



【摘要】:对于CO2气体保护焊应以向上立焊为主,焊条电弧焊则以向下立焊为主。定位焊各焊点之间的距离与母材厚度有关,大致是厚度的15~30倍,如图5-33所示。图5-33 定位焊连续焊 焊枪连续、稳定地沿焊缝移动形成连续焊缝,如图5-34所示。用塞焊替代铆接、螺钉联接是使用非常广泛的工艺方法。
1.焊接位置的确定
CO2气体保护焊的焊接位置也有平焊、横焊、立焊和仰焊4种,如图5-31所示。
(1)平焊 这种焊接位置一般容易进行操作,而且焊接速度较快,焊接质量易于保证,如果不是在车身上进行施焊操作,应尽量采用平焊。
(2)横焊 水平焊缝进行横焊时,应使焊枪向上倾斜,以尽可能避免重力对熔池的影响。
(3)立焊 立焊时,可根据具体情况选用向上立焊或向下立焊。对于CO2气体保护焊应以向上立焊为主,焊条电弧焊则以向下立焊为主。
(4)仰焊 仰焊是最难掌握的,为避免熔化金属脱落引起事故,一定要用较低的电压、短电弧、小熔池相配合。施焊时,将喷嘴推向工件,防止焊丝向熔池之外移动。
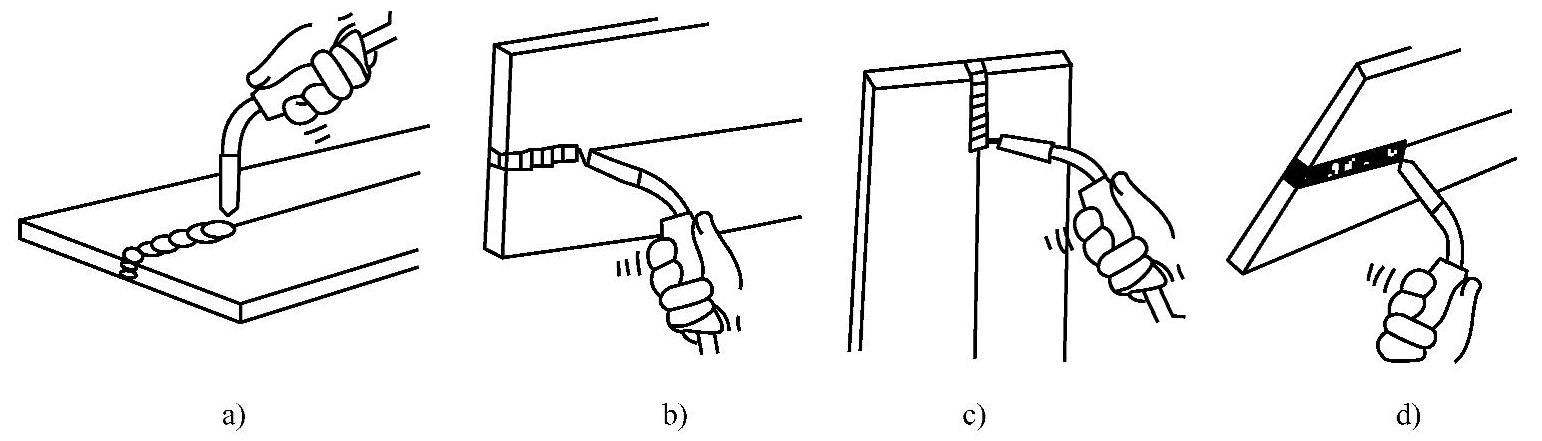
图5-31 典型的焊接位置
a)平焊 b)横焊 c)立焊 d)仰焊
