



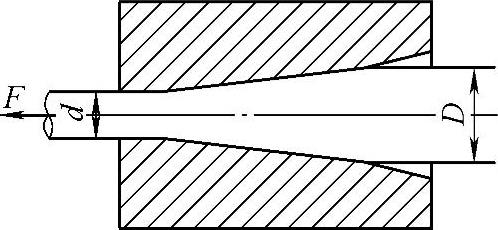
图4-36 冷拔模孔
钢筋的冷拔是在常温下,将直径为6~8mm的HPB235级光圆钢筋,以强力拉拔的方式通过比钢筋直径小0.5~1mm的钨合金拔丝模(见图4-36),把钢筋拔成强度高、规格小的钢丝(简称冷拔丝)。钢筋在通过冷拔后,其强度大幅度提高(一般可提高40%~90%),塑性降低,硬度增加,故冷拔低碳钢丝被列为硬钢种。
根据有关规范规定,冷拔钢丝可分为甲级和乙级两种,甲级冷拔丝主要用于预应力混凝土结构中的预应力筋,乙级冷拔丝用于焊接网、焊接架、箍筋和构造钢筋等。
1.钢筋的冷拔工艺
冷拔工艺流程为:钢筋剥皮——轧头——拔丝。
(1)钢筋剥皮 盘圆钢筋表面常有一种氧化铁锈层,硬度高,极易磨损拔丝模孔。由于拔丝模孔损坏后会使钢丝表面产生沟痕或其他缺陷甚至断丝,因此盘圆钢筋冷拔前应经除锈剥皮处理。
除锈剥皮一般采用机械方法,将钢筋通过2~3个上下交错排列的辊轮,钢筋经反复弯曲后锈层即能碎裂剥落,如图4-37所示。
(2)钢筋轧头 盘圆钢筋经除锈剥皮后,端头应再使用轧头机轧细,以便于穿过拔丝模孔。轧头机内有上、下一对轧轮,两个轧轮上有不同直径的半圆形槽。钢筋被放入对应直径的圆槽内反复轧细,直至钢筋能穿过拔丝模孔,如图4-38所示。
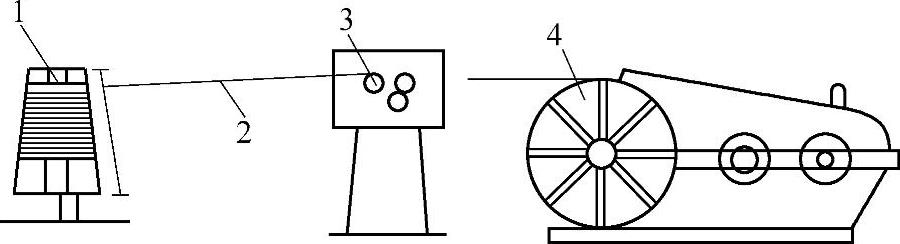
图4-37 除锈剥皮机示意图
1—放圈架 2—钢筋 3—辊轮 4—卷筒
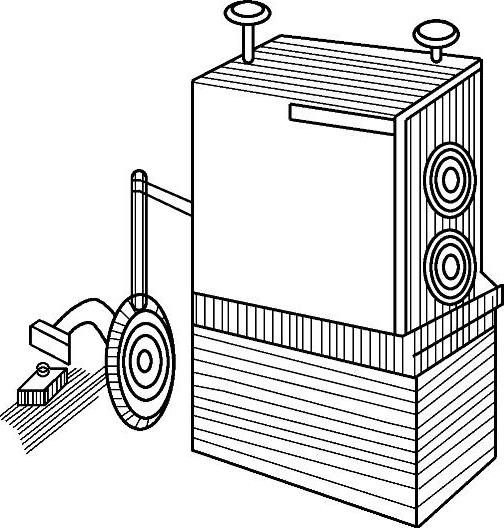
图4-38 钢筋轧头机
(3)拔丝 将已轧细的钢筋端头穿过拔丝机的拔丝模孔,盘上钢丝架,在拔丝壳内接通冷却水后即可进行拔丝操作。
