



1.气门、气门弹簧和气门油封的拆卸
1)拆下气缸盖。
2)如图10-28所示,使用合适尺寸的套筒A和塑料棒B,轻轻地敲击弹簧挡圈以松开气门弹簧座销。
3)安装如图10-29所示的气门弹簧压缩器。压缩弹簧,并拆下气门弹簧座销。
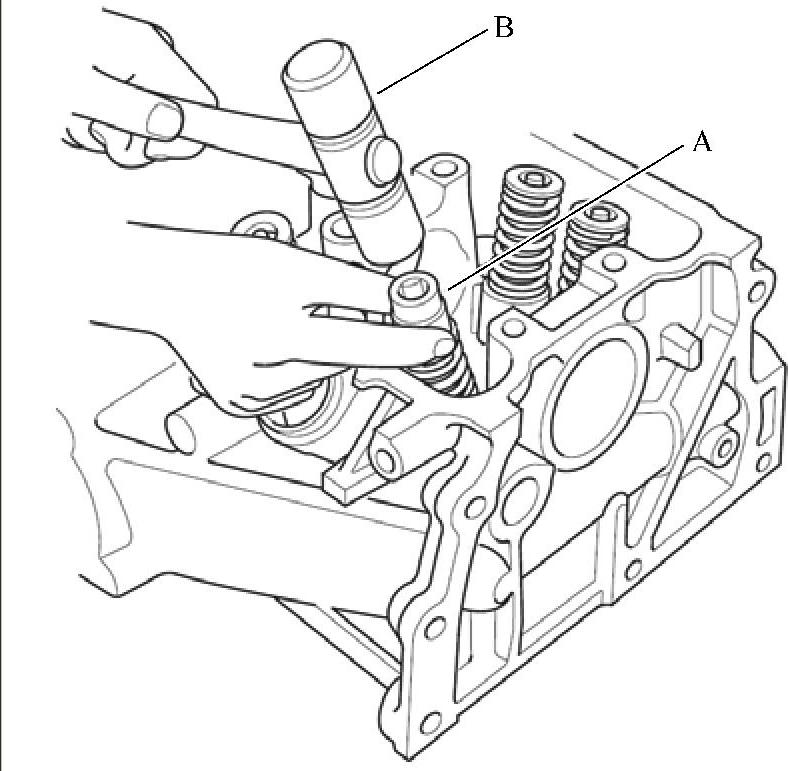
图10-28 敲击弹簧挡圈
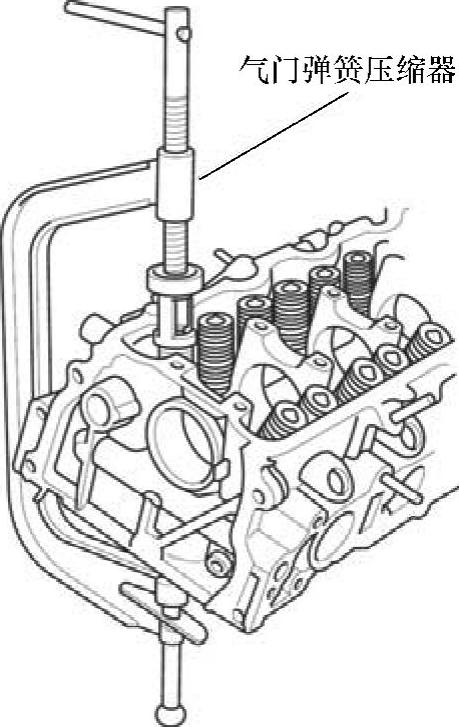
图10-29 安装气门弹簧压缩器
4)拆下气门弹簧压缩器,然后拆下弹簧挡圈、气门弹簧、气门密封件和气门弹簧座。
5)如图10-30所示,测量进、排气门的尺寸。
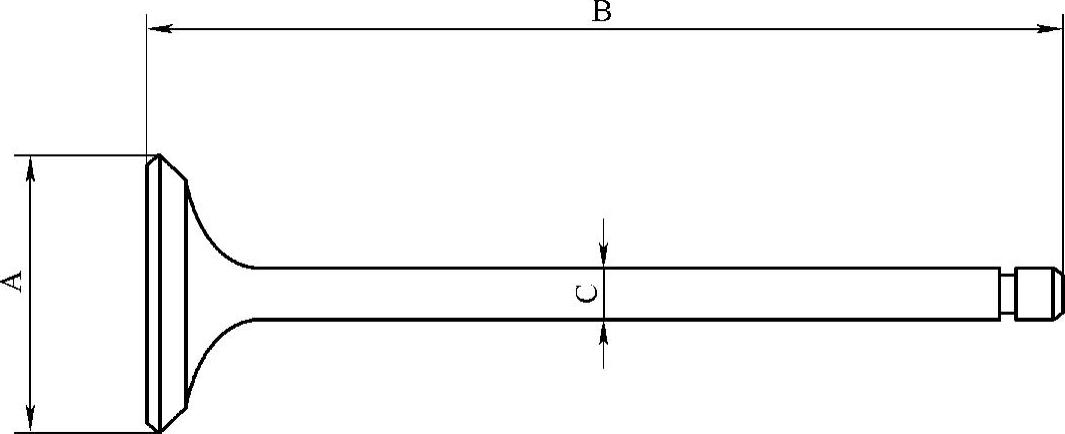
图10-30 气门尺寸
A—气门头直径 B—气门长度 C—气门杆直径
2.气门导管的更换
1)用如下方法检查气门杆至导管的间隙:
用千分尺测量的气门杆外径减去图10-31所示用内径千分尺或球形量规测量的气门导管内径。沿气门杆的三点和气门导管内的三点进行测量。导管最大测量值与气门杆最小测量值之间的差值不应超出维修极限。
