



1.表面粗糙度的概念
机械加工后的工件表面,总会留下刀刃或磨轮的加工痕迹。这些痕迹都是由许多较小、高低不平的峰谷组成。国家标准规定,表面粗糙度就是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性,即表面微观的不平度。一般由所采用的加工方法或其他因素而形成。它与表面宏观形状误差以及表面波纹误差有所区别。它们从量上可以按相邻两波的峰间(或谷间)距离大小加以区别。波距一般在1mm以下者属于表面粗糙度(微观形状误差);波距在1~10mm之间者属于表面波纹度(或称中间形状误差);波距在10mm以上者属于形状误差(宏观形状误差)。
2.表面粗糙度符号、代号及注法
GB/T 131—2006规定了零件表面粗糙度符号、代号及其在图样上的标注方法,现仅就国标中的基本规定作简单介绍。
(1)表面粗糙度的符号及意义见表4-1。
表4-1 表面粗糙度的符号

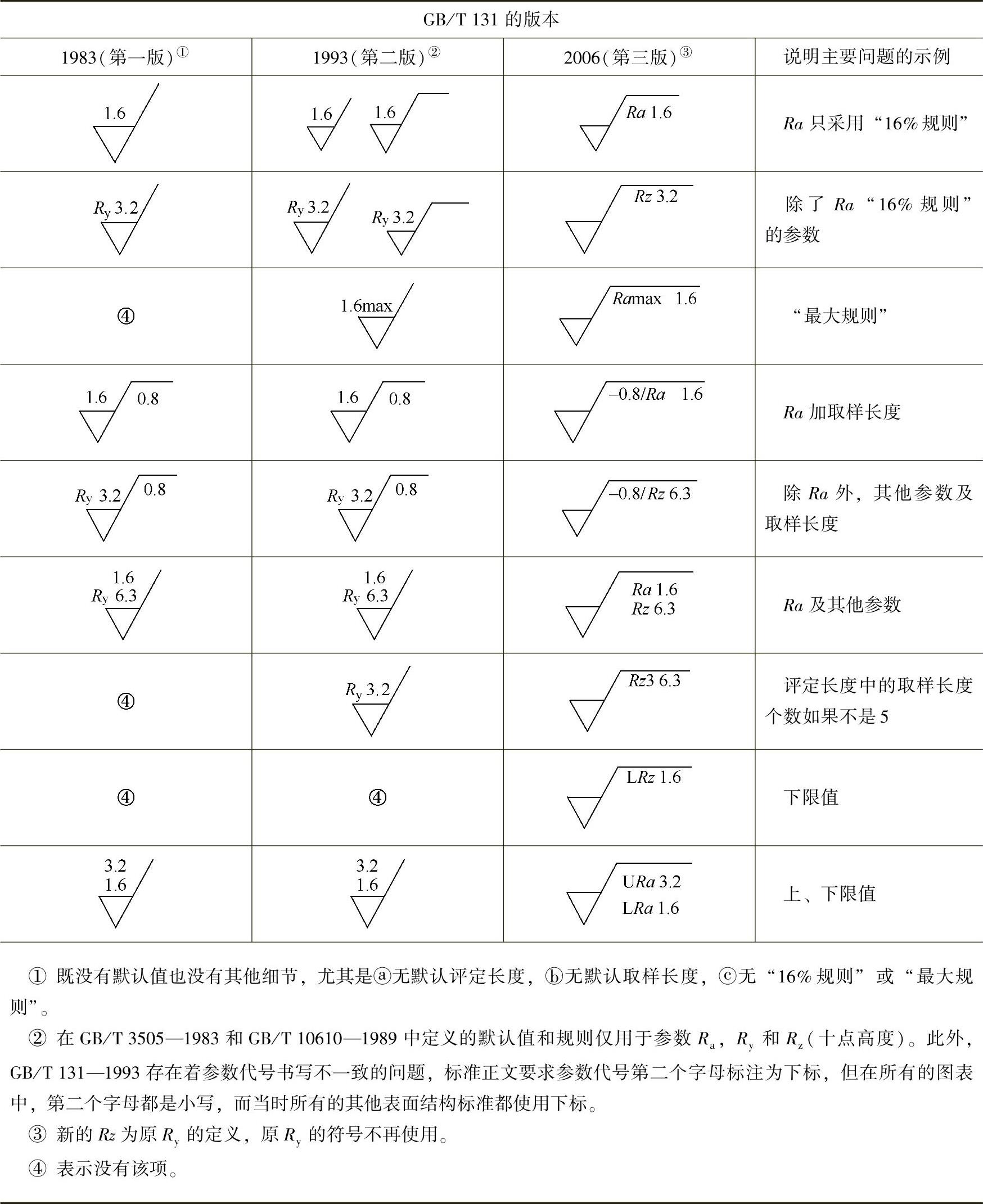
(2)表面粗糙度要求图样标注的演变表面粗糙度要求图样标注从GB/T 131—1983演变到现在,已是第三版,见表4-2。
(3)表面粗糙度代号在表面粗糙度符号的规定位置上,注出表面粗糙度数值及相关的规定项目后,就形成了表面粗糙度代号。表面粗糙度数值及其相关的规定在符号中注写的位置,如图4-10所示。
表4-2 表面粗糙度要求图样标注的演变
