



薄板手工直角弯曲俗称扳边。
薄板手工平面直线直角弯曲是通过锤子或方尺(硬方木棍)在角铁、方钢、光滑的钢板直角边上将薄板材料通过敲打折成90°,如图3-5所示。对于板厚在1.2mm以上的板料,较为重要的小型工件直角折边可在台虎钳上定位夹紧后进行敲打成形,如图3-6所示。
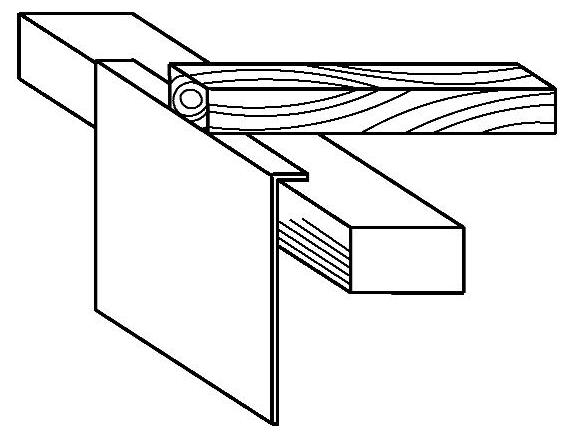
图3-5 扳边示意图
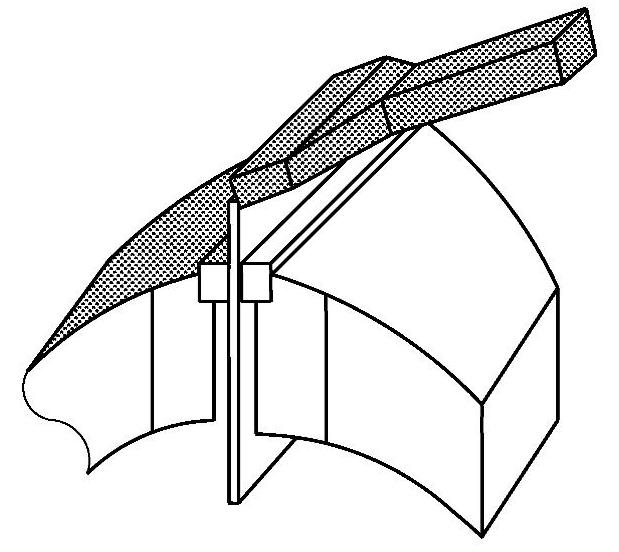
图3-6 台虎钳定位夹紧与敲打成形示意图
手工直角弯曲是通过锤子或方尺进行敲打,使薄板产生塑性变形,从而达到成形的目的。在敲打薄板产生塑性变形的过程中,由于锤子或方尺敲打在薄板上的接触面积较小,薄板的塑性变形是一段段逐渐产生的,加上敲打时施力不均匀,使工件在成形过程中出现段与段先后产生的塑性变形之间,应力不均匀和应力相抵触的现象,从而使成形后的工件中残留大量的内应力,甚至导致工件出现弯曲和扭曲变形。
如图3-7所示,当锤子或方尺敲打在薄板A段产生塑性变形时,受到B段抗变形应力的牵拉限制,产生内应力,由于这种牵拉,A段和B段之间还会产生延展塑性变形,导致翻边出现胀料。当锤子或方尺敲打在薄板B段产生塑性变形时,又受到A段已变形应力和两段之间变长材料应力的抵触限制。这样一段段逐渐产生的薄板塑性变形,加上敲打施力不均匀的弊端,使工件在成形过程中出现段与段先后产生的塑性变形之间,应力不均匀和应力相抵触的现象。(https://www.xing528.com)
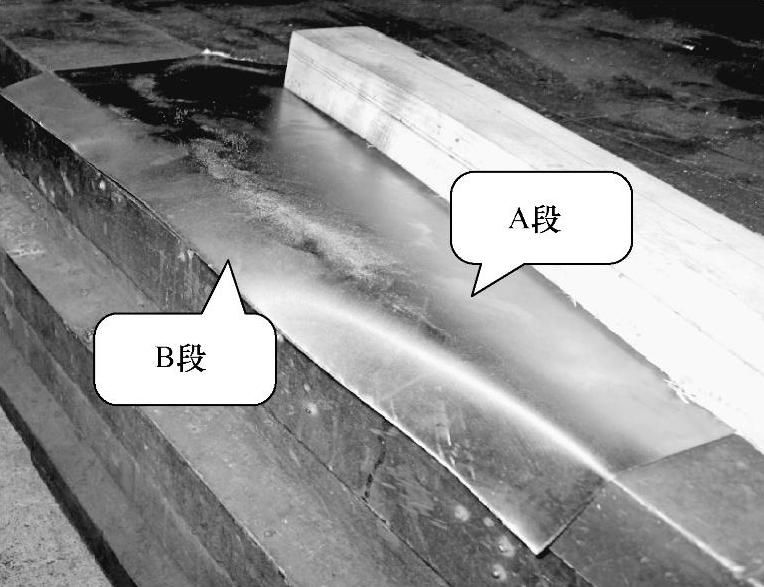
图3-7 两段出现的应力不均匀和应力相抵触现象
要想尽量克服和减小工件在成形过程中出现段与段先后产生的塑性变形之间的应力不均匀和应力相抵触现象,就要使薄板塑性变形的过程分步骤,分层次地逐渐塑变。其目的是消除或减小段与段先后产生的塑性变形之间的牵拉、抵触内应力和段与段之间的延展塑性变形。

图3-8 平面弧线直角弯曲
图3-8所示为平面弧线直角弯曲的状态。这种状态弯曲与直线弯曲有所不同。这种状态的扳边,首先是考虑将大于扳边线直径以外的薄板进行收料操作。这种收料操作的扳边更不能急,需要一步一步逐渐将料收缩到位。平面弧线直角弯曲收料操作的难易程度,与工件的扳边宽度、弧线直径大小有关。扳边宽度越小,弧线直径越大收料操作就容易。反之,难度就越大。但无论难度大小,都是收料操作,都应该遵循分步骤、分层次地逐渐塑变的原则。否则,更容易出现相互抵触的料胀现象,无法保证工件制作的质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。