进气门杆至导管的间隙维修极限:0.08mm
排气门杆至导管的间隙维修极限:0.11mm
2)如图10-32所示,改装通用的空气冲击气门导管拆装器A以适应气门导管直径。在大多数情况下,使用气门导管拆装器和常规的锤子能够完成同样的程序。
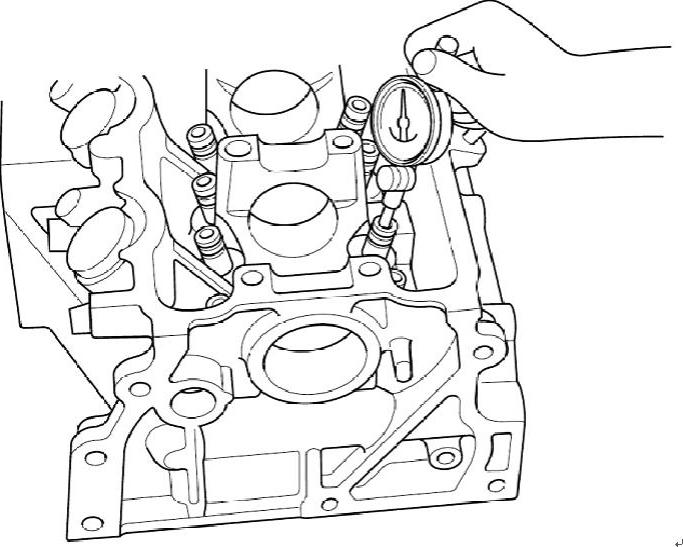
图10-31 测量气门导管内径
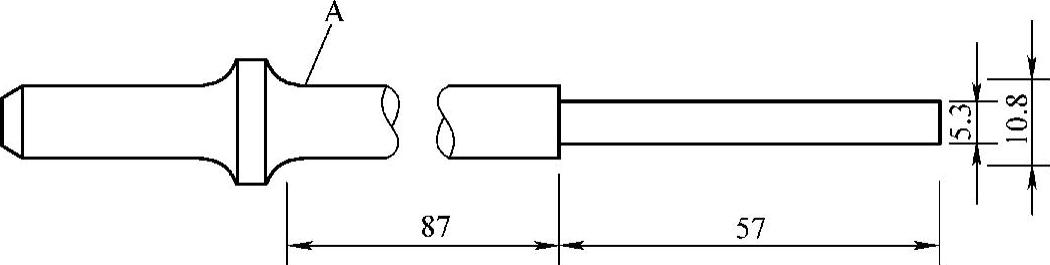
图10-32 气门导管拆装器
3)选择合适的更换导管,并且在冰箱的冷冻室将其冷冻约1h。
4)使用一个加热盘或烤箱将气缸盖均匀加热到150℃。用烹饪温度计监测温度。不要使气缸盖的温度超过150℃,多余的热量可能会使气门座松动。
5)从凸轮轴侧开始,使用气门导管拆装器和气锤来将导管向燃烧室移动约2mm。这将除去一些积炭,并使拆卸更容易。将气锤直接与气门导管对准以防损坏拆装器。
6)将气缸盖翻转,并将气门导管朝气缸盖的凸轮轴侧敲下,如图10-33所示。