1)位置a注写表面粗糙度的单一要求。标注表面粗糙度参数代号、极限值和取样长度。为了避免误解,在参数代号和极限值间应插入空格。取样长度后应有一斜线“/”,之后是表面粗糙度参数符号,最后是数值,如:-0.8/Rz6.3。
2)位置a和b注写两个或多个表面粗糙度要求。在位置a注写第一个表面粗糙度要求的方法同1)。在位置b注写第二个表面粗糙度要求。如果要注写第三个或更多个表面粗糙度要求,图形符号应在垂直方向扩大,以空出足够的空间。扩大图形符号时,a和b的位置随之上移。
3)位置c注写加工方法。注写加工方法、表面处理、涂层或其他加工工艺要求等。如车、磨、镀等加工表面。
4)位置d注写表面纹理和方向。注写所要求的表面纹理和纹理的方向,如“=”、“X”、“M”。
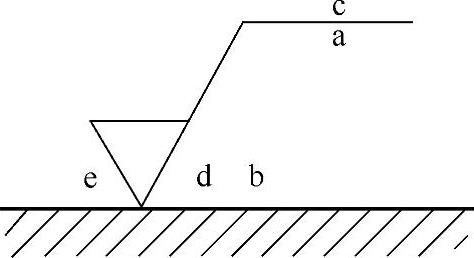
图4-10 表面粗糙度代号
5)位置e注写加工余量。注写所要求的加工余量,以毫米为单位给出数值。
(4)表面粗糙度评定参数的标注表面粗糙度评定参数必须注出参数代号和相应数值,数值的单位均为微米(μm),数值的判断规则有两种:
1)16%规则,是所有表面粗糙度要求默认规则。
2)最大规则,应用于表面粗糙度要求时,则参数代号中应加上“max”。
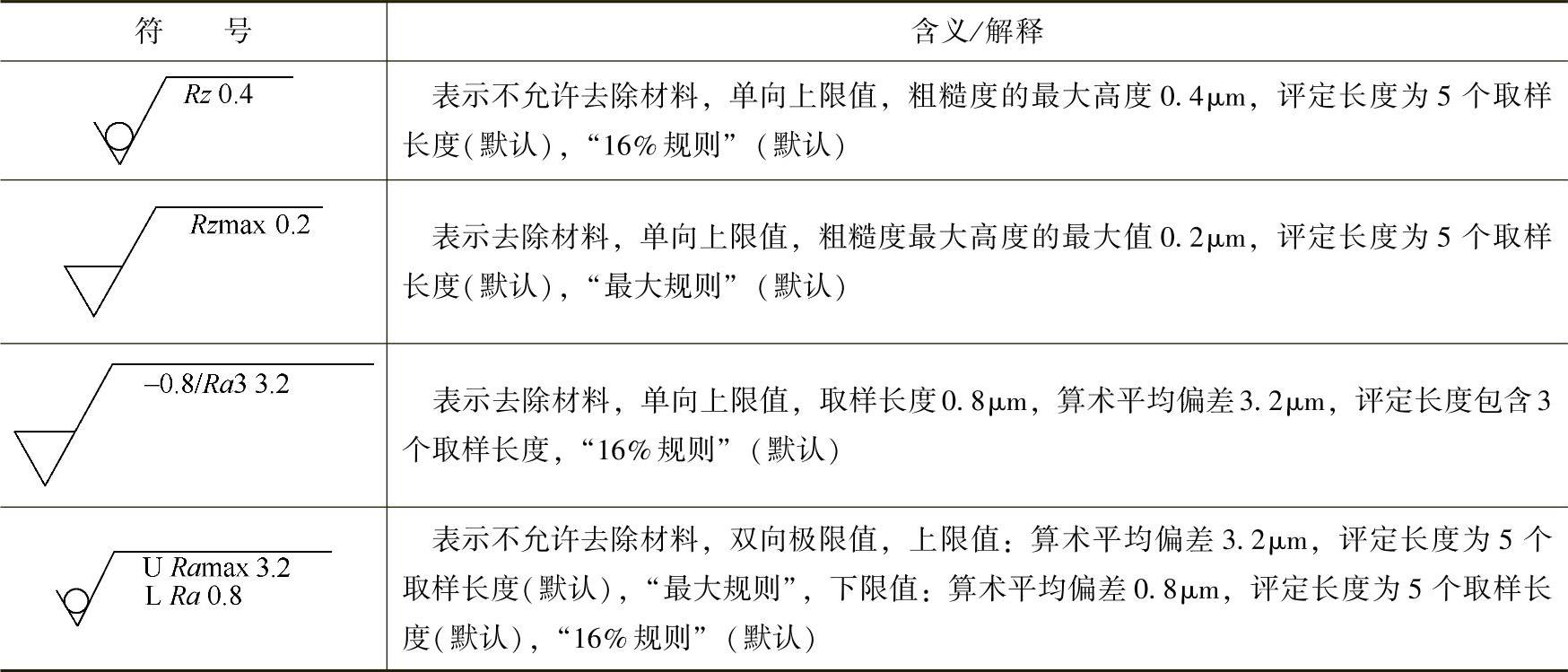
当图样上标注参数的最大值(max)或(和)最小值(min)时,表示参数中所有的实测值均不得超过规定值。当图样上采用参数的上限值(用U表示)(或、和)下限值(用L表示)时(表中未标注max或min的),表示参数的实测值中允许少于总数的16%的实测值超过规定值。具体标注示例及意义见表4-3。
