



常用钢筋连接方法有焊接连接、机械连接和绑扎连接。
1.焊接连接
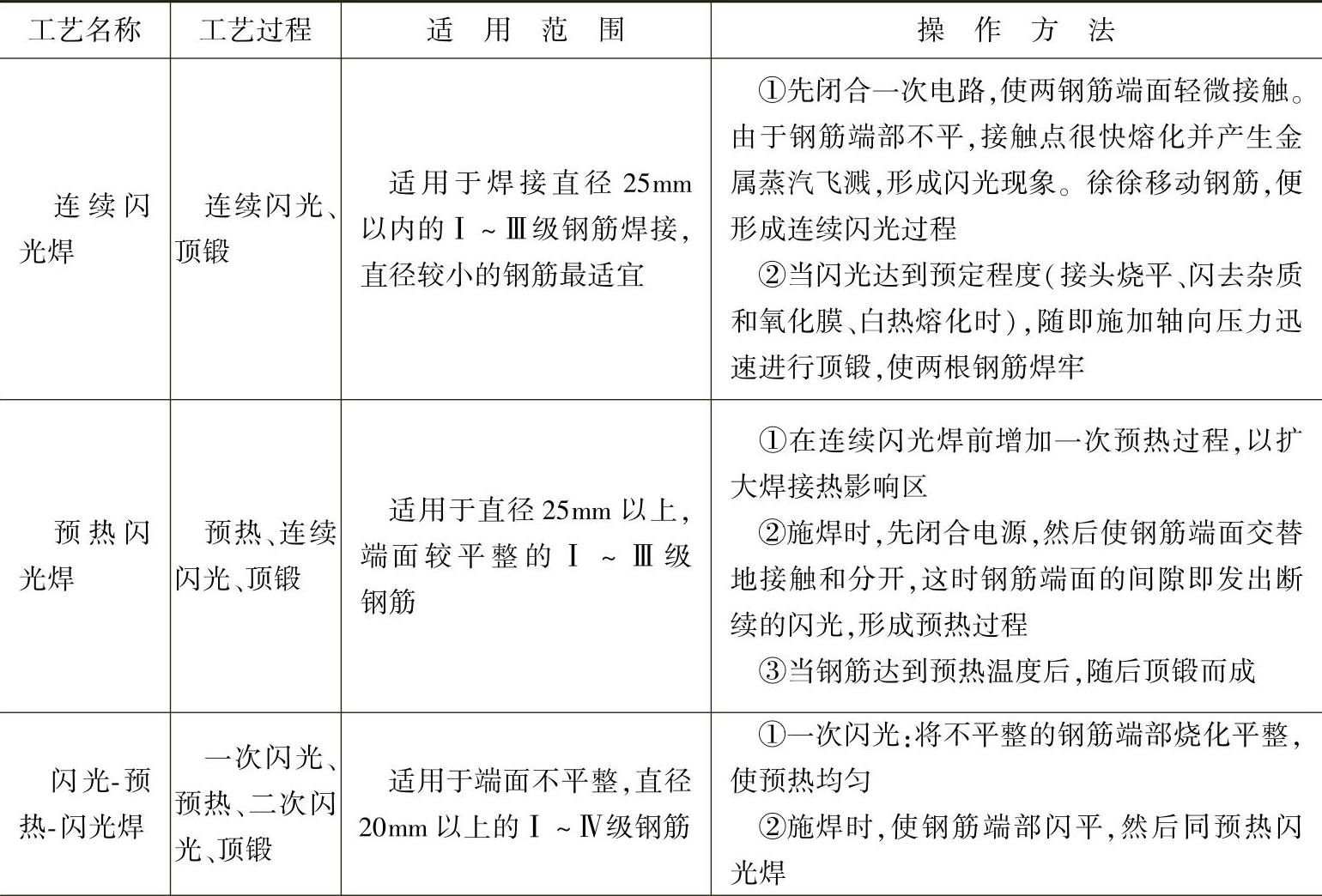
(1)闪光对焊 闪光对焊操作工艺简单、效率高、施工速度快、质量好、成本低,主要用于Ⅰ~Ⅳ级钢筋的接长及预应力钢筋与螺纹端杆锚具的连接。
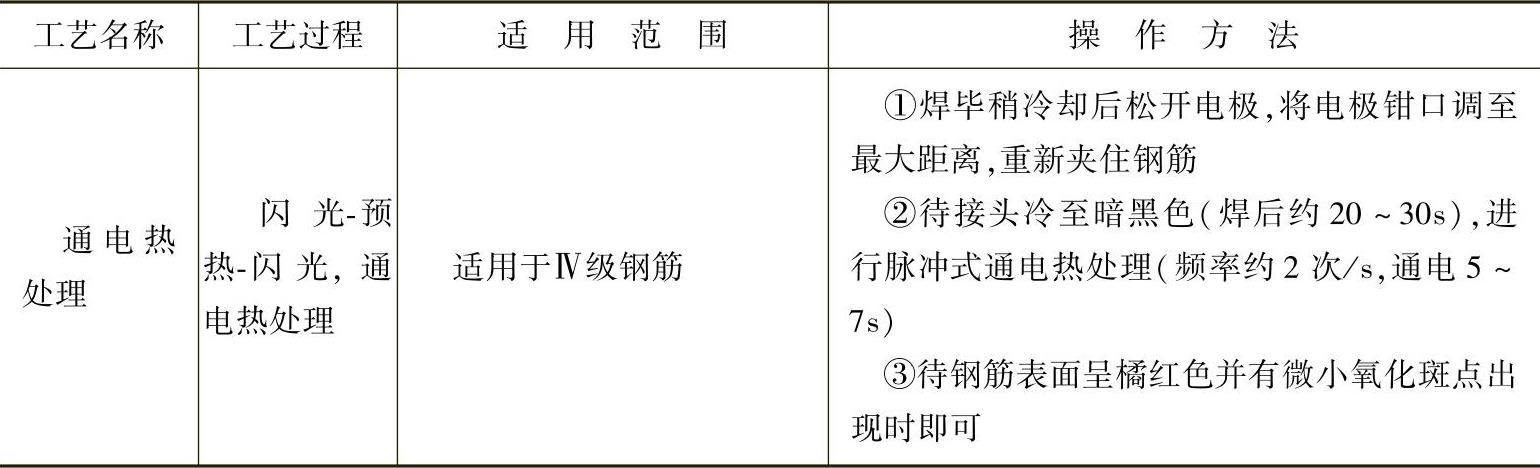
闪光对焊的焊接工艺可分为连续闪光焊、预热闪光焊和闪光-预热闪光焊三种,对焊接性能差的钢筋,焊后尚应通电处理,以改善接头性质,保证焊接接头具有足够的塑性。各种焊接工艺过程、适用范围和操作方法,见表4-8。
表4-8 闪光对焊工艺过程、适用范围和操作方法
(续)
(2)电弧焊
1)焊接设备 电弧焊的主要设备为弧焊机,分交流、直流两类。交流弧焊机结构简单,价格低廉,保养维修方便;直流弧焊机焊接电流稳定,焊接质量高,但价格昂贵。
