



在建筑设备施工过程中,管道安装是主要内容之一。管道安装需要根据设计要求的尺寸、形状将管子切断成管段。钢管切断的方法很多,归纳起来分为两类:手工切断和机械切断。在工厂里钢管切断可采用大型切管机,工地上宜用小型切管机具。现将常用的小型切管机具及其使用方法做以下介绍:
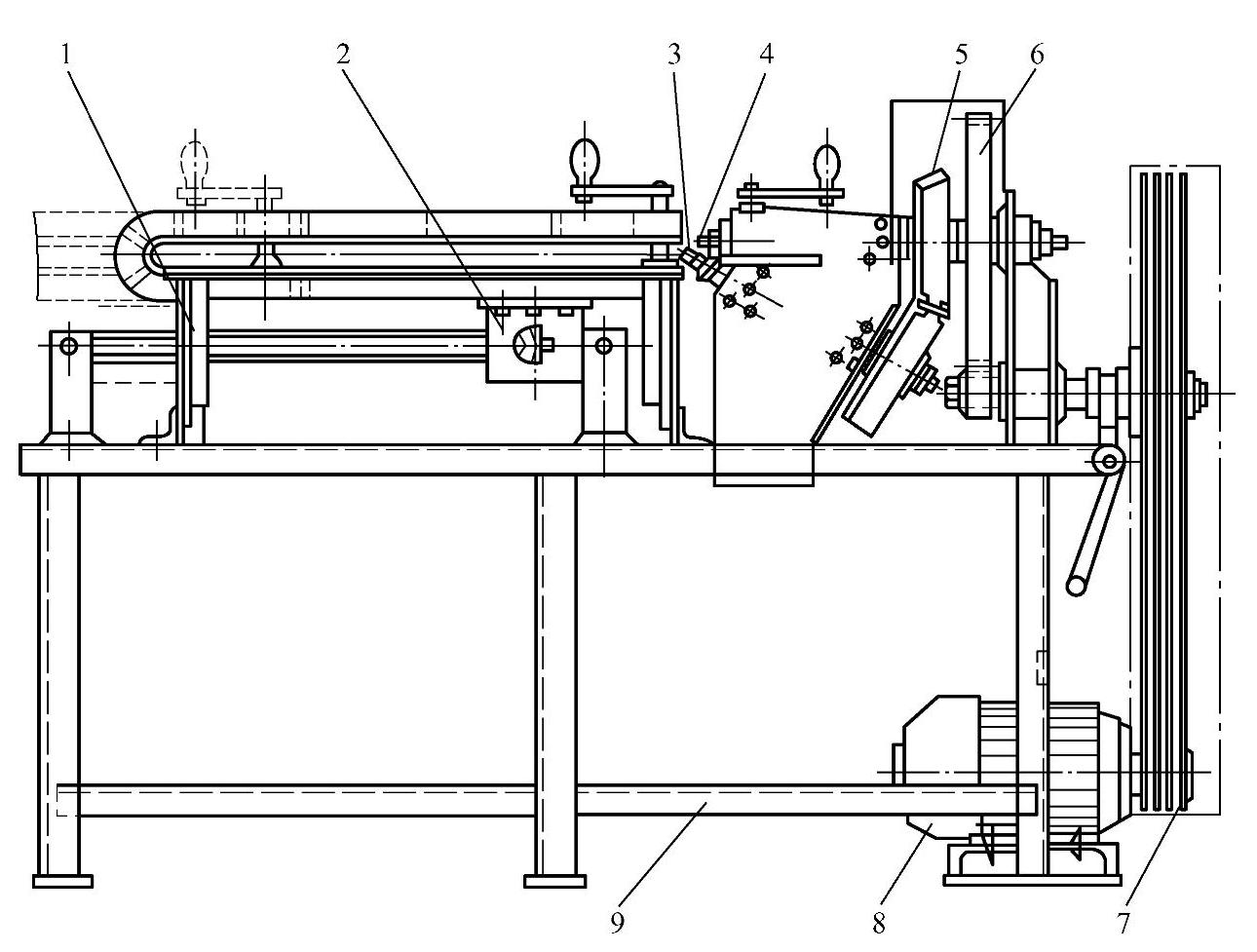
图6-22 电动垫料切割机
1—支柱 2—调节滑块 3、4—滚刀 5—锥齿轮副 6—圆柱齿轮副 7—带轮 8—电动机 9—机架
1.钢锯
用钢锯切断管子是广泛应用的方法。它适用于管径在50mm以下的小管子。
钢锯的规格是以锯条的规格标称的,锯管子最常用的锯条规格(长度×宽度×齿距)是300mm×12mm×1.0mm及300mm×12mm×1.2mm两种,如图6-23所示。锯条由碳素工具钢制成。
手工钢锯切断的优点是设备简单,灵活方便,节省电能,切口不收缩、不氧化;缺点是速度慢,劳动强度大,切口平正较难掌握。
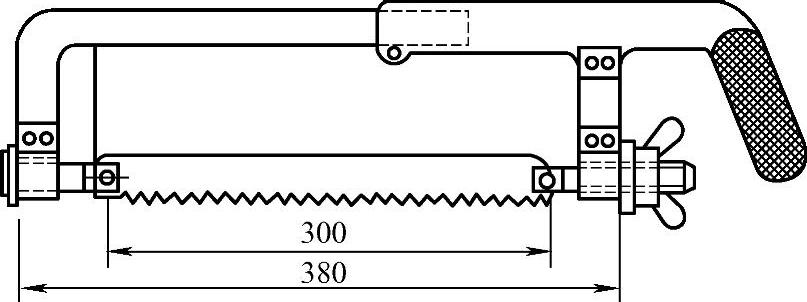
图6-23 钢锯
壁厚不同的管子锯切时应选用不同规格的锯条。薄壁管子锯切时应用牙数多(俗称细牙)的锯条,因为其齿低及齿距小,进给量小,不致卡掉锯齿。
操作时锯条平面必须始终保持与管子垂直,以保证断面平正。切口必须锯到底,不能采用不锯完而掰断的方法,以免切口残缺不整齐,影响套螺纹或焊接。