表4-3 表面粗糙度代号的标注示例及意义
(5)评定长度的(ln)的标注评定表面粗糙度参数中,若所标注的参数代号没有“max”,则表明采用有关标准中默认的评定长度;若不存在默认的评定长度,参数代号中则应标注取样长度的个数,如Ra3,Rz3,Rsm3…(要求评定长度为3个取样长度)。(https://www.xing528.com)
(6)加工方法或相关信息的注法当零件的加工表面的粗糙度要求由指定的加工方法获得时,用文字标注在符号上边的横线上,如图4-11所示。
在符号的横线上面也可注写镀(涂)覆或其他表面处理要求。图4-12所示的镀覆后达到的参数值,也可在图样的技术要求中说明。
(7)表面纹理的注法需要控制表面加工纹理方向时,可在完整符号的右下角加注加工纹理方向符号,如图4-13所示。常见的加工纹理方向符号见表4-4。
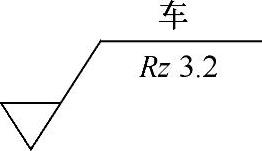
图4-11 加工方法的标注
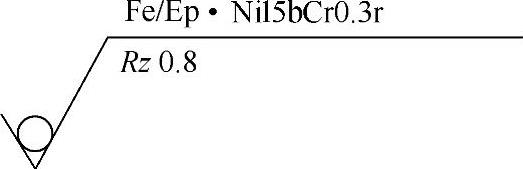
图4-12 镀覆的标注
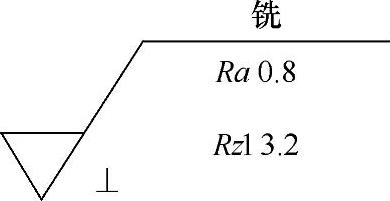
图4-13 加工纹理 方向的标注
表4-4 常见的加工纹理方向
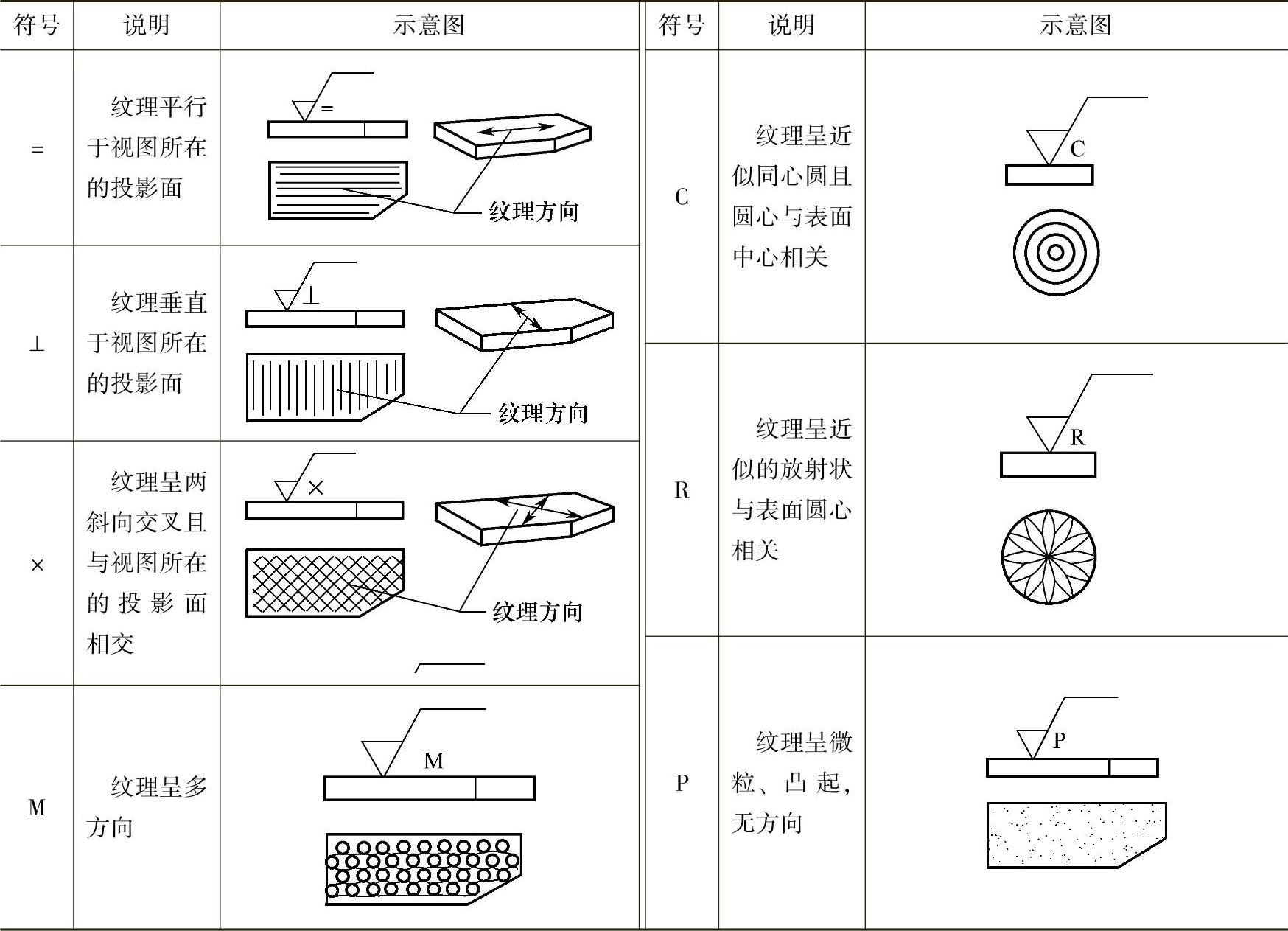
