



钢筋的冷拉是指在常温下,以超过钢筋屈服强度的拉应力拉伸钢筋,使钢筋产生塑性变形,以达到调直钢筋、除锈、提高强度、节约钢材的目的。
1.钢筋的冷拉工艺
钢筋的冷拉工艺是根据所采用的机械设备、钢筋的品种规格、现场施工条件布置等条件来决定的。
(1)卷扬机冷拉工艺 它是采用卷扬机带动滑轮组装置系统作为冷拉动力的机械式冷拉工艺。卷扬机冷拉工艺是钢筋冷拉施工中最常用的施工工艺。卷扬机冷拉工艺有四种方案,如图4-29所示。冷拉细钢筋和中粗钢筋宜选用图4-29a、b方案,冷拉粗钢筋宜选用图4-29c、d方案。
(2)液压冷拉工艺 是采用长行程(1500mm以上)的专用液压千斤顶和高压油泵作为冷拉动力,配合台座机构进行冷拉的一种液压冷拉工艺,这种冷拉工艺没有过多的附属设备,具有工艺布置紧凑、工效高、劳动强度小、操作平稳、能正确测定冷拉率和冷拉控制应力等优点。但行程较短,设备制造复杂。适用于冷拉20mm以上的钢筋。工艺布置如图4-30所示。
2.钢筋冷拉的主要设备
钢筋冷拉所需的主要设备有以下几种:
