



目前,轮胎的拆装一般都是使用轮胎拆装机,如图2-24所示。
1.操作前调试
1)踩下撑夹踏板8,打开转盘上夹爪;踏板回到原位,转盘上夹爪闭合。
2)踩下压胎踏板9,风压铲动作;松开后风压铲复位。
3)踩下转盘正、反转踏板10,转盘顺时针转动,上抬踏板,转盘逆时针转动。
2.轮胎的拆卸
1)将轮胎中的空气全部放掉。
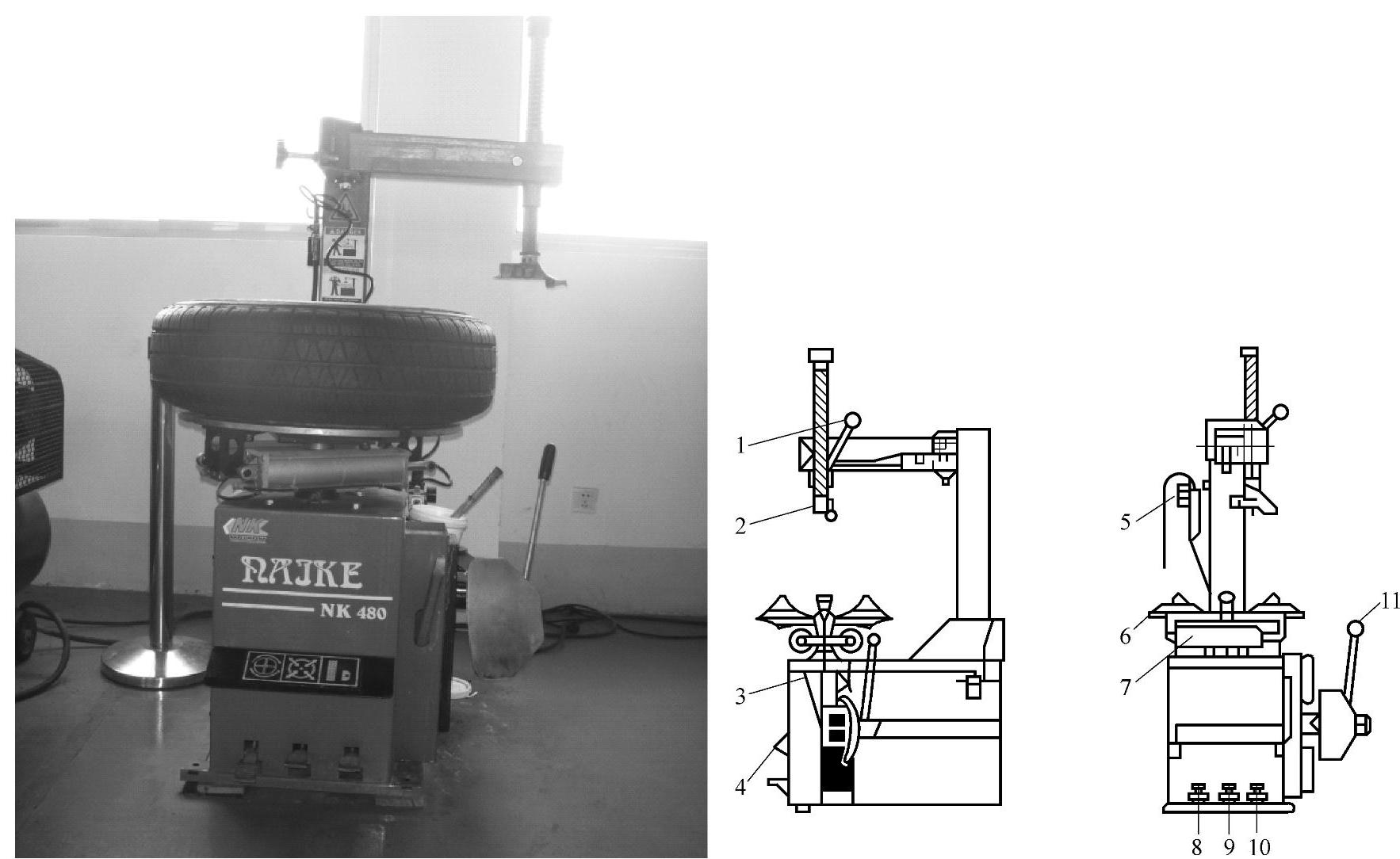
图2-24 轮胎拆装机
1—锁紧杠杆 2—拆装机头 3—胎撬 4—前列标志 5—充气枪 6—转盘 7—气缸 8—撑夹踏板 9—压胎踏板 10—转盘正、反转踏板 11—风压铲
2)将轮辋外缘的平衡块卸掉,如图2-25所示。
3)将轮胎置于风压铲和橡胶板之间,使风压铲位于轮缘与轮胎之间,离轮缘大约1cm处,踩下压胎踏板9,使轮缘与轮胎分离,如图2-26所示。
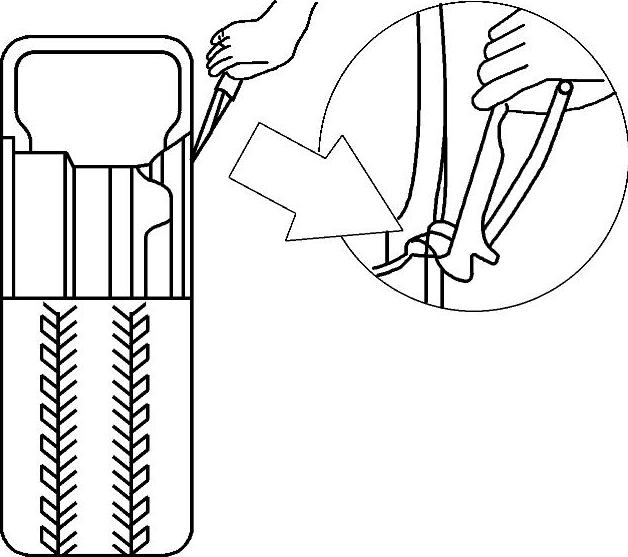
图2-25 平衡块的拆除
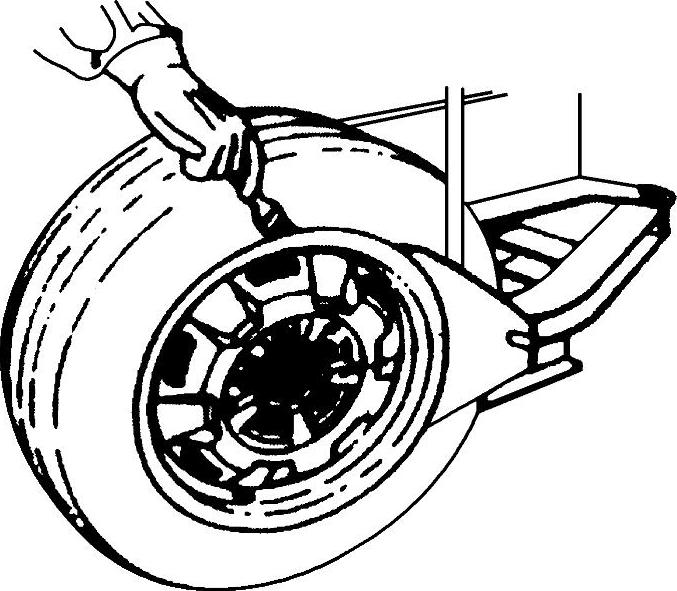
图2-26 轮缘与轮胎的分离