7)如果气门导管不能移动,则用一个8mm的钻头将其钻出,然后再试一次。仅在极端情况下才钻出导管;如果导管破裂则可能会损坏气缸盖。
8)一次一个将新的导管从冷冻室中取出。
9)在新气门导管的外侧,涂抹一薄层新的机油。从气缸盖的凸轮轴侧安装导管;使用气门导管拆装器将导管压至导管B规定的安装高度A,如图10-34所示。如果要安装所有的导管,可能需要重新加热气缸盖。
气门导管的安装高度:15.85~16.35mm
10)将切削油涂抹到铰刀和气门导管上。
11)将铰刀顺时针旋转至彻底达到气门导管孔的深度,如图10-35所示。
12)将铰刀从气门导管孔移出时,继续顺时针旋转铰刀。
13)在清洁剂和水中彻底清洗导管,以清除所有切屑。
14)用气门检查间隙。确认气门能够在进气门和排气门导管中没有卡滞地滑动。
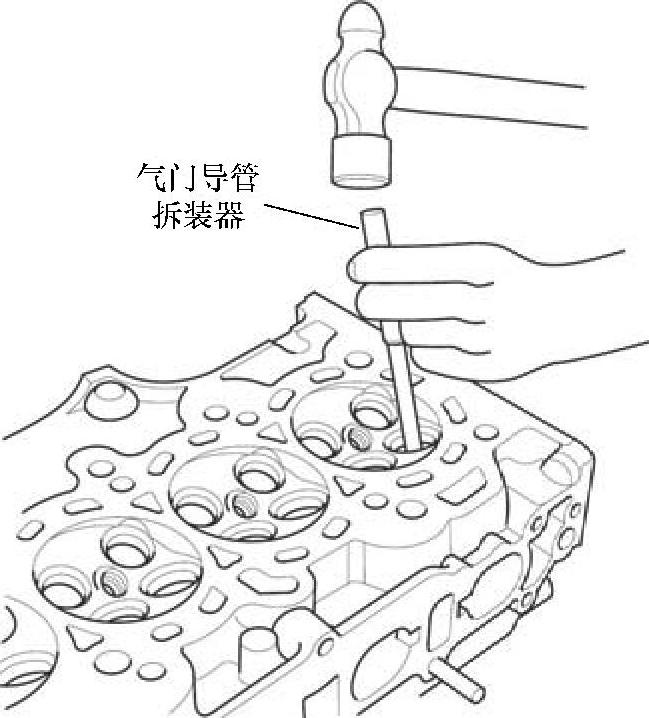
图10-33 敲出气门导管
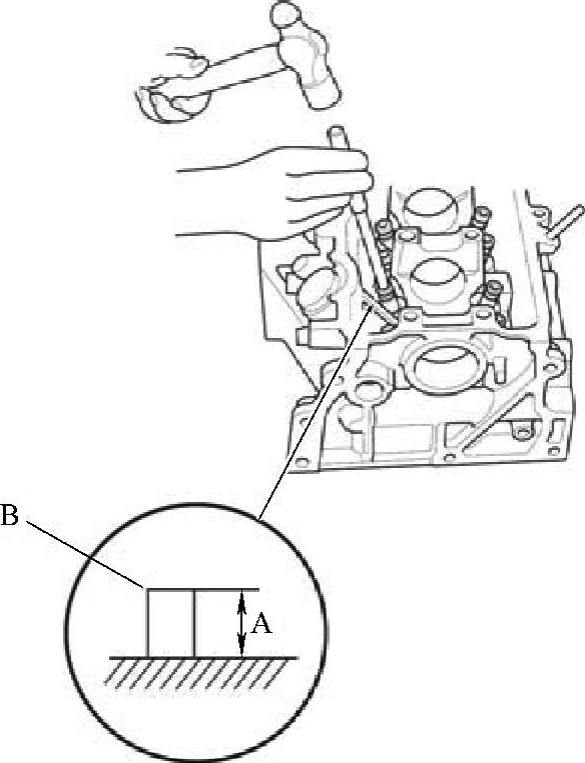
图10-34 安装气门导管
15)检查气门座。如有必要,用气门座铰刀修复气门座。(https://www.xing528.com)
