



【摘要】:此时刀口形直尺与实际线之间所产生的最大间隙,就是被测实际线的直线度误差。当间隙较大时,可用塞尺直接测出最大间隙值,即被测件的直线度误差;当间隙较小时,可按标准光隙估计其间隙大小。图4-34 用刀口形直尺测量直线度定位误差的检测以同轴度误差的检测为例。
1.几何误差的检测
几何误差是指被测实际要素的形状对其理想要素的变动量。仅以直线度的检测为例,其检测方法有:
(1)用刀口形直尺检测对较短的被测直线,可用刀口形直尺、平尺、平晶及精密短导轨作标准件;对较长的被测直线,可用光轴、拉紧的优质钢丝等作标准件。
用刀口形直尺检测短小工件时,将刀口尺刃口放在被测工件表面上(图4-34),刀口形直尺与实际线贴紧时,便符合最小条件。此时刀口形直尺与实际线之间所产生的最大间隙,就是被测实际线的直线度误差。
当间隙较大时,可用塞尺直接测出最大间隙值,即被测件的直线度误差;当间隙较小时,可按标准光隙估计其间隙大小。标准光隙由刀口形直尺、量块和平面平晶(或平板)组合而成。
(2)用水平仪、自准直仪检测对精度要求较高而待测直线尺寸又较长的工件,常用水平仪、合像水平仪、自准直仪和电子水平仪等进行分段测量。
2.位置误差的检测
(1)定向位置误差的检测仅以打表法为例讲述平行度误差的检测。
图4-35所示为用打表法测量面对面平行度误差的示例。测量前,先将被测零件1放置在平板2上,并使被测零件底面(基准实际要素)与平板工作面(模拟基准)贴合。测量时,装有指示表的测量架3沿平板工作面作多方向的直线移动,取指示表的最大读数与最小读数之差作为该零件的平行度误差。(https://www.xing528.com)
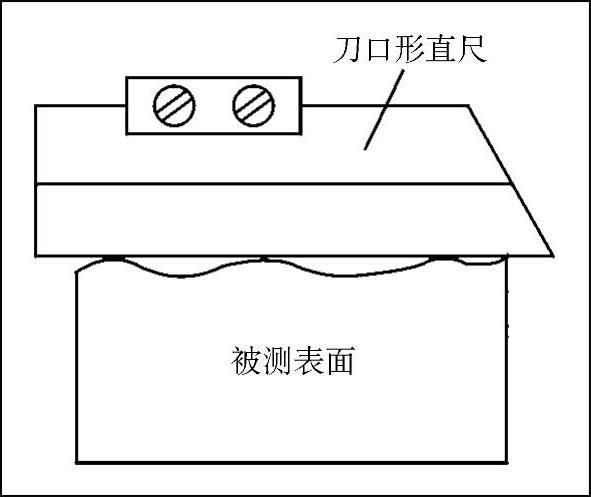
图4-34 用刀口形直尺测量直线度
(2)定位误差的检测以同轴度误差的检测为例。同轴度误差的测量可在圆度仪上进行,也可在三坐标测量装置上测量。在检测室和车间里常用V形架、顶尖等测量工具进行测量,如图4-36所示。
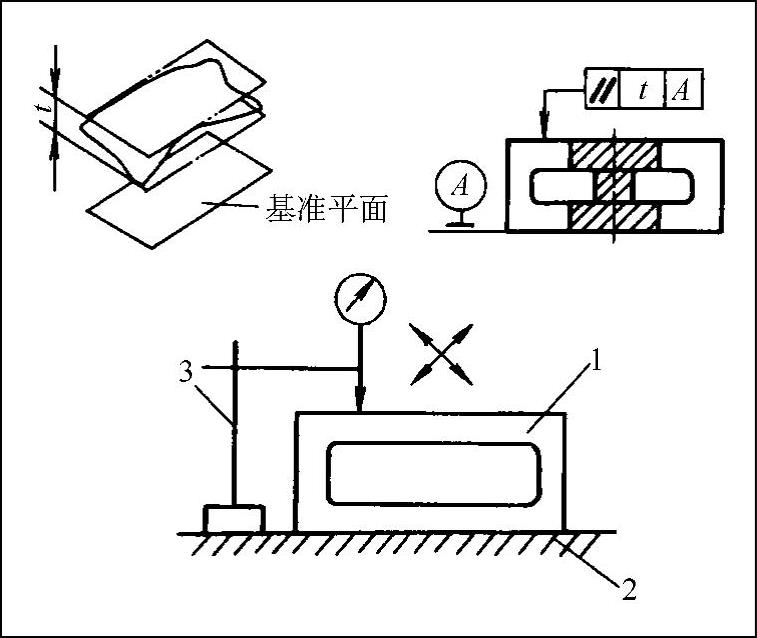
图4-35 测量面对面平行度误差
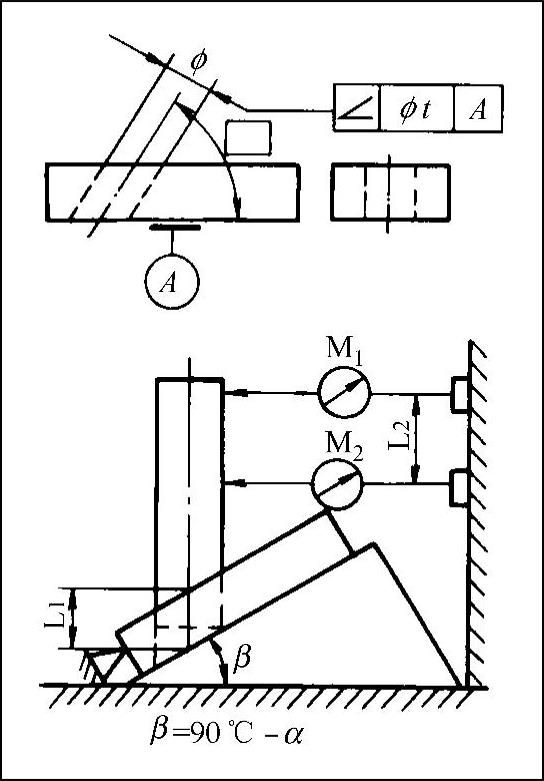
图4-36 用角度块测量同轴度误差
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。