(1)电动卷扬机 主要有电动快速和电动慢速卷扬机两种。冷拉工艺一般采用电动慢速卷扬机。
(2)滑轮组及回程装置 滑轮组是配合卷扬机冷拉工艺的主要附属工具,由一定数量的定滑轮和动滑轮及绕过它们的绳索组成,其作用是增加拉力、降低冷拉速度。一般采用3~8门,可拉的拉力为150~500kN。
(3)冷拉夹具 是夹紧冷拉钢筋的器具,要求夹紧能力强、安全可靠、耐用、操作方便及加工简单等。目前常用的冷拉夹具有:
1)楔块式夹具。基本构造及尺寸如图4-31a所示。它采用优质碳素钢制作而成,加工后应进行热处理,经淬火后硬度很大。适用于冷拉直径在14mm以下的钢筋。
2)偏心夹具。基本构造及尺寸如图4-31b所示。它采用优质碳素钢制作,加工后应热处理,经淬火后硬度很大。适用于HPB235级盘圆钢筋冷拉。
3)槽式夹具。基本构造如图4-31c所示。它没有一定的形式及规格,可依据实际情况而定。一般适用于两端有螺杆或墩粗头的冷拉钢筋。
(4)测力器 测力器是控制钢筋冷拉应力的测量装置,主要有以下几种:
