



1.点焊时的电阻
点焊焊接区总电阻(R)包括:焊件间接触电阻(Re)、电极与焊件间接触电阻(2Reω)及焊件本身的内部电阻(2Rω件)
即R=Re+2Reω+2Rω,如图5-10所示点焊电阻状态。
(1)接触电阻 接触电阻是一种附加电阻,通常是指在点焊电极压力作用下所测定的接触面(焊件与焊件之间、焊件与电极之间的接触面)的电阻值。它形成的原因是由接触表面微观上的凹凸不平及不良导体(表面氧化膜、油、锈蚀以及吸附气体层等)的存在所致,如图5-11所示。
当焊接电流通过接触面时,接触点附近凹凸间隙及不良导体膜部位的电流线发生弯曲变长,并向接触点密集而使实际导电截面积减小。这种电流的拥挤变长即形成了附加电阻。
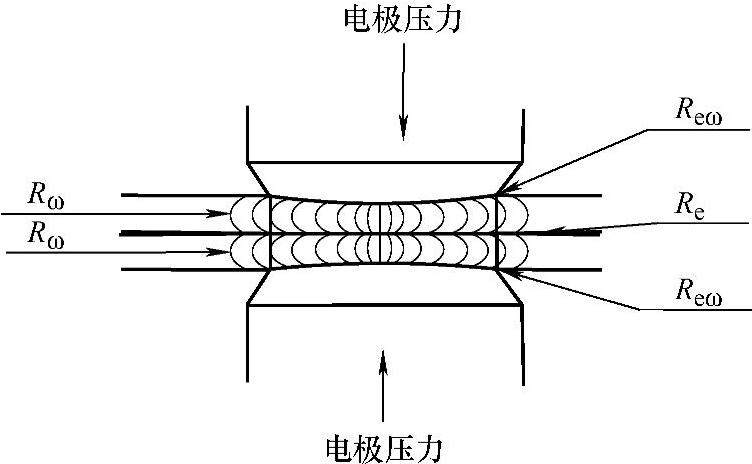
图5-10 点焊电阻状态
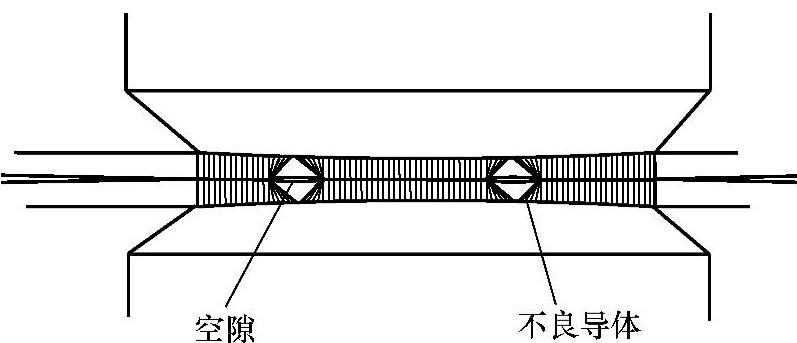
图5-11 接触电阻的成因
影响接触电阻的主要因素如下:
1)表面状态。不同的清理方法、加工表面的粗糙度及焊前存放工件的时间长短都会影响焊件的表面状态,使接触电阻值有较大差别。
2)电极压力。电极压力增大将使金属的弹性和塑性变形增加,对压平接触表面的凹凸不平和破坏不良导体膜有利。
3)加热温度。温度升高,金属变形阻力下降,塑性变形增大,接触电阻急剧降低直至消失。钢材温度升高到600℃、铝合金温度升高到350℃时的接触电阻值接近为零。
(2)焊件内部电阻 焊件内部电阻是焊接区金属材料本身所具有的电阻,该区域的体积要大于以电极和焊件接触面为底的圆柱体体积。图5-12所示为电流的鼓形现象。产生这一现象的原因是点焊的“边缘效应”。
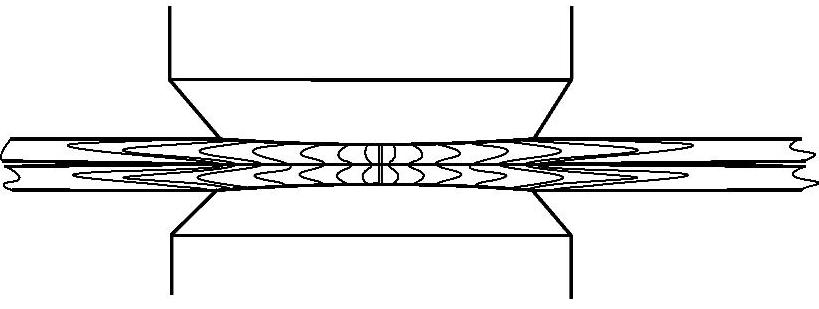
图5-12 电流的鼓形现象(https://www.xing528.com)
所谓边缘效应,是指电流通过板件时,电流在板件(单块板)中间部分向边缘扩展,使电流呈鼓形的现象。当焊接电流通过重叠的两焊件时,由于边缘效应,电极作用下的电流呈现双鼓形现象。通常情况下,边缘效应是仅与几何因素有关的物理现象。点焊时产生这种现象的根本原因是电极与焊件接触的面积远远小于焊件的横截面积。点焊加热是不均匀的,焊接区域内各点的温度不同(由于热传导,通常中心温度高,而向边缘温度逐渐降低),电阻率也不一样,这就使焊接电流绕过较热部分金属,呈现绕流现象,进一步促进电流向边缘扩展。
点焊时,边缘效应、绕流现象会使焊件的导电范围不能只限制在电极与焊件接触面为底的圆柱体内,会向外有所扩展,因而使焊件的内部电阻比圆柱体所具有的电阻要小。这种现象是点焊时产生分流趋向的一大主要因素,要格外注意。凡是影响电流分布的因素,必然影响内部电阻。这些因素可以归纳为:金属材料的物理性质、力学性能、点焊规范参数及特征、焊件厚度等。
