



金属管路的预制加工工艺过程如下:
1.选料及调直
一般应当选择笔直的金属管料,若是不直,应当将管料调直,弯曲严重的一般不得再使用。调直操作时用力要适中,一般不得改变管子直径的5%。有条件的应使用调直机。用锤子调直时应当垫以硬木,以防管子损伤。
2.下料
(1)下料的工具有手工铁锯、电动无齿锯、手动或电动切管机等,严禁使用气割切管。
(2)用石笔在确定的材料上,按照长度画出锯削线。
3.扫管清除毛刺及锈蚀
将金属刷子的两端用钢丝拴好,送入管内,将管子固定在1.4m高的平台上,然后两人分别从管子两端拉拽钢丝,配合要默契,并不断改变刷子在管内的角度,直至除尽见到金属光泽为止。应当使用专用的钢丝刷子,其规格应当和管子的规格相符,通常比管内径稍大一些。应当按管子的内径选择钢丝,内径小,钢丝细一些;内径大,钢丝粗一些。
除锈之后再用破布按上述方法将其管内的浮锈擦干净。
4.弯形
金属管的弯形有两种方法,一种是手工弯形,一种是机械弯形。其方法如下:
(1)手工弯形
1)将管子立起来,下端用木楔塞好。
2)从上管口灌进干燥的豆砂(必要时,要在锅内或是铁板上加热烘干),边灌边用锤子敲打,直到灌满为止,然后用木楔将上管口塞好,并用锤子敲打使其牢固。
3)确定弯曲半径和弯曲部分画线。保护管的弯曲半径Rw一般为管子外径的10倍,弯曲部分的长度一般为以弯曲半径为半径的圆的1/4周长,这部分管子应在测量管子尺寸时加进去。 弧长总要比AB直线长度大一点,但并不影响保护管的敷设,一般不予考虑。弯曲部分应在切点部位和控制点1、2部位用粉笔或细钢丝缠绕标出,如图2⁃62所示。
弧长总要比AB直线长度大一点,但并不影响保护管的敷设,一般不予考虑。弯曲部分应在切点部位和控制点1、2部位用粉笔或细钢丝缠绕标出,如图2⁃62所示。
4)用烘炉或是气焊将弯曲部分加热烤红。加热应当均匀一致,要随时转动管子,以免加热过度。用气焊加热时可以用几个焊把同时加热。(https://www.xing528.com)
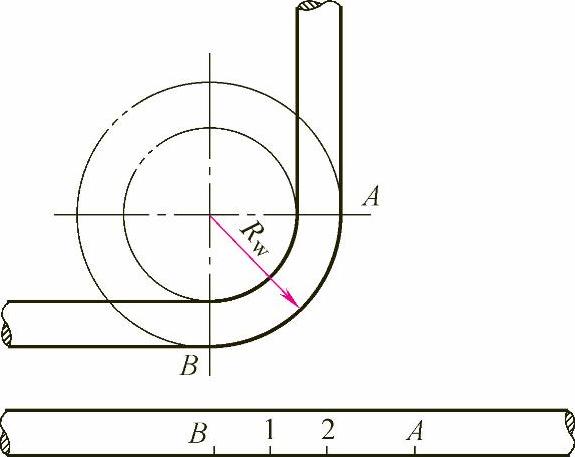
图2⁃62 钢管弯曲半径和控制点的确定示意图
5)将烤红的管子放在平台上,平台上有夹具。如图2⁃63所示,搬动较长的一端,将管子弯曲,弯曲一点并把管子向前推进一点,直到弯好。

图2⁃63 手动弯形
6)弯好后将木楔取掉,将砂子倒出,再用破布扫管,将内部清扫干净。取出木楔的办法一般是用两把锤子同时从两侧延和管轴线成20°的方向敲打。
(2)机械弯形。机械弯形和手工弯形基本相同,管径小一点的可以直接冷弯,管径大的应当热弯,其加热可用上述方法。用电动弯管器弯管时,将管子插入弯管器的滚轮内,开动电动机即可完成弯形。在选择弯管用的滚轮时,必须注意要根据管子外径的弯曲的曲率半径选择。在更换电动弯管器的滚轮时,必须停电。图2⁃64所示为电动弯管机。
5.弯头的焊接

图2⁃64 电动弯管机
有些工程中,直径为100mm及以上的管弯采用焊接的方法,也就是用成品弯头和测量好的管子焊接。管子的处理方法同前,成品弯头的弯曲半径应不小于10倍管子外径,可以自己加工,也可以从市场购入。
焊接时先打坡口,焊接可以采用电焊或气焊,其要求是管内焊口不得有焊渣。
6.防腐处理
明敷的管子应镀锌处理,没有条件的可以涂一遍防锈漆,安装后再涂一遍色漆;暗敷的管子应涂沥青和防腐漆两种。涂漆应当将管内、外全涂。管内涂漆的方法基本同用破布扫管:先用干净破布扫管,然后更换破布,在更换后的新的干净破布上倒上油漆,随后两人在管口两侧拉动破皮,必要时,再补倒几次油漆。涂完后将管放在干燥且温度偏高的通风的场所自然风干。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。