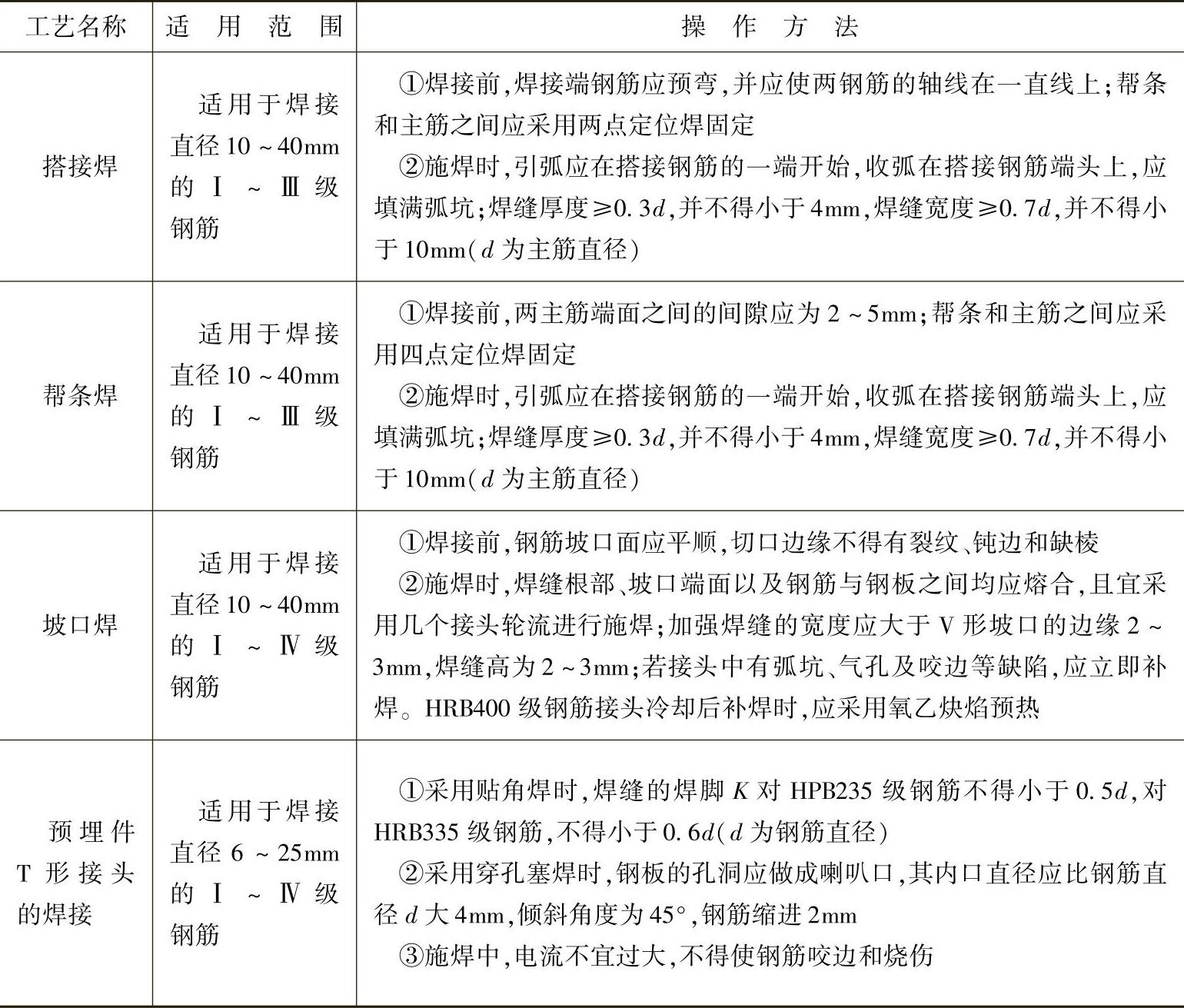
2)焊接工艺 电弧焊按接头形式分为搭接焊、帮条焊、坡口焊(又分为平焊和立焊)和预埋件T形接头的焊接,各种焊接方式的适用范围和操作方法见表4-9。
表4-9 电弧焊各种焊接方式的适用范围和操作方法
(3)电阻定位焊
1)焊接设备 常用定位焊机有三种,单点定位焊机(主要用于焊接较粗钢筋)、多点定位焊机(主要用于焊接钢筋网片)和悬挂式定位焊机(能任意移动,可焊接各种几何形状的大型钢筋网片和钢筋骨架)。
2)焊接工艺 电阻定位焊工艺过程包括:预压、加热熔化、锻压。
焊点的压入深度,应符合要求:热轧钢筋定位焊时,压入深度为较小钢筋直径的30%~45%;冷拔低碳钢丝或冷轧带肋钢筋定位焊时,压入深度应为较小钢筋直径的30%~35%。
3)定位焊参数 电阻定位焊的工作参数包括:变压器级数、通电时间、电流强度、电极压力等。应根据钢筋级别、直径及定位焊机性能等具体情况选择工作参数。