3.气门座的修理
1)检查气门杆至导管的间隙。如果气门导管磨损,则在铰削气门座前将其更换。
2)使用气门座铰刀修复气缸盖中的气门座,如图10-36所示。
3)小心地铰削一个45°气门座,仅铰削最少量的金属并确保气门座平滑和同心。
4)如图10-37所示,使转角处上、下边缘成斜角。检查气门座的宽度并作相应的调整。
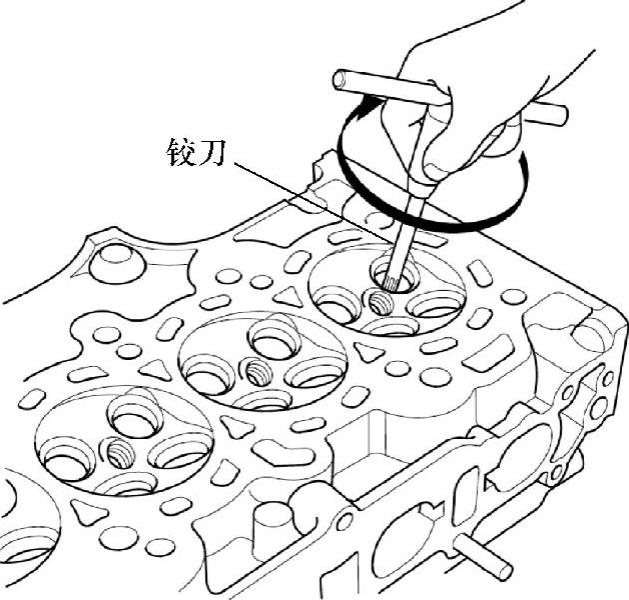
图10-35 铰削气门导管
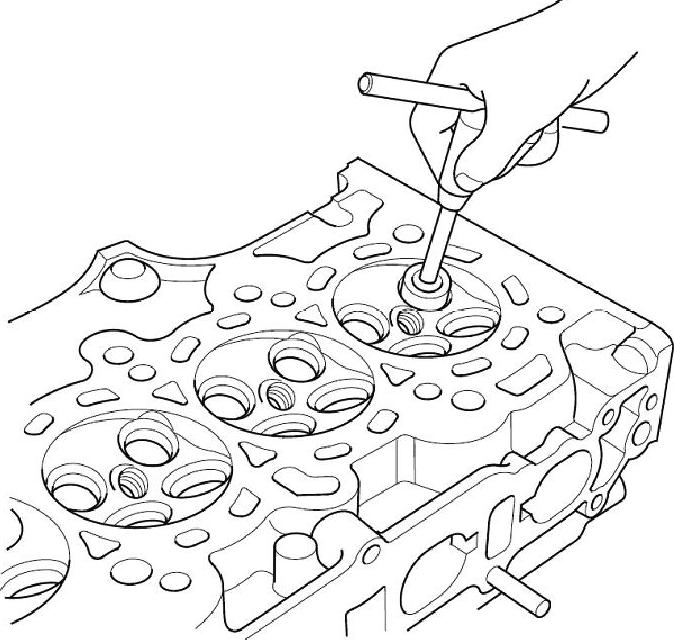
图10-36 修复气门座
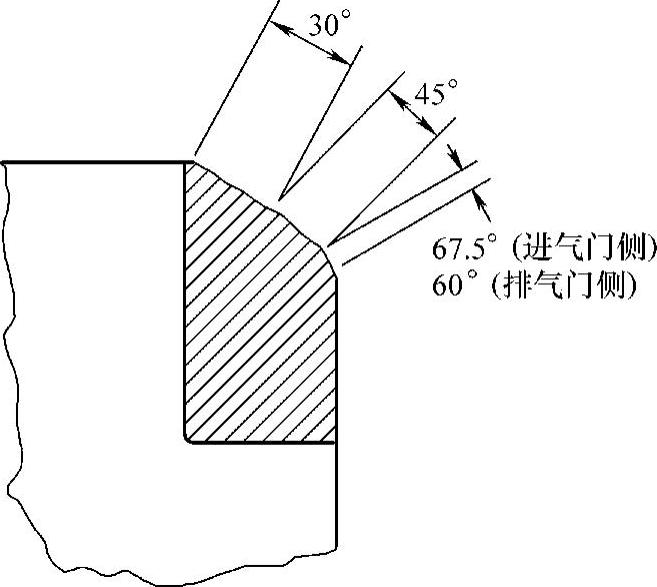
图10-37 气门座铰削角度
5)用45°铰刀再进行一次轻微铰削,以清除其他铰刀可能产生的所有毛刺。
气门座宽度:进气:0.85~1.15mm;排气:1.25~1.55mm。
6)重新修整气门座后,检查气门座是否平滑:如图10-38所示,将普鲁士蓝复合膏A涂抹到气门锥面上,将气门插入气缸盖中原来的位置,然后提升气门数次并使其紧靠着气门座。