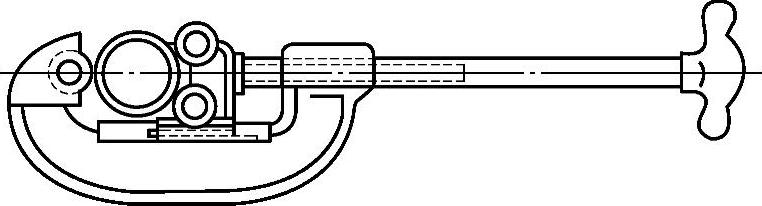
图6-24 滚刀切管器
2.滚刀切管器
滚刀切管器也称为割刀,如图6-24所示。操作时,用带有刃口的圆盘形刀片,在压力作用下,边进刀边沿管壁旋转,将管子切断。滚刀切管器一般适用于管径为40~150mm的管子。
操作滚刀切管器时,先将管子在管子压钳内夹牢固,再把切割器套在管子上,使管子夹在割刀和滚轮之间,刀刃对准管子切割线,拧动手把,使滚轮夹紧管子,然后沿管子切线方向转动螺杆,同时拧动手把,就可以使滚刀不断切入管壁,直至切断为止。
使用该切管器时,必须使滚刀垂直于管子,否则易损坏刀刃。
滚刀切管器切割速度快,切口平正,但切断面因受挤压而易产生缩口,因此必须用铰刀铰平缩口部分。
目前工地常用的是电动切管套丝机,如图6-25所示,该套丝机同时具有套丝机、切管器和铰刀功能。该电动切管套丝机以电动机代替手工切断,减轻了劳动强度,提高了切割速度。
3.砂轮切割机
砂轮切割机的构造如图6-26所示。它不但可用于切割管子,而且可用于切断角钢、圆钢等各种型钢,是工地上常用的切割设备。
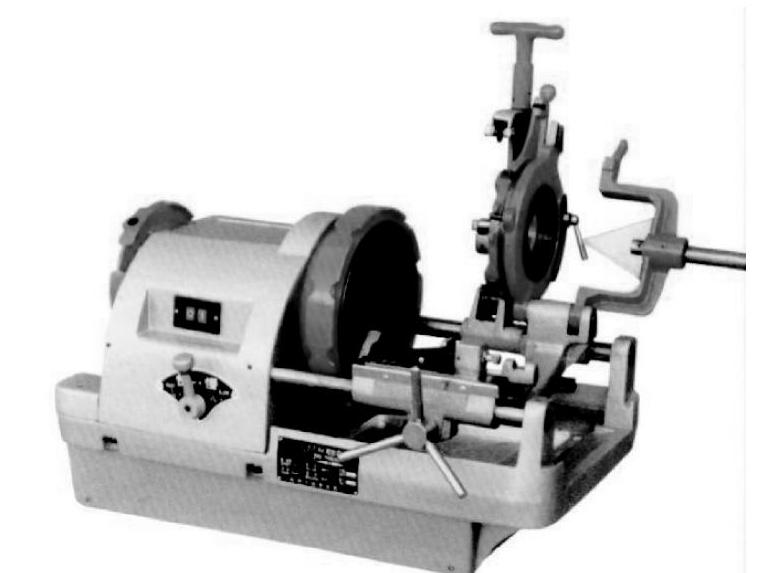
图6-25 电动切管套丝机
 (https://www.xing528.com)
(https://www.xing528.com)
