5)阀门动作应可靠,其允许漏风量分别应符合表8-45的规定。
表8-45 防火阀、排烟阀允许漏风量

(4)止回阀的加工
1)止回阀的阀板用铝板加工,制作后的阀板应启闭灵活,关闭严密。
2)阀板的转轴与铰链一般采用不易腐蚀的黄铜机械加工而成,加工精度应符合要求,转动必须灵活。
3)水平安装的止回阀,在弯轴上安装可调坠锤,用于平衡和调节阀板的关启。坠锤应该平稳、可靠。
3.风管配件的加工
(1)弯头的加工 风管弯头是用以改变气流流动方向的管件。根据弯管截面形状的不同,弯头分为圆形弯头和矩形弯头;根据弯头使用位置的不同,有90°弯头、60°弯头、45°弯头、30°弯头等。矩形弯头分为内外弧弯头、内弧形弯头及内斜线弯头。
圆形弯头的弯曲半径R一般为弯管直径D的1~1.5倍。矩形弯头的形式和曲率半径如图8-12所示。内弧形矩形弯头和内斜线矩形弯头的外边长A≥500mm时,为改善气流分布的均匀性,弯头内应设导流片。
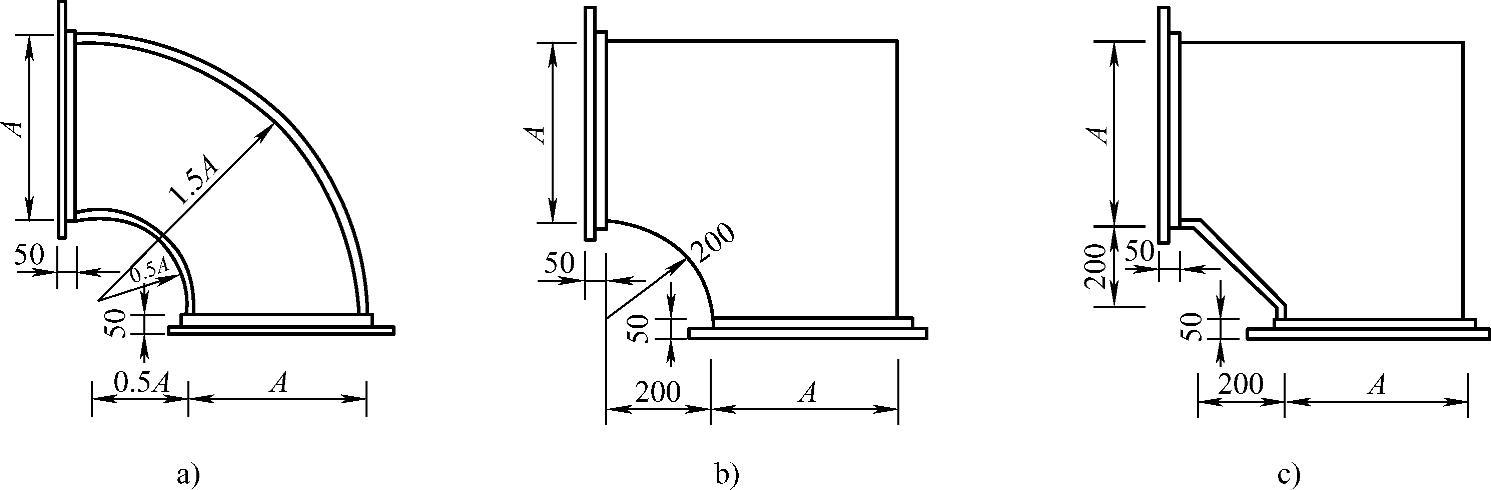
图8-12 矩形弯头的形式和曲率半径
a)内外弧形矩形弯头 b)内弧形矩形弯头 c)内斜线矩形弯头
对于圆弯头,把剪切下的端节和中节先进行纵向接合的咬口折边,再卷圆咬口成各个管节,然后在管节两侧以手工或机械的方式加工立咬口的折边,进而把各管节组合成弯头。对于弯头的咬口,要求咬口严密一致,各节的纵向咬口应错开,成形的弯头应与要求的角度一致。
当弯头采用焊接方式加工时,先将各管节焊好,再次修整圆度后,进行节间组对定位焊,使其形成弯管并整形,经检查合格后再进行焊接。定位焊点应沿弯头圆周均匀分布,按管径大小确定点数,但最少不少于3处。施焊时应防止弯管两面及周长出现受热集中现象。焊缝应采用对接焊缝。
矩形弯头可用转角咬口和联合咬口连接。为防止法兰套在弯头的圆弧上,可放出法兰余量,其余量为法兰角钢的边宽加10mm的翻边量。矩形弯头的加工可参考圆形弯头的加工步骤。
(2)三通的加工 圆形三通主管及支管下料后,即可进行整体组合。主管和支管接合缝的连接,可以咬口、插条或焊接方式连接。
当采用咬口连接时,采用覆盖法咬接。先把主管和支管的纵向咬口折边放在两侧,把展开的主管平放在支管上,套好咬口缝,再用手将主管和支管扳开,把接合缝打紧打平,最后把主管和支管卷圆,并分别咬好纵向接合缝,打紧打平纵向咬口,进行主、支管的整圆修整。