7)如蓝色复合膏所示,实际的气门座接合表面B应处于气门座的中心。
①如果接合面太高(更靠近气门杆),必须用67.5°铰刀(进气)或60°铰刀(排气)进行第二次铰削以使其向下移动,然后用45°铰刀再一次铰削以恢复气门座宽度。
②如果接合面太低(更靠近气门边缘),必须用30°铰刀进行第二次铰削以使其向上移动,然后用45°铰刀再一次铰削以恢复气门座宽度。
注意:最后一次铰削始终使用45°铰刀。
8)将进气门和排气门插入气缸盖,并测量气门杆的安装高度A,如图10-39所示。
进气门杆安装高度:46.1~46.5mm,维修极限:46.8mm。
排气门杆安装高度:46.2~46.6mm,维修极限:46.9mm。
9)如果气门杆安装高度超出维修极限,则更换气门并重新检查。如果气门杆安装高度仍超出维修极限,说明气门座在气缸盖内太深,需更换气缸盖。
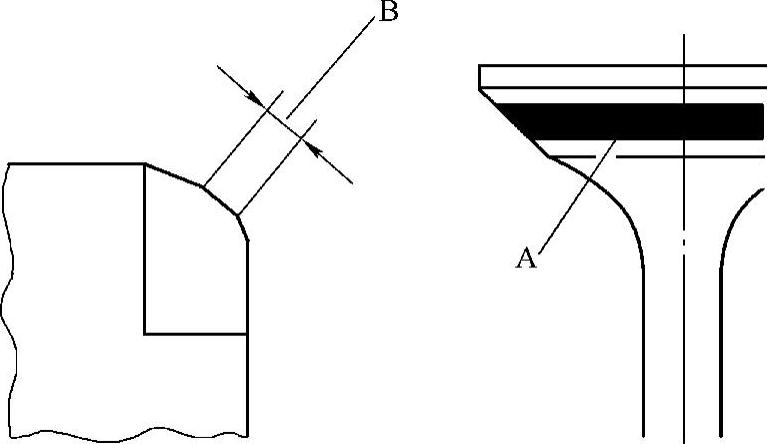
图10-38 检查气门与气门座的接合面
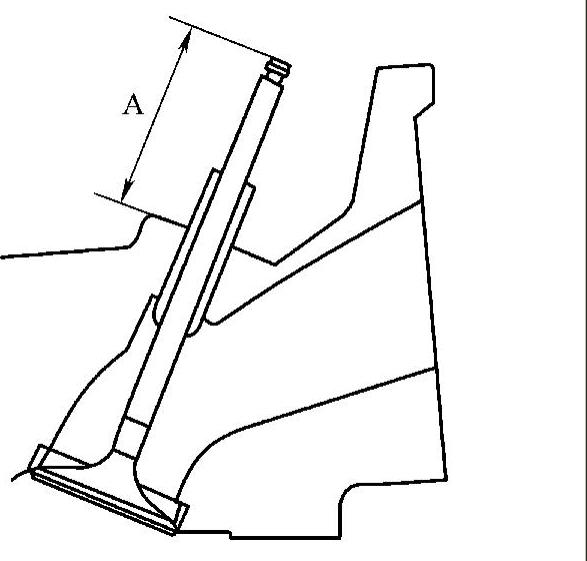