1)千斤顶。千斤顶张拉力大,达490~980kN,最大的有4900kN。工作情况如图4-32所示,其压力表上的读数乘以活塞底面积等于冷拉力。
2)弹簧测力器。弹簧测力器是用大车缓冲弹簧改制而成的,以弹簧的压缩来换算成冷拉力。
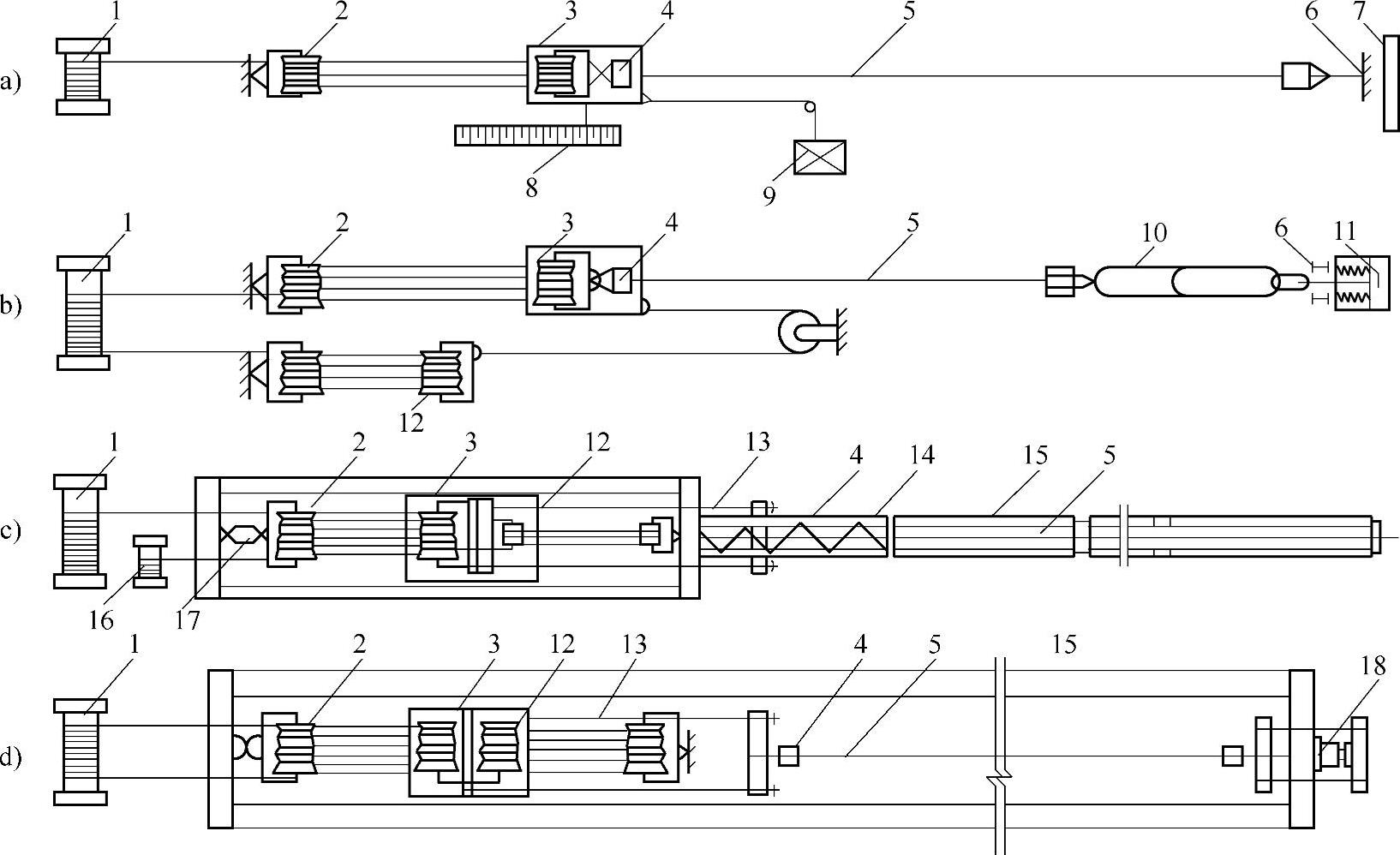
图4-29 卷扬机冷拉工艺
1—卷扬机 2—滑轮组 3—冷拉小车 4—钢筋夹具 5—钢筋 6—地锚 7—防护壁 8—标尺 9—回程荷重架 1O—连接杆 11—弹簧测力器 12—回程滑轮组 13—传力架 14—钢压柱 15—槽式台座 16—回程卷扬机 17—电子秤 18—液压千斤顶
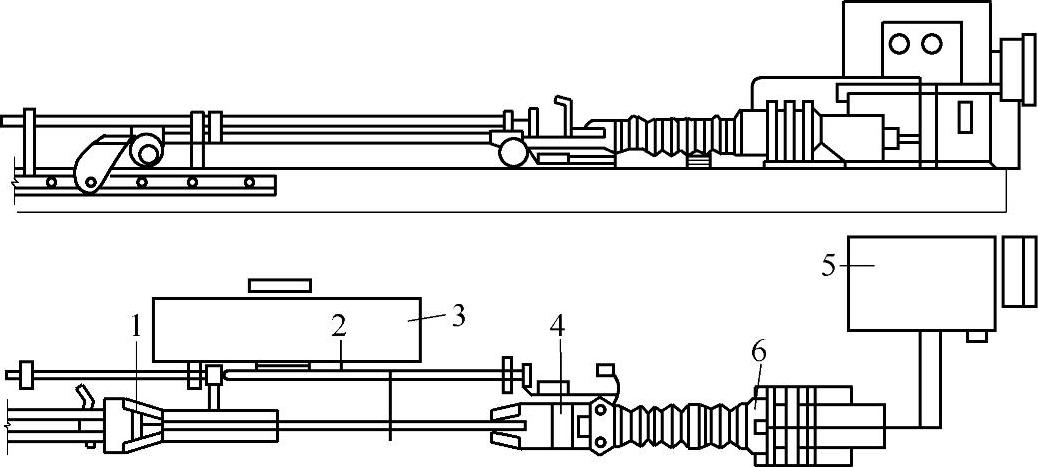
图4-30 液压冷拉工艺
1—末端挂钩夹具 2—翻料架 3—装料小车 4—前端夹具 5—泵阀控制器 6—液压冷拉机
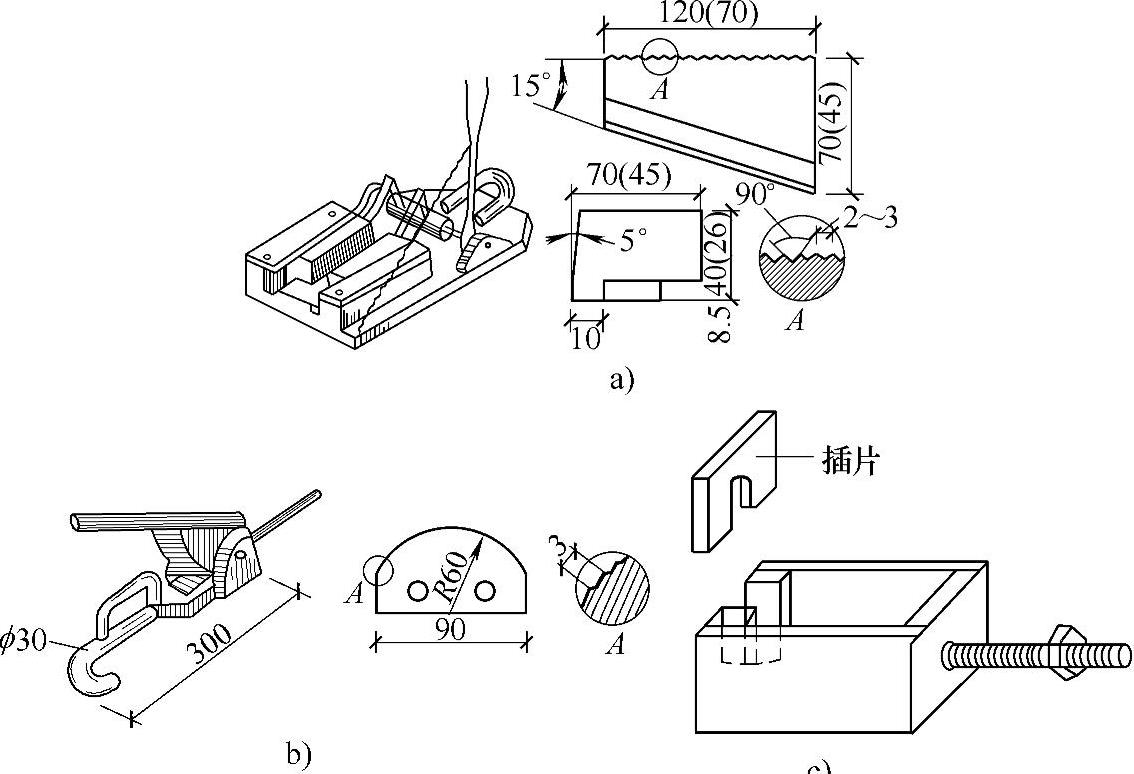
