



焊接钢管,是以带钢经过弯曲成型、连续焊接和精整三个基本工序制成的。随着优质带钢连轧工艺的进步和焊接及检验技术的提高,焊接钢管得到较快的发展与提高。
(1)焊管用钢的牌号。标准对制管用钢的规定,碳素结构钢为Q195、Q215A、Q215B、Q235A、Q235B五个牌号;低合金高强度结构钢为Q295A、Q295B、Q345A、Q345B四个牌号;还可用经供需双方议定的适合制管工艺的其他钢材。
(2)焊管的种类。焊管按壁厚分为普通钢管和加厚钢管两种。焊管采用电阻焊或埋弧焊的方法制造。公称外径不大于323.9mm的管,可提供镀锌钢管。根据需方要求,经供需双方议定,钢管端部可加工螺纹。
(3)焊管的规格尺寸。应以管的公称外径及公称壁厚表示其规格;对公称外径168.3mm及以下的管,可用公称口径来表示。按《低压流体输送用焊接钢管》(GB/T 3091—2008)中定型的尺寸,公称直径由6~1626mm,共41种;公称壁厚由2~25mm,计26个。按公称外径大小,从同一厚度系列中选定一个或几个值。
(4)焊管的标记。标准中规定了焊管的统一标记,应依次写出以下内容的代号或数值:“用钢的牌号·是否镀锌 公称外径×公称壁厚×长度 焊接方法 执行标准号”。其中镀锌管写Zn,不镀锌管则空白;焊接方法的代号,电阻焊代号为ERW,埋弧焊用SAW。
(5)对焊管的技术要求。焊管应保证尺寸允许偏差、椭圆度和弯曲度的限值、理论质量、表面质量、力学性能和工艺性能符合标准规定。其中工艺性能,要求弯曲试验和压扁试验;力学性能的项目和指标,应符合表7-10的规定。此外,要求焊管应逐根进行液压试验,在规定的时间和压力下不发生渗漏。制造厂可用涡流探伤和超声波探伤代替液压试验。(https://www.xing528.com)
表7-10 焊接钢管力学性能的项目和指标
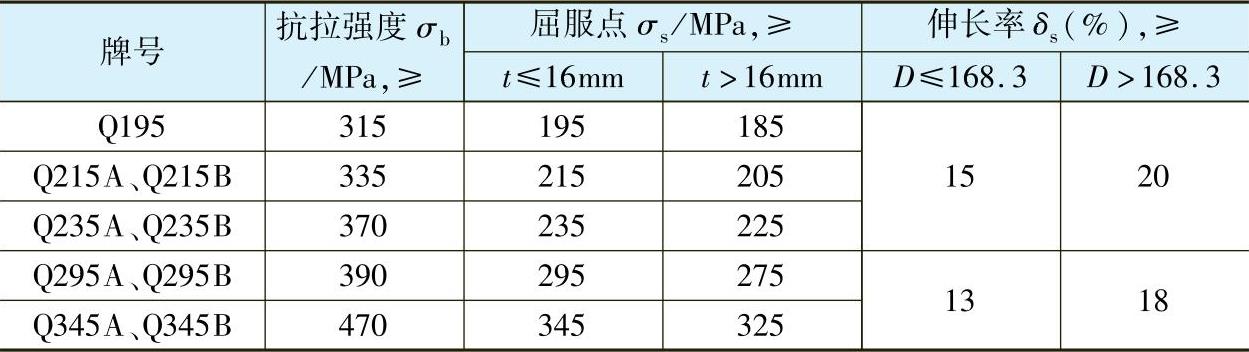
注:1.表中D为公称外径,单位为mm。对于D≤114.3mm的管,不测σs;对于D>114.3mm的管,σs的测值供参考,不作交货条件。t为钢管壁厚。
2.采用其他牌号钢制造的管,力学性能指标由供需双方商定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。