图10-39 气门杆安装高度
4.气门、弹簧和气门油封的安装
1)在气门杆上涂抹一层新的机油,将气门安装到气门导管中。
2)检查并确认气门能够平稳地上、下移动。
3)将弹簧座安装在气缸盖上。
4)用气门油封安装工具安装新的气门油封,如图10-40所示。
注意:排气门油封C上的黑色弹簧D和进气门油封E上的白色弹簧F不能互换。
5)安装气门弹簧,将气门弹簧端部紧紧缠绕在气缸盖上。
6)安装气门座。
7)安装气门弹簧压缩器,压缩气门弹簧并安装气门弹簧座销,如图10-29所示。
8)如图10-41所示,用一个塑料棒A轻轻敲击各个气门杆端部三次,以确保气门和气门弹簧座销正确定位。仅允许沿着气门杆的轴线敲击气门杆,这样就不会弄弯气门杆。
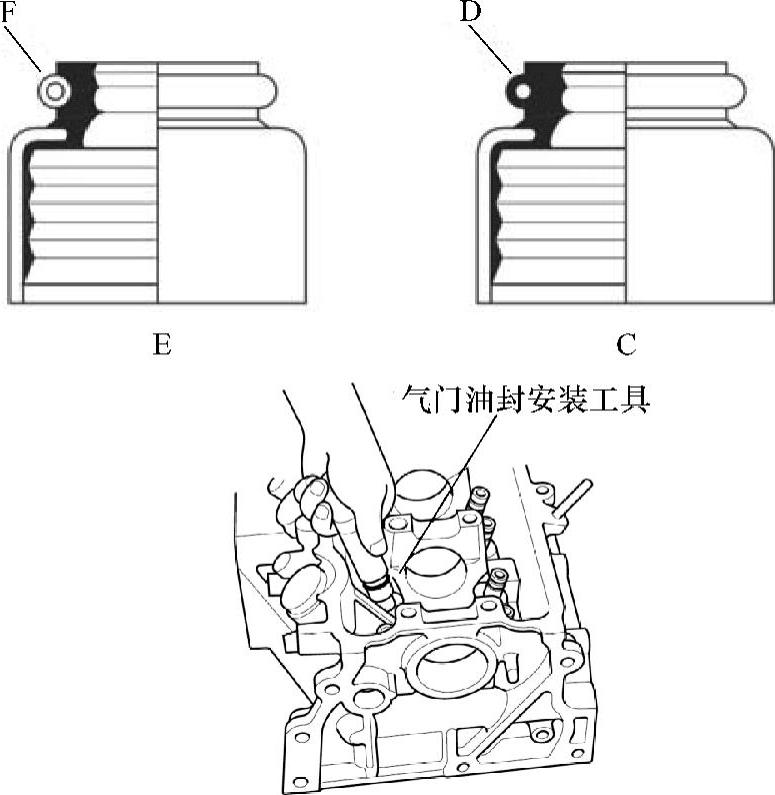
图10-40 安装气门油封
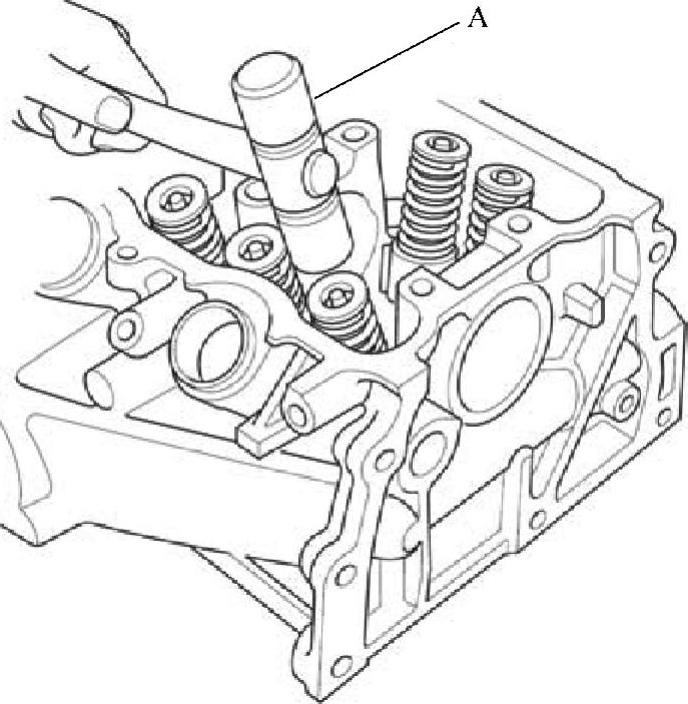
图10-41 敲击各个气门杆端部
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。