(4)电渣压力焊
1)焊接设备 电渣压力焊的主要设备是交流弧焊机,另外设有夹钳和电路的控制设备。
2)焊接工艺 电渣压力焊的工艺过程包括:引弧过程、电弧过程、电渣过程和挤压过程。
3)焊接参数 电渣压力焊的焊接参数主要包括:焊接电流、焊接电压和焊接时间等。
2.机械连接
钢筋机械连接方法分类及适用范围见表4-10。
表4-10 钢筋机械连接方法分类及适用范围
 (https://www.xing528.com)
(https://www.xing528.com)
(1)带肋钢筋套筒挤压连接
1)机具设备和材料 机具设备包括压接钳、高压泵站和高压胶管等;材料为优质钢套筒。
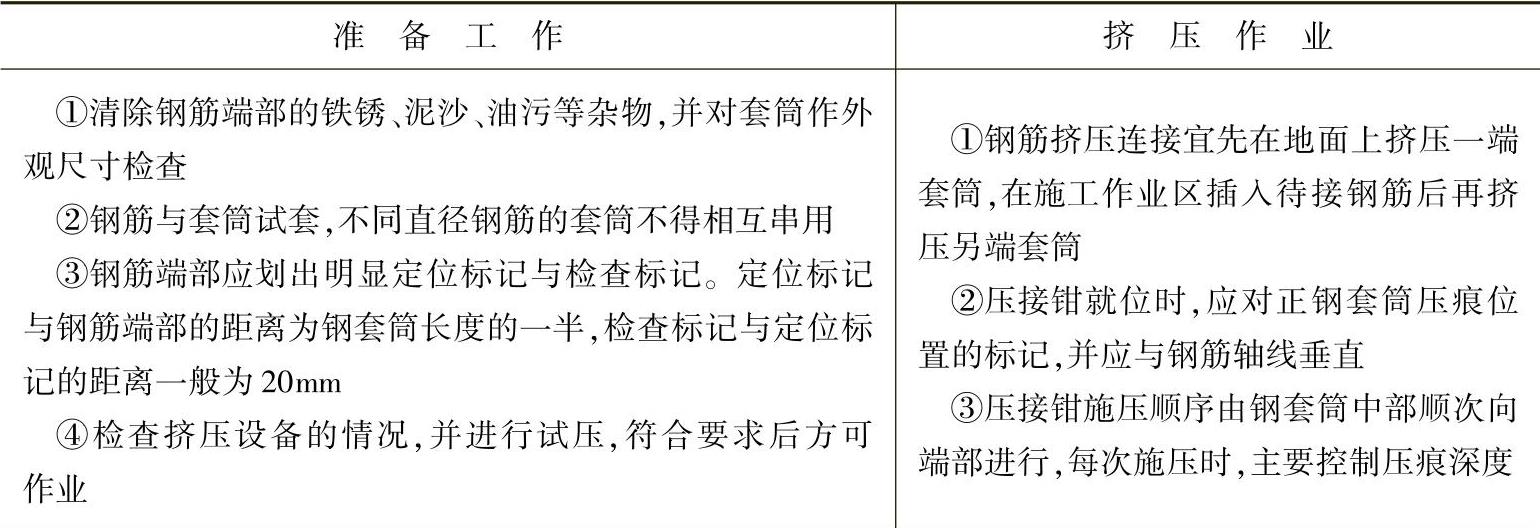
2)连接工艺 带肋钢筋套筒挤压连接工艺见表4-11。
3)工艺参数 带肋钢筋挤压连接的工艺参数包括压接顺序、压接力和挤压变形量,但接头性能主要取决于挤压变形量(包括压痕最小直径、压痕总宽度)。