图6-26 砂轮切割机的构造
1—工作台面 2—夹管器 3—摇臂 4—金刚砂锯片 5—手柄 6—电动机 7—传动装置 8—张紧装置
砂轮切割机的工作原理是高速旋转的砂轮片与管壁接触摩擦切削,将管壁磨透切断。使用砂轮机时,要使砂轮片与管子保持垂直,被锯材料要夹紧,再将手柄下压进刀,但用力不能过猛或过大,以免砂轮破碎飞出伤人。
砂轮切割机的特点是切管速度快,移动方便,适合施工现场,但噪声大,切口常有毛刺。
4.射吸式割炬
射吸式割炬俗称气割枪,如图6-27所示。它是利用氧气及乙炔气的混合气体为热源,对管壁或钢板的切割处进行加热,烧至钢材呈黄红色(1100~1150℃),然后喷射高压氧气,使高温的钢材在纯氧中燃烧生成四氧化三铁熔渣,熔渣松脆易被高压氧气吹开,使管子切断。

图6-27 射吸式割炬
射吸式割炬既可以切割管材,也可以切割钢材。管径在100mm以上的大管子一般采用气割。根据管壁厚度的不同,切割时应采用不同规格的割炬:G01—30型割炬的割嘴孔径为0.7~1.1mm,切割低碳钢厚度为3~30mm;G01—100型割炬切割低碳钢厚度为10~100mm;G01—300型割炬切割低碳钢厚度为100~300mm。
用手工气割时,在气割前应在切口处划线,并用冲子在线上打上若干点,以便操作时能按线切割。气割后的管口,应用砂轮磨口机打磨平整和除去铁渣,以利于焊接。