图4-31 常用冷拉夹具
a)楔块式夹具(括号内数字为另一种夹具加工尺寸) b)偏心夹具 c)槽式夹具
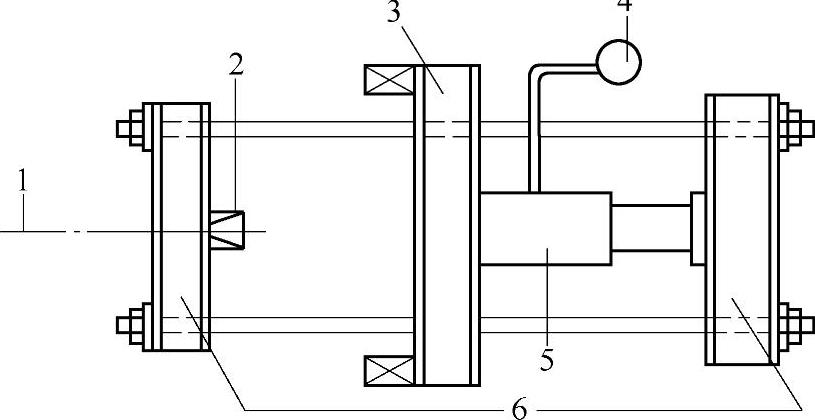
图4-32 千斤顶测力器和工作情况
1—钢筋 2—夹具 3—固定横梁 4—压力表 5—千斤顶 6—活动横梁
3)电子秤测力器。电子秤测力器由传感器和示力仪组成,如图4-33所示。示力仪上有限位指针,可据冷拉力的大小进行调整。当钢筋冷拉至控制应力时,卷扬机就会自动停机。
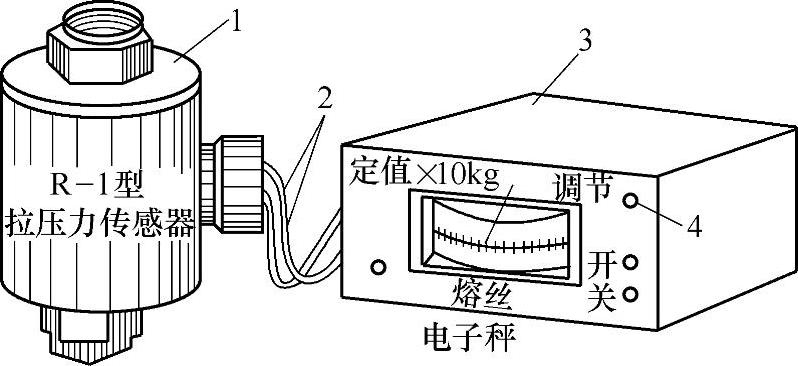
图4-33 电子秤(https://www.xing528.com)
1—传感器 2—导线 3—示力仪 4—自重调节
4)拉力表。它可以直接读出冷拉力的数值,但测量力较小。
(5)盘圆钢筋放圈(开盘)装置 盘圆钢筋冷拉前应先将钢筋拉开,夹在两端夹具上。放圈装置的形式有人工、卷扬机、电动跑车等几种。
(6)地锚 钢筋冷拉场地的两端都要设置地锚,常用的几种地锚形式如图4-34所示。传力式台座如图4-35所示。