表4-11 带肋钢筋套筒挤压连接工艺
(2)锥螺纹套筒连接
1)机具设备和材料 机具设备包括钢筋套螺纹机、扭力扳手和量规(包括牙形规和卡规),材料为锥螺纹套筒。
2)连接工艺
① 将需连接的钢筋端部套螺纹,形成锥形外丝,一端拧上塑料保护帽,另一端用扭力扳手按规定的力矩值(见表4-12),将锥螺纹套筒事先拧上。
② 回收待接钢筋端部的塑料保护帽和锥螺纹套筒的密封盖,检查丝头质量。
③ 检查合格后方可对接钢筋,用扭力扳手按规定的力矩值把钢筋接头拧至调定力矩值,画上油漆标记,以防漏拧。
表4-12 锥螺纹钢筋接头拧紧力矩值

(3)镦粗直螺纹套筒连接
1)机具设备和材料 机具设备包括镦头机、套螺纹机、高压油泵、扭力扳手和量规;材料为带直螺纹的套筒。
2)连接工艺 将需连接的钢筋端部镦粗;将已镦粗的钢筋端部套螺纹;形成直螺纹;用套筒对接钢筋。
3.绑扎连接
钢筋的绑扎连接,工艺简单、工效高、无须连接设备。适用于直径较小的钢筋的连接。