拔丝机按构造分为立式和卧式两种,如图4-39及图4-40所示,而每种又有单卷筒和多卷筒之分。立式拔丝机多用于拔细丝,卧式拔丝机适用于拔粗丝或长度较大的盘圆钢筋。(https://www.xing528.com)
2.钢筋冷拔操作的要点及注意事项
1)冷拔前应对原材料进行检验。甲级冷拔低碳钢丝宜优先采用甲类3号钢盘圆拔制。
2)原材料截面不规则的、扁圆的、带刺的、太硬的、潮湿的钢筋不能勉强上机拔制,否则,不但拔丝的质量难以保证,而且容易损坏拔丝模。
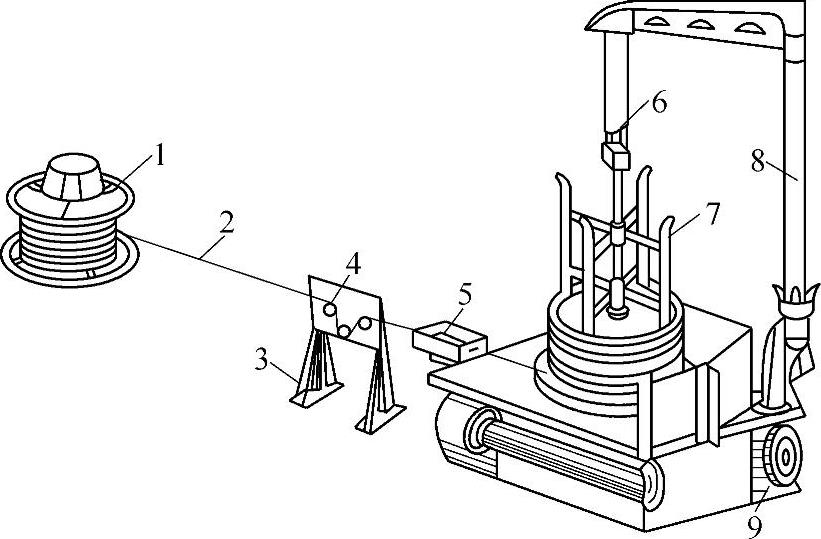
图4-39 立式单卷筒拔丝机拔丝示意图
1—盘圆架 2—钢筋 3—剥壳装置 4—辊轮 5—拔丝模 6—滑轮 7—绕丝筒 8—支架 9—电动机
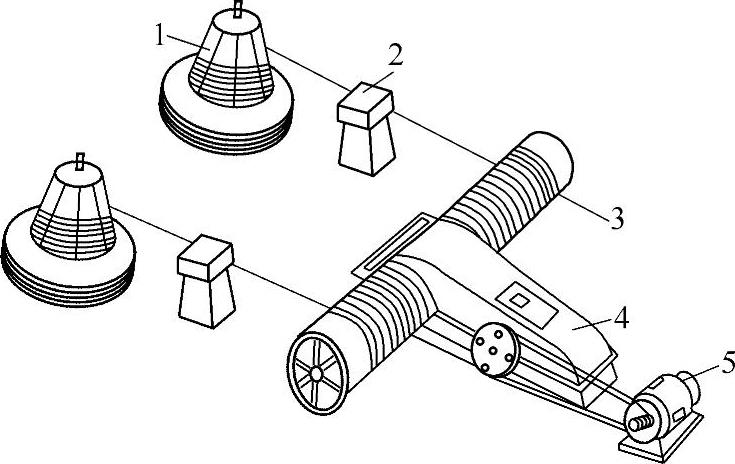
图4-40 卧式双卷筒拔丝机拔丝示意图
1—放圈架 2—拔丝模盒 3—卧式卷筒 4—变速箱 5—电动机
3)钢筋轧头要求达到圆度均匀,长度约300mm,直径比拔丝模小0.5~0.8mm,钢筋每冷拔一次应轧头一次。
4)钢筋由盘圆加工成冷拔丝要经过多次冷拔,冷拔时,每次的压缩率不能过大,一般按以下两种方案进行:
ϕ8mm的盘圆拔制直径为5mm的冷拔丝:ϕ8mmϕ6.5mmϕ5.7mmϕ5mm。
ϕ6.5mm的盘圆拔制直径为4mm和3mm的冷拔丝:ϕ6.5mmϕ5.5mm——ϕ4.6mm——ϕ4mm——ϕ3.5mm——ϕ3mm。
5)正确选用符合规格要求的拔丝模,注意拔丝模的正反面不要放反;拔制过程中如发现冷拔丝出现砂孔、沟痕和夹皮等缺陷时,应立即更换拔丝模和调整拔丝速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。