



气体保护焊使用一根焊丝,且焊丝以一定的速度自动进给,在母材和焊丝之间出现电弧,电弧产生的热量使焊丝熔化,将母材焊接起来,实现半自动电弧焊接。在焊接过程中,气体对焊位实施保护,以免母材被空气氧化。所使用气体的种类由需要焊接的母材来确定。大多数钢材都用二氧化碳(CO2)进行气体保护焊;对于铝材则采用氩气或氩、氮混合气进行气体保护焊。
CO2气体保护焊的弧焊熔滴的过渡形式有两种,即短路过渡和颗粒过渡。焊丝作为一极,其端部不断受热熔化,形成熔滴并脱离焊丝过渡到母材熔池中。这两种不同过渡形式的适用范围和工艺要求是不相同的。短路过渡形式是采用细焊丝、小电流、低电压焊接时出现的。因为电弧较短,液态熔滴还未增大即与熔池接触而形成短路,使电弧很快熄灭,熔滴脱离焊丝过渡到熔池中去,然后电弧重新引燃。这种周期性短路—燃弧交替即为短路过渡过程。由于短路过渡时母材受热量较少,变形小,熔深较浅,多用于薄板的焊接。汽车钣金焊接多采用此种形式。而颗粒过渡适用于厚板的焊接,这里就不做重点介绍了。
1.CO2气体保护焊的工作原理(见图5-26)
1)焊丝在焊接部位经过短路—燃弧—短路—燃弧的反复过程,每一次短路,焊丝都从弧端部将微小的熔滴转移到母材熔池之中。
2)在焊丝周围有一层CO2气体保护层,可以使焊缝免于被氧化。
3)焊丝自动进给,保证焊接过程连续不间断。
4)在整个焊接过程中,母材受热量小,变形小,不会影响到钣金件的整体几何形状。
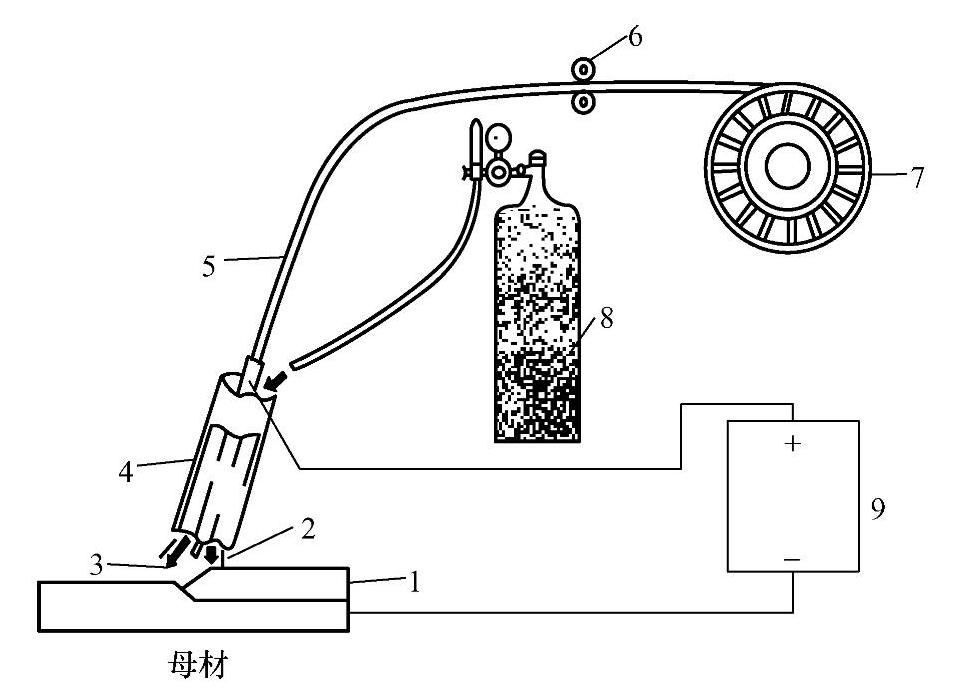
图5-26 CO2气体保护焊的工作原理
1—焊缝金属 2—CO2气体 3—电弧 4—焊枪喷嘴 5—焊丝 6—送丝滚轴 7—焊丝卷轴 8—CO2钢瓶 9—电焊机电源
2.CO2气体保护焊的焊接设备
汽车车身修理用的CO2气体保护焊焊接设备多是半自动的,在焊接过程中,设备自动运行,但焊枪需用手来控制。CO2气体保护焊接设备。主要由以下六部分组成。
1)送气装置,包括存储CO2气体的钢瓶、减压装置以及输送管道系统,用于保护熔池免受污染。(https://www.xing528.com)
2)送丝装置,用于调节送丝速度。
3)焊丝,应配备指定规格的成卷的焊丝。
4)电源,供焊接用的机内电源装置。
5)焊枪,完成焊接操作的部分。
6)电缆及接线装置,供操作者牵引到不同工位上焊接。
图5-27所示为KR200型气体保护焊机。使用要求如下:
1)CO2气体保护焊所需的气体由专门的工厂装瓶供给,有二氧化碳气体或氩气与二氧化碳的混合气体两种。后者二氧化碳的含量为25%。两者用于不同材料的焊接。
2)CO2气体保护焊的焊丝是一般选用H08Mn2Si合金钢丝,表面镀钛制成。汽车车身钣金件厚度大多为0.5~2.5mm,所用焊丝直径为0.5~1.0mm。
3)CO2气体保护焊对电源电压稳定性要求较高,一般将电源、送丝装置、焊丝都装在机箱内,调节电压和送丝速度的装置也在其中。

图5-27 KR200型气体保护焊机
4)CO2气体保护焊所使用的电源都是直流的。焊丝接正极,工件接负极,俗称为反接法。焊丝接负极,工件接正极,称为正接法。反接时飞溅小,电弧稳定,成形较好,而且焊缝金属含氢量低,并且焊缝熔深大。因为属于熔化极焊接方式,阴极发热量较阳极大,正接时焊丝为阴极,熔化系数大,约为反接时的1.6倍,金属熔敷率高,可以提高生产率。此外,正接时工件为正极,热量较小,熔深浅,对保证堆焊金属的性能有利。汽车车身制造和修理多采用反接法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。