采用射吸式割炬的优点是省力,速度快,能割弧形切口。其缺点是切口不够平整,且有氧化铁渣。
5.大直径钢管切断机
大直径钢管除用气割外,也可以采用切断机械,如图6-28所示的大直径钢管切断机。这种切断机较为轻便,对埋于地下的管子或其他管网的长管中间切断尤为方便,可以切割壁厚为12~20mm,直径为600mm以下的钢管。
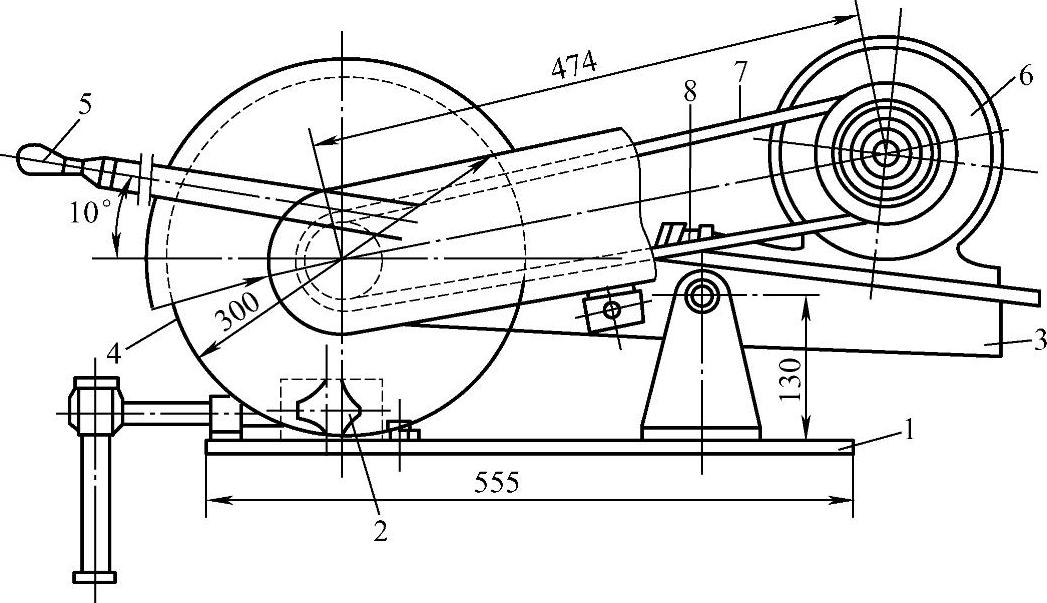
图6-29所示为切断坡口机。这种切断机在切管的同时完成坡口加工。它由单相电动机、主体、齿轮传动装置、刀架等部分组成,可以切断管径为75~600mm的管子。

图6-28 大直径钢管切断机
图6-29 切断坡口机
6.等离子弧切割机
气体在电弧高温下被电离成电子和正离子,这两种粒子组成的物质流称为等离子体,等离子体流又同时经过热收缩效应和磁收缩效应变成一束温度高达15000~30000℃高能量密度的热气流,气流速度可以控制,能在极短的时间内熔化金属材料,称为等离子弧切割。图6-30为等离子弧切割原理图。
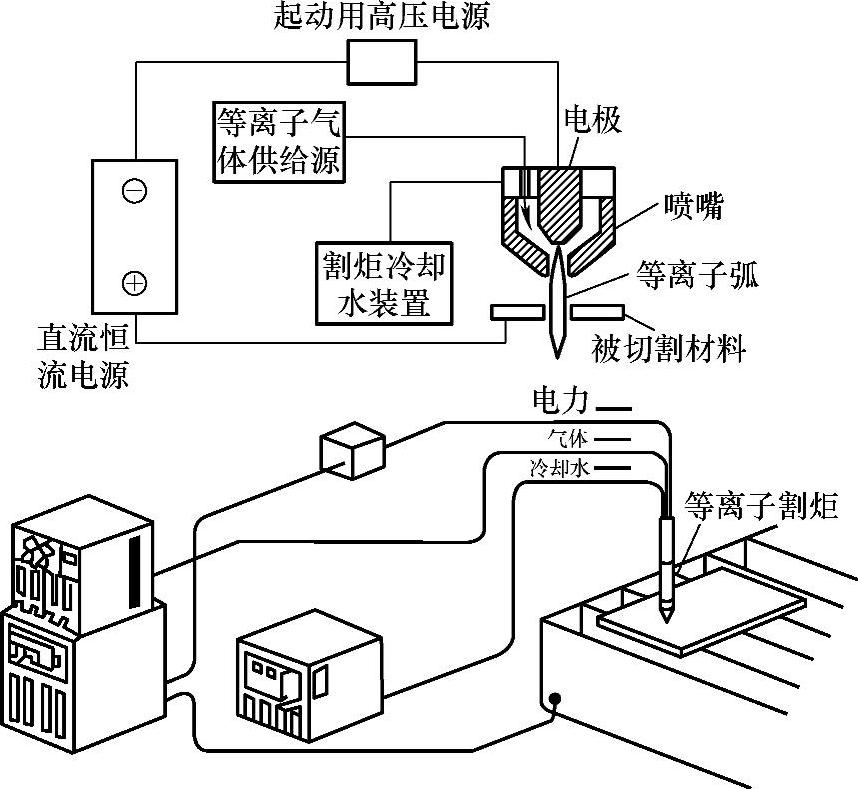
图6-30 等离子切割原理图
等离子切弧割机可用来切割合金钢、有色金属和铸铁等。我国生产的等离子弧切割机有手把式和自动式两种。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。