图8-13 三通的插条法加工
当用插条连接时,主管和支管可分别经咬口、卷圆加工成独立的部件,然后把对口部分放在平钢板上检查是否贴实,再进行接合缝的折边工作。折边时主管和支管均为单平折边,如图8-13所示。
用加工好的插条在三通的接合缝处插入,并用木锤轻轻敲打。在将插条插入后,用小锤和衬铁将其打紧打平。
当采用焊接使主管和支管连接时,先用对接焊缝把主管和支管的接合缝焊好,经板料平整消除变形后,将主、支管分别卷圆,再分别对缝焊接,最后进行整圆的修整。
矩形三通可参照矩形风管的加工方法进行咬口连接。当采用焊接时,矩形风管和三通可按要求采用角焊缝、搭接角焊缝或扳边角焊缝。
(3)变径管的加工 圆形变径管下料时,咬口留量和法兰翻边留量应留得合适,否则会出现大口法兰与风管不能紧贴,小口法兰套不进去等现象。为防止出现这种现象,下料时可将相邻的直管剪掉一些,或将变径管高度减少,将减少的部分加工成正圆短管,套入法兰后再翻边。为使法兰顺利套入,下料时可将小口稍微放小一些,把大口稍微放大一些,从上边穿大口法兰,翻边后,再套入上口法兰进行翻边。
矩形变径管和天圆地方管,可用一块板材加工制成。为了节省板材,也可用四块小料拼接,即先咬合小料拼合缝,再依次卷圆或折边,最后咬口成形。
(4)法兰的加工 圆形风管法兰的加工顺序是:下料、卷圆、焊接、找平、加工螺栓孔及铆钉孔。矩形风管法兰的加工顺序是:下料、组合成形、找正、焊接和钻孔。
圆形风管法兰内径或矩形风管法兰的内边尺寸不得小于风管外径或外边尺寸,允许偏差为±2mm,平面度误差为2mm,以保证连接紧密不漏风。法兰上钻孔直径应比连接螺栓直径大2mm,螺栓及铆钉的间距不应大于150mm。
风管与扁钢法兰连接时,可采用翻边连接。对于风管与角钢法兰的连接,当管壁厚度小于或等于1.5mm时,采用翻边铆接,铆接部位应在法兰外侧;当管壁厚度大于1.5mm时,可采用翻边定位焊或沿风管的周边将法兰满焊,如图8-14所示。
图8-14 法兰与风管的连接
a)翻边 b)铆接 c)焊接
当通风或空调系统采用法兰连接时,所有直风管、风管配件在加工后均应同时将两端的法兰装配好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。