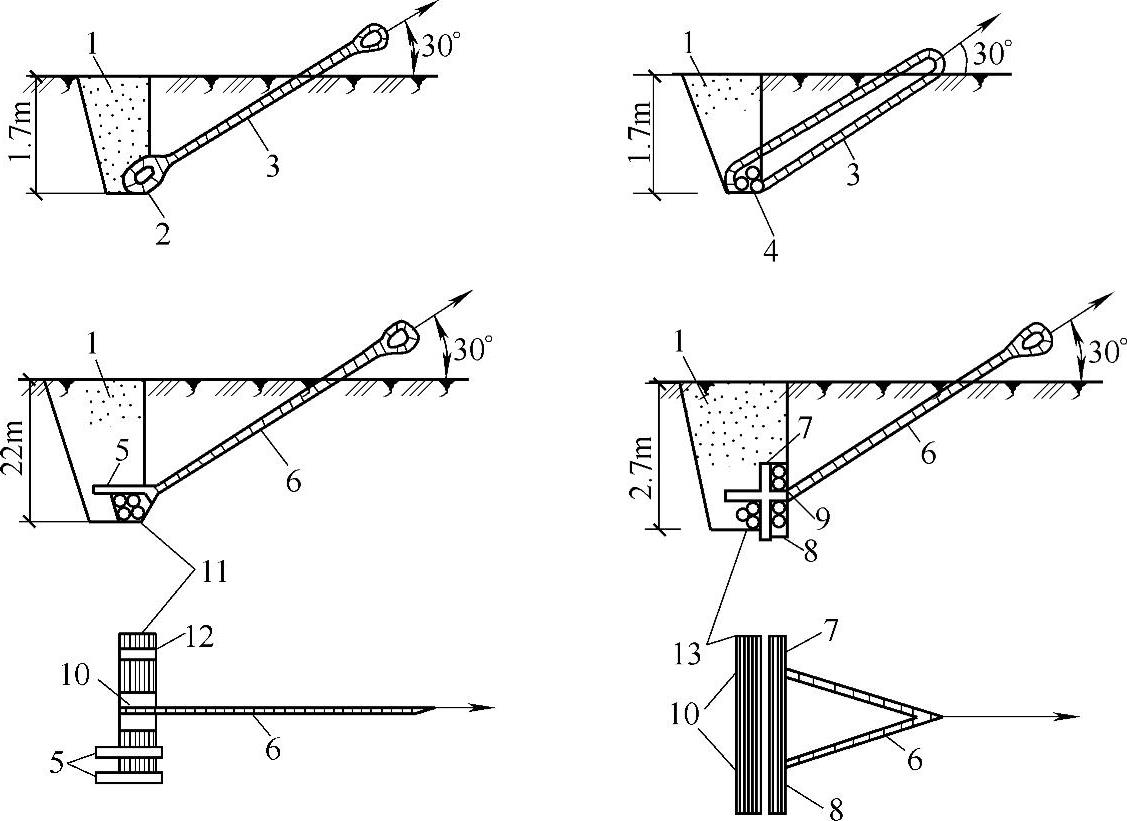
图4-34 地锚形式
1—回填土夯实 2—地垅木1根长2.5m 3—钢丝绳或钢筋环 4—地垅木3根长2.5m 5—压板 6—钢丝绳 7—柱木 8—挡木 9—压板长1.5m 10—钢垫板 11—地垅木3根长3.2m 12—铅丝捆紧 13—地垅木3根长4m
3.钢筋冷拉控制方法
为了保证钢筋经冷拉后强度有所提高、同时又具有一定的塑性,就需要合理地控制冷拉力和冷拉率。
钢筋冷拉的控制方法分为控制应力和控制冷拉率两种方法。钢筋的控制应力和冷拉率两项指标统称为冷拉参数。控制应力是指冷拉时的拉力与钢筋截面积的比值,单位为兆帕(MPa);冷拉率是指钢筋被冷拉后所增加的长度与钢筋冷拉前长度的比值。
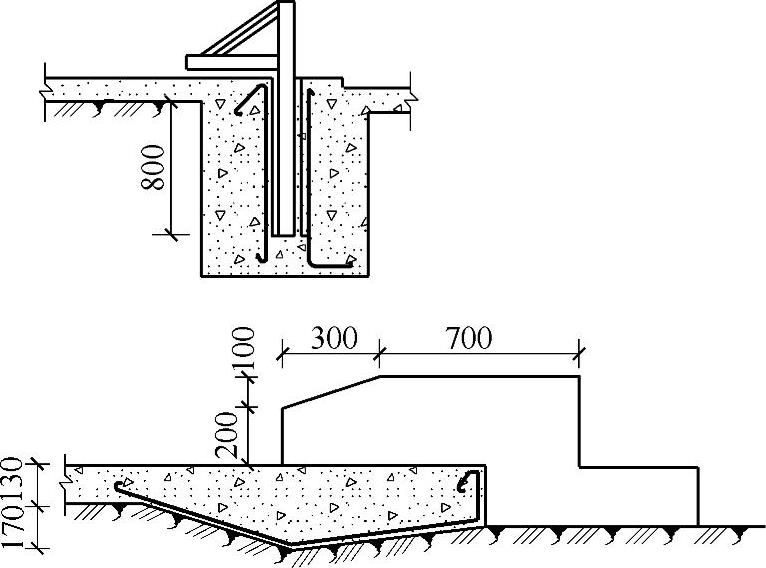
图4-35 传力式台座
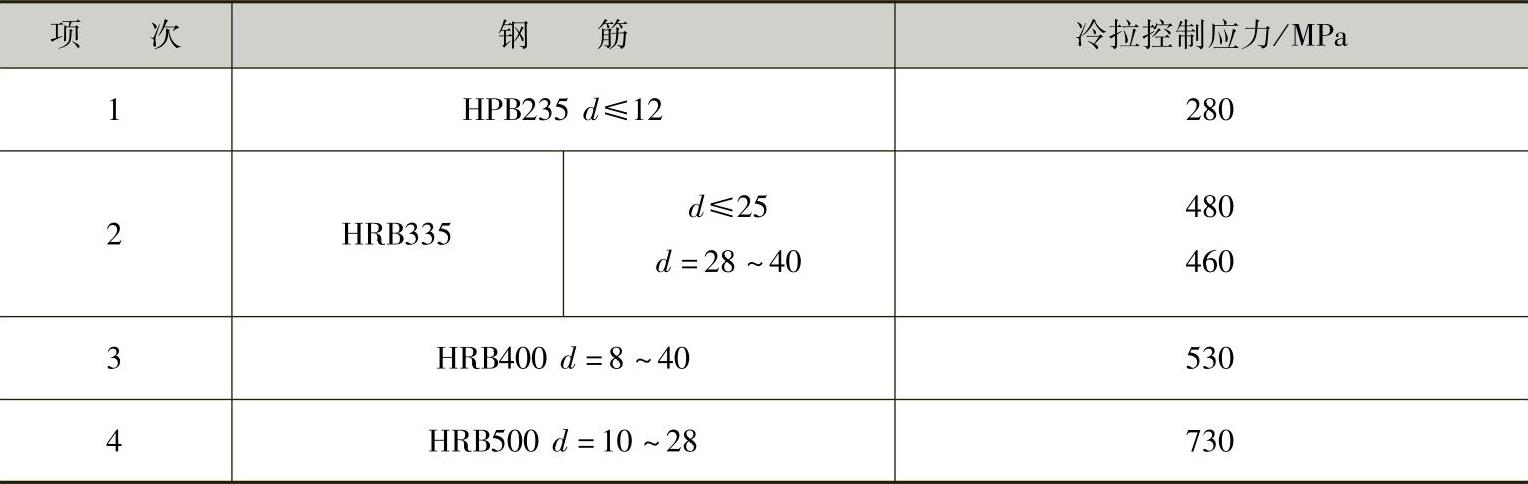