2.焊接形式的选择
CO2气体保护焊的焊接形式有6种,如图5-32所示。(https://www.xing528.com)
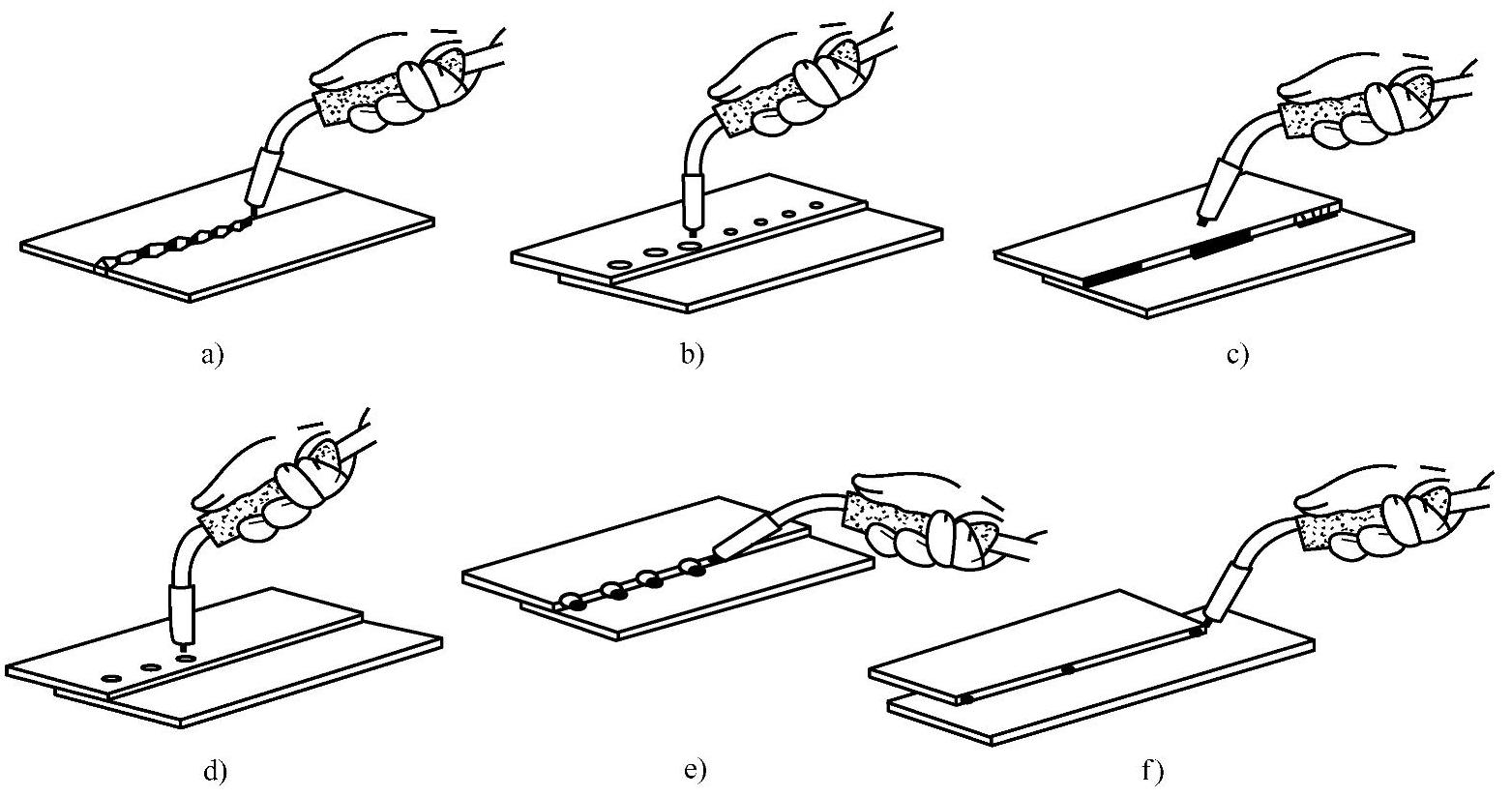
图5-32 6种基本焊接形式
a)连续焊 b)塞焊 c)连续点焊 d)点焊 e)搭接点焊 f)定位焊
(1)定位焊 定位焊是用于保持两焊件相对位置固定不变的一种替代措施。定位焊各焊点之间的距离与母材厚度有关,大致是厚度的15~30倍,如图5-33所示。
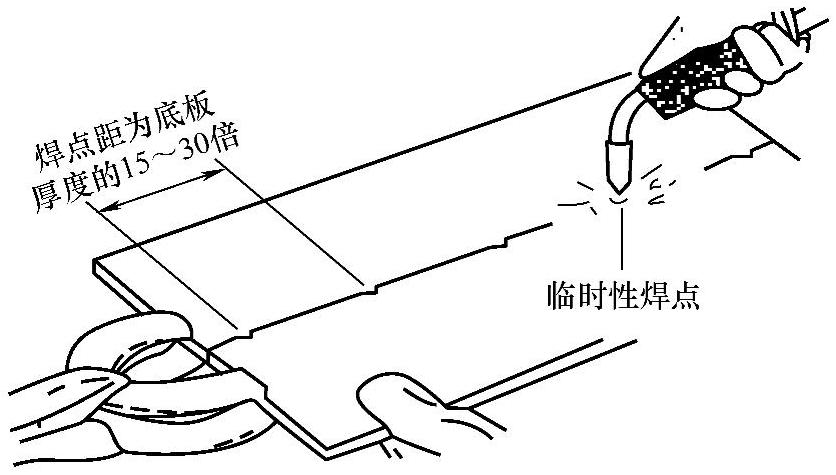
图5-33 定位焊
(2)连续焊 焊枪连续、稳定地沿焊缝移动形成连续焊缝,如图5-34所示。
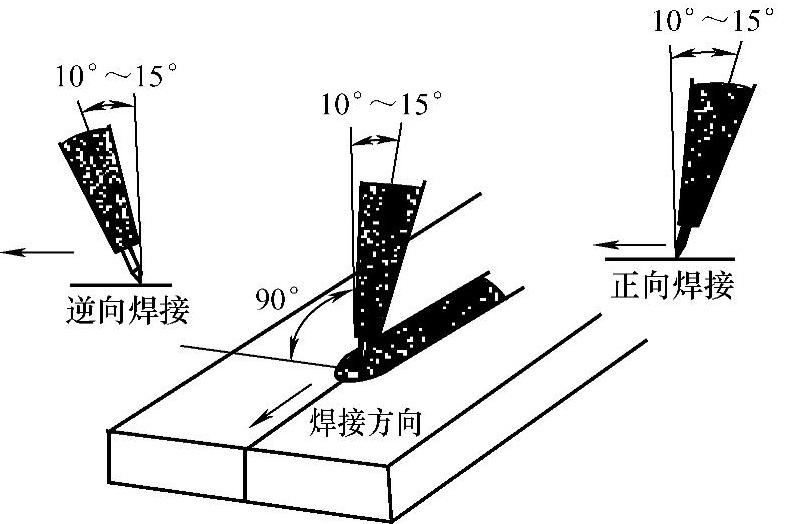
图5-34 连续焊
(3)塞焊 两块金属板叠在一起,在其中一块板上钻有通孔,将电弧穿过此孔并被熔化金属所填满而形成的焊点称为塞焊。用塞焊替代铆接、螺钉联接是使用非常广泛的工艺方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。