



【摘要】:正确掌握氧乙炔焊规范是确保焊接质量的前提和基础,主要包括焊炬倾角、火焰能率、焊丝直径等。选取火焰能率主要取决于焊炬型号、焊嘴规格、焊件厚度和材料的物理性质。一般厚度大、熔点高、导热快的焊件,以及横缝、平焊所选取的火焰能率就大些;反之,焊接薄钢板时,为了避免焊件被烧穿,则需要较小的火焰能率。在焊接导热快的铜、铝合金材料时,应选取火焰能率常数的上限。
正确掌握氧乙炔焊规范是确保焊接质量的前提和基础,主要包括焊炬倾角、火焰能率、焊丝直径等。
(1)焊炬倾角的调整 焊炬倾角是指焊嘴与焊件平面的倾斜角度,由焊件的厚度、熔点、导热性来决定。一般焊接厚度大、熔点高、导热快的焊件时,焊炬倾角大。
图5-2所示为焊接低碳钢材料时,板厚与倾角之间的变化关系。若为熔点高或导热快的其他金属材料,可在推荐角度值的基础上,增加5°~10°的倾斜角。
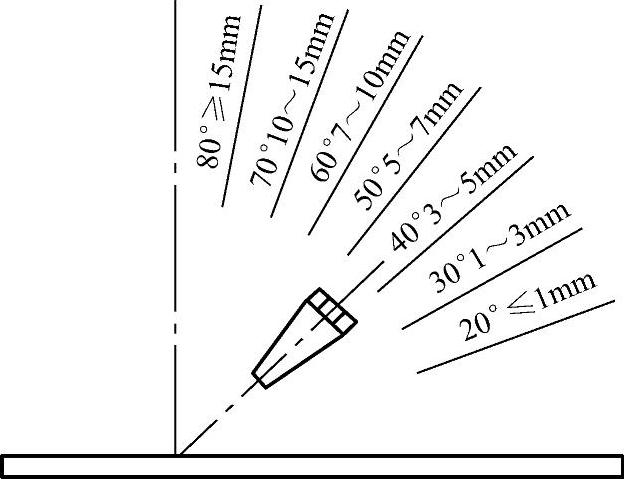
图5-2 焊炬倾斜角与工件厚度的关系
(2)火焰能率的选取 火焰能率指单位时间内可燃气体(乙炔)的消耗量。选取火焰能率主要取决于焊炬型号、焊嘴规格、焊件厚度和材料的物理性质。一般厚度大、熔点高、导热快的焊件,以及横缝、平焊所选取的火焰能率就大些;反之,焊接薄钢板时,为了避免焊件被烧穿,则需要较小的火焰能率。其经验公式为
N=KH (5-1)(https://www.xing528.com)
式中N——火焰能率(L/h);
K——能率常数(左焊法K=100~120L/h,右焊法K=120~150L/h);
H——焊件厚度(mm)。
在焊接导热快的铜、铝合金材料时,应选取火焰能率常数的上限。
调节火焰能率的方法分为粗调和细调两种。其中,粗调是通过更换焊炬和焊嘴来实现的;而细调则是通过调节焊炬上的氧气和乙炔调节阀来实现的。焊接过程中,在确保焊件不被烧穿的前提下,可以将火焰能率选择得大一些。
(3)焊丝直径的选择焊丝直径由焊件厚度及焊接方法所决定。当焊接厚度低于15mm的焊件时,右焊法按板厚的1/2选择焊丝直径,左焊法将右焊法所选焊丝直径增加1mm。当焊接厚度大于15mm时,所选焊丝直径一般为6~8mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。