注意:靠胎时,应使用毛刷蘸水盒中事先放好的浓肥皂液润滑轮缘,否则在拆胎时会将胎唇严重磨损。
4)在轮胎其他部分重复以上操作,使轮缘与轮胎彻底脱离。
5)选择好锁定方式后,将轮胎锁在转盘上。
外锁定:踩下撑夹踏板8,使4个夹爪张开,将轮胎放在夹爪上,复原踏板(此时应一点点松开),直至锁紧轮辋为止。
内锁定:将轮胎放在转盘上,踩下撑夹踏板8,即可锁住轮辋。
6)将垂直轴置于工作位置,使拆装机头靠近轮缘,使拆装机头内锥滚离轮辋约有2mm的距离,避免划伤轮缘,并用锁紧杠杆锁紧,如图2-27所示。
注意:拆装机头角度在出厂时已经按标准轮辋调校完毕,如遇特大或特小轮辋时,要重新调整好拆装机头角度,以免对轮胎造成损伤。
7)用胎撬将胎缘撬在拆装机头上,点踩转盘正、反转踏板10,让转盘顺时针旋转,直到胎缘脱落为止,如图2-28所示,为避免损坏内胎(如果有内胎),在进行这步操作时,建议使轮胎气门嘴离开拆装机头右边10mm左右。
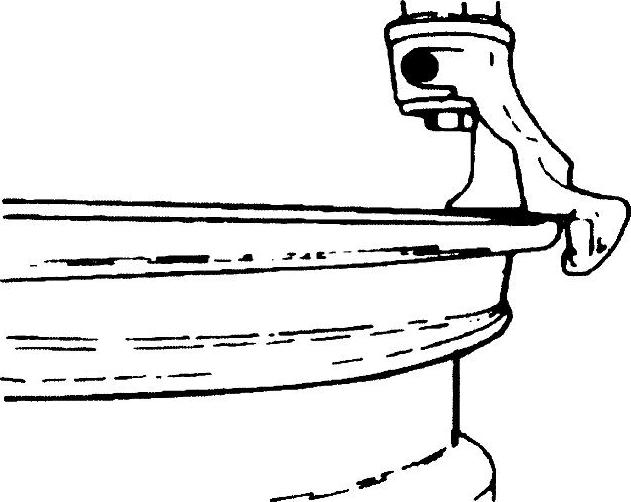
图2-27 锁紧杠杆锁紧位置
 (https://www.xing528.com)