2.点焊时的加热
点焊加热的特点如下:
1)电阻对点焊加热的影响。点焊时的电阻是产生内部热源——电阻热的基础,是形成焊接温度场的内在因素。
①接触电阻产生的热量约占内部热源产生热量的5%。虽然接触电阻产生热量的占比不大,并且在焊接开始后很快降低并消失。但是,这部分热量对建立焊接初期的温度场、扩大接触面积、促进电流分布的均匀化有重要的作用。由于过大的接触电阻会造成通电不正常(因为点焊机的二次空载电压很低,一般在10V以下),使接触面上局部区域放热过多而产生喷溅(点焊、缝焊、凸焊时,由焊件贴面或电极与焊件表面间喷出微细熔化金属颗粒的现象)、粘损(点焊、缝焊、凸焊时,电极或焊件表面被对方金属所黏附、污损的现象)等缺陷,所以生产实践中要对焊件和电极的表面进行认真的清理。而试图利用增大接触电阻面达到降低电功率的做法是不可取的。
②内部电阻产生的热量占内部热源产生热量的90%~95%,这部分热量是形成熔核的热量基础。同时,内部电阻也影响着点焊时的加热特点、焊接温度场的形态和变化规律。
2)焊接电流对点焊加热的影响。焊接电流是产生内部热源——电阻热的外部条件。它通过两个途径对点焊的加热过程施加影响。
①调节焊接电流有效值的大小使内部热源产生的热量发生变化,进而影响加热过程。
②焊接电流在内部电阻上所形成的电流场分布特征将使焊接区域各处加热强度不均匀,从而影响加热过程。
3)点焊时电流场分布在两焊件的贴合面处要产生集中收缩。其结果就是使贴合面处产生集中加热效果,而该处正是点焊时所需要连接的部位。电流场分布在贴合面处的集中收缩,是一种由边缘效应引起的宏观收缩,它与因表面状态产生接触电阻时电流场分布集中收缩有本质不同,后者可认为是一种微观上的收缩。
4)点焊时两焊件贴合面的边缘电流密度出现峰值,该处的加热强度最大,因此将首先出现塑性连接区。由于电极一般都为圆柱状,所以塑性连接区形成环状塑性区,对保证熔核的正常生长,防止氧化和喷溅的产生有利。
5)点焊时由温度引起的绕流现象、趋肤效应、电磁收缩效应等因素,都会不同程度地影响着电流分布形态。
综上所述,通过了解电流分布特征,进而掌握其相应的调整方法,就能较准确地分析、控制熔核的形成和位置,改善熔核周围组织的加热状态,提高接头的质量。例如:采用尖锥状电极,可改善电极与焊件间接触面上的电流分布,提高电极与焊件接触面中部的电流密度。又如,对薄板工件均匀分布电流线,并不产生较大的扩展,加强中部区域的热量,使点焊接头质量可靠。薄板点焊一般都采用硬规范,通电时间短促,并能起到省能源的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。