注:如果表面纹理不能清楚地用这些符号表示,那么必要时可以在图样上加注说明。
(8)加工余量在同一图样中,有多道加工工序的表面可标注加工余量时,加工余量标注在完整符号的左下方,单位为毫米(mm),如图4-14所示。
3.表面粗糙度的选用
表面粗糙度参数值的选择既要满足零件表面的功能要求,也要考虑零件制造的经济性。一般选择原则如下。
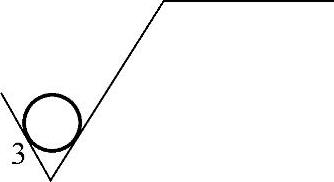
图4-14 加工余量的标注
1)在满足零件表面功能要求的情况下,尽量选用较大的表面粗糙度数值。
2)同一零件上,工作面表面粗糙度参数值小于非工作面表面粗糙度数值。
3)摩擦表面比非摩擦表面和滑动表面粗糙度的参数值要小;滚动摩擦表面比滑动摩擦表面粗糙度的参数值要小;运动速度高,单位压力大的摩擦表面应比运动速度低单位压力小的摩擦表面的粗糙度参数值要小。
4)受循环载荷的表面和容易引起应力集中的部分(如尖角、沟槽等)应取较小的表面粗糙度参数值。
5)配合性质要求高的结合表面,配合间隙小的配合表面以及要求连接可靠,受重载荷的过盈配合表面等,都应取较小的表面粗糙度数值。
6)对有防腐或密封要求的零件的表面粗糙度数值要小。
通常在尺寸公差和表面形状公差小时,表面粗糙度数值也小。但表面粗糙度数值与尺寸公差、表面形状公差之间并不存在固定的关系,如手柄、手轮等的尺寸公差较大,而表面粗糙度数值却小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。