



钢筋在加工成形前,均应调直。钢筋的调直方法有手工调直和机械调直两种。
1.手工调直
对工程量小或临时在工地加工钢筋,常采用手工调直钢筋。
(1)钢丝的调直 钢丝可以采用夹轮牵引调直(见图4-2a),如牵引过轮的钢丝还存在局部弯曲,可用小锤敲打平直;也可以采用蛇形管调直。蛇形管是用长40~50cm,外径20mm的厚壁钢管,蛇形管壁四周打上小孔,排漏铁锈粉末,管两端连接喇叭状进出口,将蛇形管固定在支架上,需要调直的钢丝穿过蛇形管,用人力向前牵引,即可将钢丝基本调直,局部慢弯处可用小锤加以平直,如图4-2b所示。
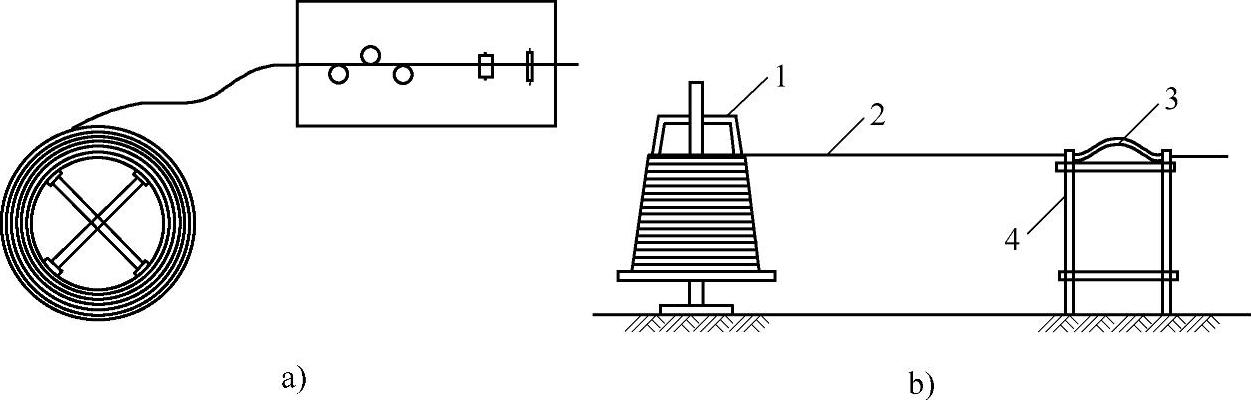
图4-2 钢丝调直装置示意
a)夹轮牵引调直 b)蛇形管调直
1—盘条架 2—钢丝 3—蛇形管 4—固定支架
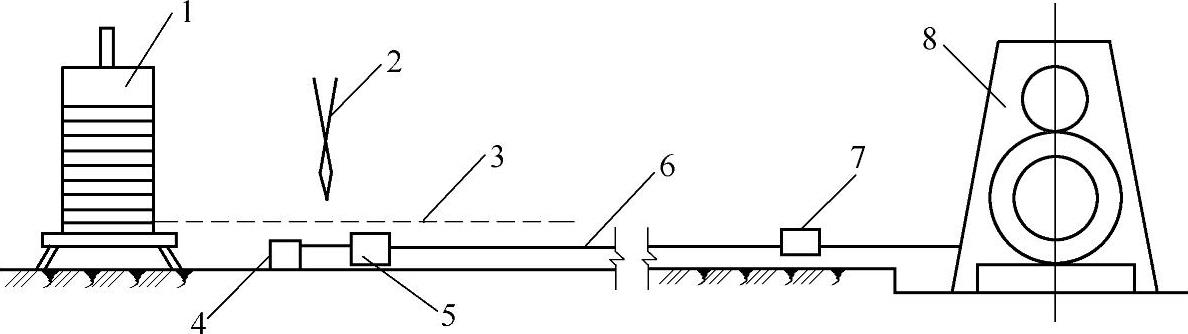
图4-3 绞磨车调直钢筋示意
1—盘条架 2—钢筋剪 3—开盘钢筋 4—地锚 5—钢筋夹 6—调直钢筋 7—钢筋夹 8—绞磨车
(2)细钢筋调直 直径10mm以下的盘圆钢筋称为细钢筋。细钢筋可以在工作台上用小锤敲直,也可用绞磨车拉直。绞磨车装置是由一台手摇绞车或木绞盘、钢丝绳、地锚和夹具组成(见图4-3)。操作时先将盘圆钢筋搁在盘条架上,人工将钢筋拉到一定长度切断,分别将钢筋两端夹在地锚和绞磨端的夹具上,推动绞磨,即可将钢筋基本拉直。
(3)粗钢筋调直 直条粗钢筋的曲折是在运输和堆放过程中造成的,一般仅在直条上出现一些缓弯,常用人工在工作台上调直,如图4-4所示。
2.机械调直
机械调直是利用钢筋调直机或卷扬机把弯曲的钢筋调直使其达到钢筋加工的要求。
(1)调直机调直 目前采用的钢筋调直机械,都具有钢筋除锈、调直和切断三项功能,这三项工序能在操作中一次完成,使用方便、工效高、调直质量好。(https://www.xing528.com)
钢筋调直机的调整和使用,以TQ4—8型调直机为例。
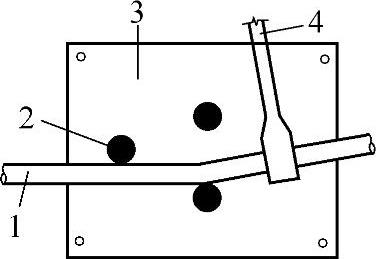
图4-4 粗钢筋人工调直
1—钢筋 2—扳柱 3—底盘 4—扳手
1)根据钢筋的直径选用调直模,并要正确掌握调直模的偏移量。调直模的偏移量如图4-5所示,根据其磨耗程度及钢筋品种通过试验确定;调直筒两端的调直模一定要在调直前后导孔的轴心线上,这是钢筋能否调直的一个关键。如果发现钢筋调得不直就要从以上两方面检查原因,并及时调整调直模的偏移量。

图4-5 调直模的安装
2)根据钢筋的直径选用适当的压辊槽宽,并要正确掌握压辊的压紧程度。压辊的槽宽,一般在钢筋穿入压辊之后,保证上下压辊间有3mm之内的间隙才是适宜的。压辊的压紧程度要做到既保证钢筋能顺利的被牵引前进,看不出钢筋有明显的转动,而在被切断的一瞬钢筋和压辊间又能允许发生打滑。
3)钢筋调直机运转过程中不要随意抬起传送压辊,因为抬起传送压辊后,钢筋不能向前移动,调直筒内钢筋容易搅断并损坏机械。
4)盘圆钢筋放入盘条架上要平稳,如有乱丝或钢筋脱架时,必须停机处理。
5)如果发生钢筋被顶弯、切断尺寸不准、压辊过度擦伤钢筋等情况,应立即停机检查原因,并进行调整。
6)操作人员不准离机器过近,上盘、穿丝、引头、切断时都应停机进行。
7)每盘钢筋末尾或调直短盘钢筋时,应手持套管护送钢筋到导料器,以免发生伤人事故。
(2)卷扬机冷拉调直 直径10mm以下的盘圆钢筋,可采用卷扬机拉直,卷扬机能完成除锈、拉伸、调直三道工序。冷拉调直时,HPB235、HPB300光圆钢筋的冷拉率不宜大于4%;HRB335、HRB400、HRB500、HRBF335、HRBF400、HRBF500及RRB400带肋钢筋的冷拉率不宜大于1%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。