(1)控制冷拉率法 当采用控制冷拉率冷拉钢筋时,冷拉率必须由试验确定。同炉批钢筋测定的试件不宜少于4个,取其平均值作为该炉批钢筋的实际冷拉率。试验时所采用的冷拉应力应符合表4-19的规定。这种冷拉操作只要按照冷拉率的大小计算出钢筋的拉伸长度,拉伸时控制这个长度即可,因而操作比较简单,不需要复杂的测力设备。
表4-19 测定冷拉率时钢筋的冷拉应力
由于热轧钢筋的材质是有差异的,当对一批钢筋冷拉时,即使冷拉控制应力相同,其冷拉率也是随冷拉钢筋抗拉强度的大小而变化的。即按同一冷拉率冷拉的钢筋,其强度是不一致的。因此,控制冷拉率的钢筋通常仅适用于普通钢筋混凝土结构。
(2)控制应力法 控制应力是以控制钢筋的冷拉应力为主,同时检查钢筋的冷拉率。冷拉时,如果钢筋达到表4-20规定的控制应力,而冷拉率未超过规定的最大冷拉率,则认为冷拉合格,否则为不合格。
表4-20 钢筋冷拉参数
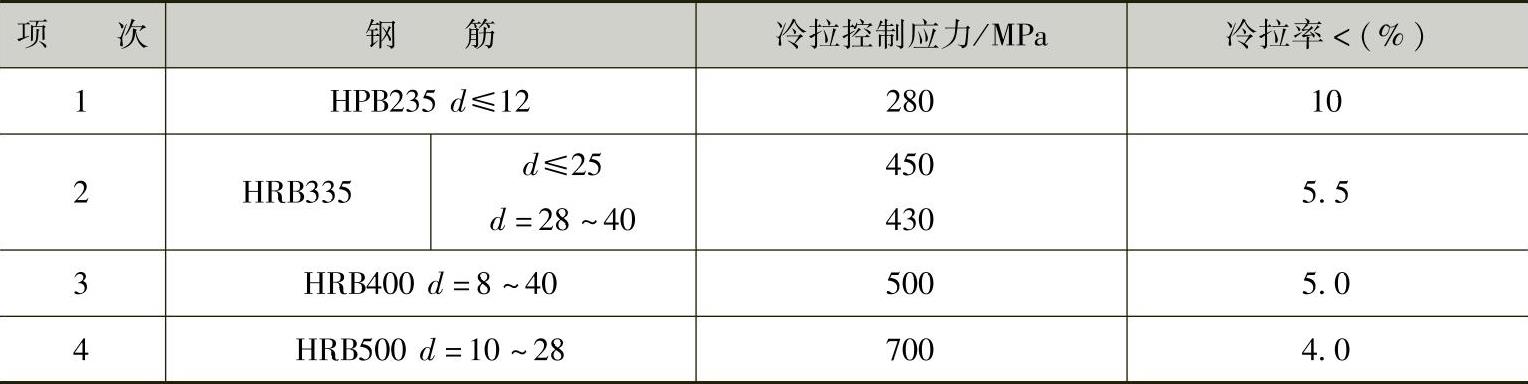
由于控制应力法用同一冷拉力对钢筋冷拉,所以冷拉后的钢筋强度稳定。因此,在可能条件下,钢筋冷拉应尽量采用控制应力法。一般作为预应力钢筋的冷拉钢筋,特别是一些重要构件(如单层工业厂房中的屋架、吊车梁等)的预应力筋都应采用控制应力法。
4.冷拉的操作要点及注意事项
1)冷拉前应对设备进行复核与校验,以确保冷拉钢筋质量;冷拉过程中要做好原始记录。
2)钢筋的冷拉速度不宜过快,待拉到规定长度或控制应力后应稍停,然后再行放松。
3)钢筋冷拉伸长值的起点应以卷扬机或千斤顶拉紧钢筋(约为冷拉应力的10%)时为准。
4)钢筋冷拉应先焊接后冷拉,以免因焊接而降低冷拉后的强度,并可检验对焊接头的质量。
5)钢筋冷拉时,若焊接接头被拉断,可重新焊接后再张拉,但一般不应超过两次。
6)测力器应经常维护,定期检查,确保数据准确。
7)钢筋冷拉不宜在低于-20℃的环境中进行。
8)钢筋冷拉后表面容易发生锈蚀,要做好防锈工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。