(1)绑扎工具和材料 绑扎工具,如扳手、小撬棍、划线尺和绑扎架等;材料为铁丝,一般可采用20~22号铁丝,其中22号铁丝只用于绑扎直径12mm以下的钢筋。
(2)绑扎连接的工艺和一般要求 绑扎接头处的中心和两端均应用铁丝扎牢;在受拉区内,Ⅰ级钢筋绑扎接头的末端应做有弯钩,Ⅱ级、Ⅲ级钢筋可以不做弯钩;在受压区内直径不大于12mm的Ⅰ级钢筋的末端,以及轴心受压构件中的受力钢筋的末端,可以不做弯钩,但钢筋搭接长度不应小于钢筋直径的35倍。绑扎接头的最小搭接长度应符合表4-13规定。
表4-13 纵向受拉钢筋绑扎接头的最小搭接长度 (单位:mm)
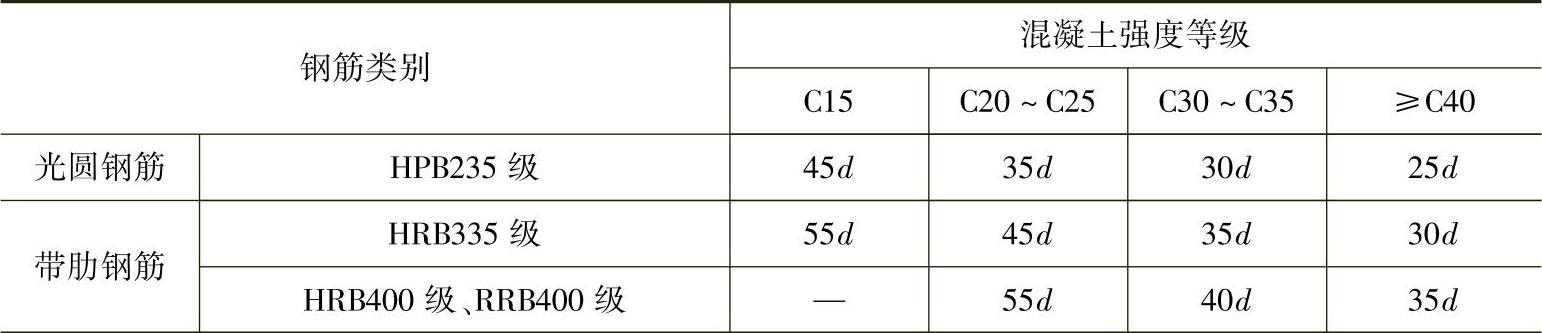
注:d为钢筋直径,两根直径不同钢筋的搭接长度,以较细钢筋的直径计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。