



(1)点焊操作准备
1)防护用品穿戴齐全,特别是防护镜(预防点焊飞溅伤眼)。
2)检查电路、气路、水路是否完好。
3)检查焊接电极是否完好,包括电极头端面直径、电极对中性、电极上有无粘损杂质等,如图5-18所示。
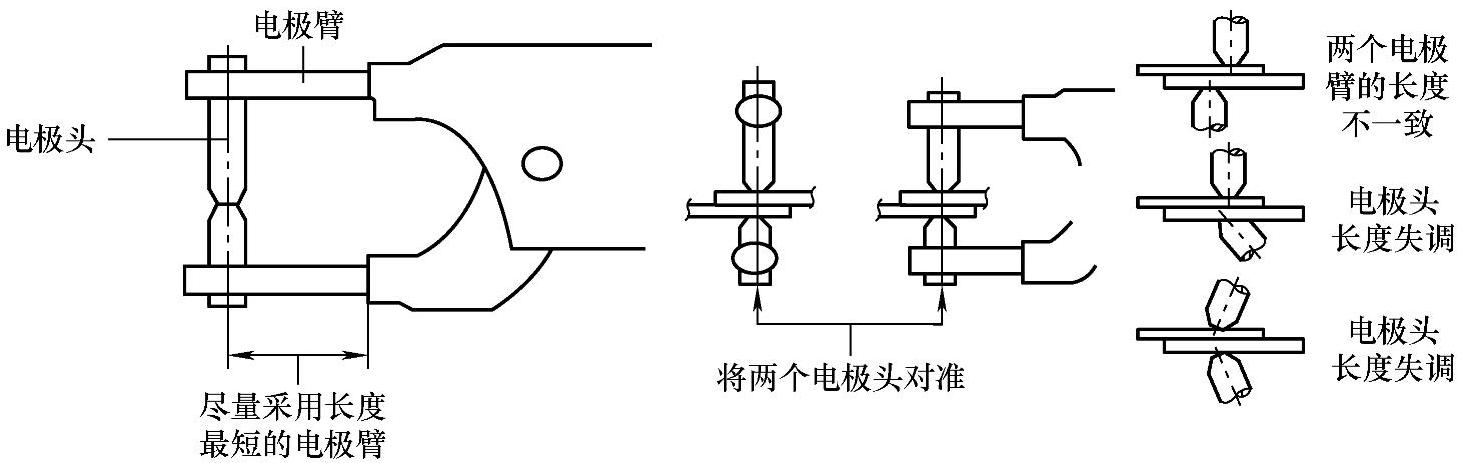
图5-18 检查焊接电极是否完好
4)检查电缆捆扎的完好性。对于悬挂式点焊机,其焊接电流传输电缆是焊接操作到工艺焊点位置方便就位的过渡设施。电缆在点焊电流通过时由于电磁场的同向相斥,形成两电缆的背向扩张,其扩张力大且速度快,当点焊结束,电流断开时,电磁场效应消失,两电缆缩回原位。另外,由于点焊的连续性,电缆不断地张缩将导致电缆不断地扭折。因此,电缆内部的通电铜芯线在不断地扭折情况下很容易折断、损坏,致使电缆的使用率下降,增加电缆的使用成本。
电缆的磁性扩张会消耗部分电流能量,导致点焊焊接电流能量损耗。电缆的磁性张缩扭折,对稳定的电极压力有较大影响。如果电极压力偏小或不足,极易形成电极与焊件间的较大接触电阻值,造成点焊喷溅大,严重时形成接触电阻的强烈放热,烧坏工件,产品质量不佳。
电缆的磁性张缩还对点焊操作工扶持把握点焊焊钳进行稳定的点焊作业有较大影响,电缆的磁性张缩造成焊钳的晃动,操作工在连续点焊时无法将焊钳保持稳定。
电缆的捆扎是最基本的点焊操作准备之一。图5-19和图5-20分别为不合格和良好的电缆捆扎示例。
5)其他应检查的项目,如:焊件的整洁、工装夹具及焊接样板的完好性、工位器具摆放到位等。
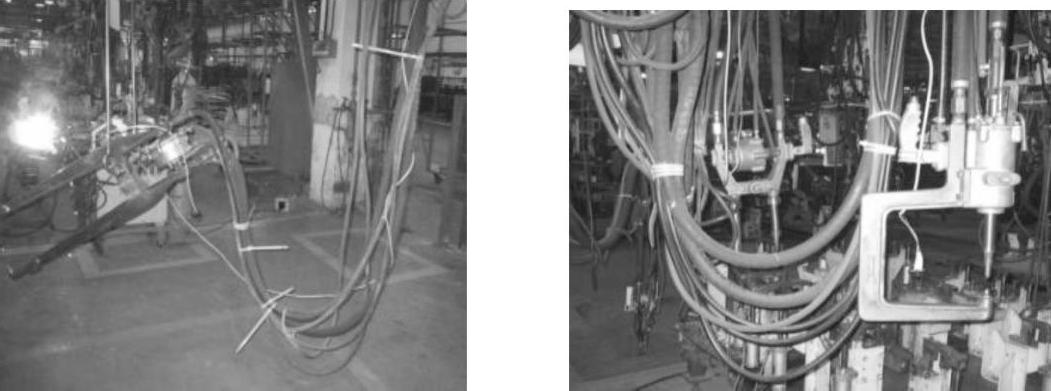
图5-19 不合格电缆捆扎示例(https://www.xing528.com)

图5-20 良好电缆捆扎示例
6)试验点焊机的焊接强度,适当调整点焊工艺强度规范。图5-21所示为点焊强度破坏性试验。
(2)点焊操作注意要点
1)确保工件在工装夹具中的可靠性。
2)注意焊接操作的顺序性、均匀性,以及焊点距。
3)确保焊接强度的可靠性。
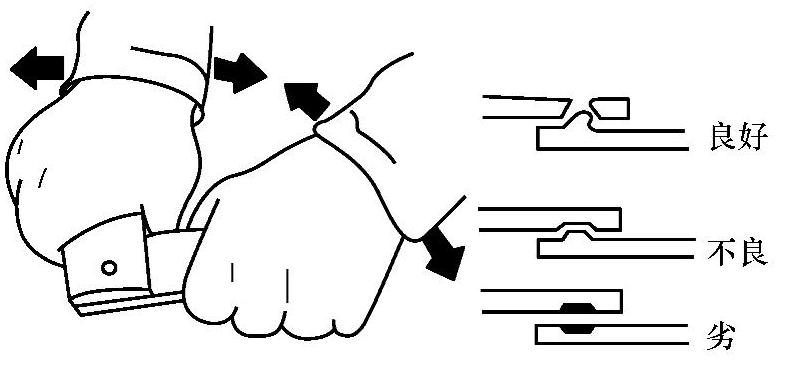
图5-21 点焊强度破坏性试验
4)要特别注意杜绝焊钳与工件相碰的点焊分流现象。
5)严格遵守焊接工艺规定,主动遵循焊点的对称性、对中性以及预防焊接变形的各项措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。