(https://www.xing528.com)
图2-28 胎撬安装位置
注意:如拆卸轮胎受阻,应立即停车,上抬转盘正、反转踏板10,让转盘逆时针转动,消除障碍。
8)如果有内胎,取出内胎,而后重复以上步骤,拆下另一胎缘,如图2-29所示。
注意:在操作过程中,尽可能使手和身体其他部位远离动件,项链、手镯及宽松的服装对操作人员来说是危险的!
3.轮胎的安装(图2-30)
注意:在安装轮胎之前,应检查轮胎和轮辋的尺寸是否相同。
1)将轮辋锁定在转盘上。
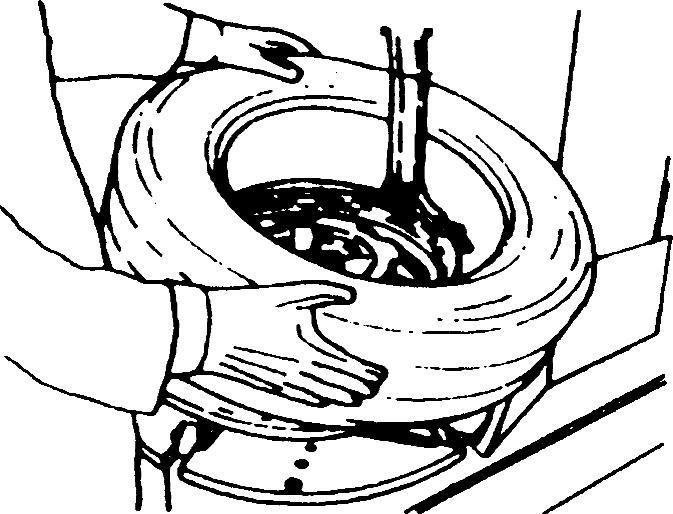
图2-29 取下胎缘

图2-30 轮胎的安装
2)将胎缘置于拆装机上,左端向上,同时压低胎侧。
3)用浓肥皂液润滑轮缘,顺时针旋转转盘,让胎缘落入轮辋内。
4)如有内胎,将其套在轮辋上,重复以上步骤,安装轮胎的上部。
注意:如果轮辋尺寸相同,不用总是锁紧、松开锁紧杆,只需向一边移动手臂即可。在锁住过程中,不要把手放到轮胎和夹爪之问,避免造成人身伤害。
4.车轮轮圈、螺母及轮毂轴承的检查
1)检查每个车轮轮圈上有无凹痕、变形和裂纹,特别是要注意4个螺栓孔上有无裂纹。有裂纹或损坏变形严重的轮圈必须更换。
2)检查车轮螺母是否紧固,如有必要,应重新按规定的拧紧力矩拧紧,如图2-31所示。车轮螺母的拧紧力矩为88~108N·m。
3)检查轮毂轴承磨损情况。
前轮:用千斤顶撑起前轴,使车轮离地,取下车轮装饰盖和前轮毂内盖,然后在轮毂上用一个千分表来测量轮毂轴承的止推间隙,如图2-32所示。止推间隙a极限值为0.1mm。当测量值超过极限值时,应更换轮毂总成。
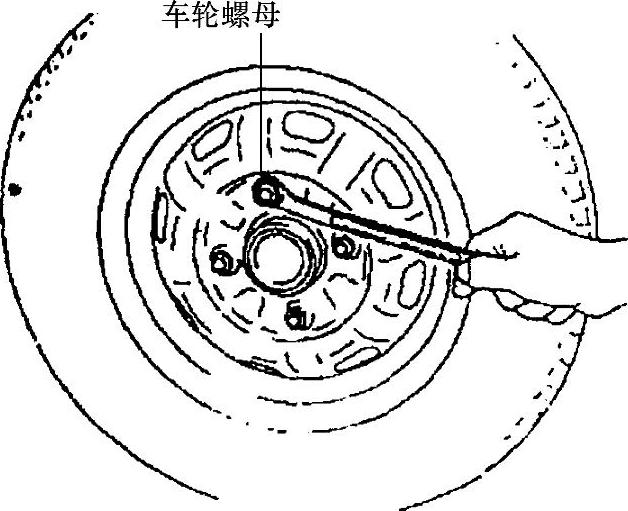
图2-31 紧固车轮螺母
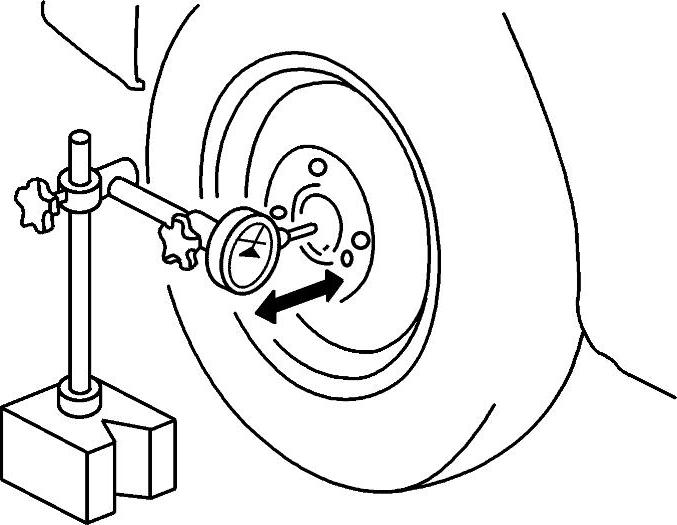
图2-32 测量轮毂轴承的止推间隙
后轮:用千斤顶撑起后轴,使车轮离地,取下车轮装饰盖,然后在后桥半轴中心上用一个千分表来测量轴承的止推间隙。止推间隙a极限值为0.8mm。当测量值超过极限值时,应更换轴承。
4)转动车轮,检查车轮轴承有无噪声、转动是否顺畅,若发现不良,应更换轮毂总成或轴承。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。