



1.偏差
偏差是指某一尺寸(实际尺寸、极限尺寸)减其基本尺寸所得的代数差。
(1)极限偏差极限偏差是指极限尺寸减其基本尺寸所得的代数差。最大极限尺寸减其基本尺寸所得的代数差称为上偏差,最小极限尺寸减其基本尺寸所得的代数差称为下偏差。孔、轴的上偏差分别以ES和es表示,孔、轴的下偏差分别以EI和ei表示,即
ES=Dmax-Des=dmax-d
EI=Dmin-Dei=dmin-d
(2)实际偏差实际偏差是指实际尺寸减其基本尺寸所得的代数差。孔、轴的实际偏差分别以Ea和ea表示。
工件尺寸合格的条件也可以用偏差表示如下。
对于孔 ES≥Ea≥EI
对于轴 es≥ea≥ei
应该注意,偏差可以为正、负或零值。合格零件的实际偏差应在上、下偏差之间。
例1 设计一轴,其直径的基本尺寸为φ60mm,最大极限尺寸为φ60.018mm,最小极限尺寸φ59.988mm(图4-2),求轴的上、下偏差。
解:
由公式可知轴的上、下偏差为
es=dmax-d=60.018mm-60mm=+0.018mm
ei=dmin-d=59.988mm-60mm=-0.012mm
2.公差
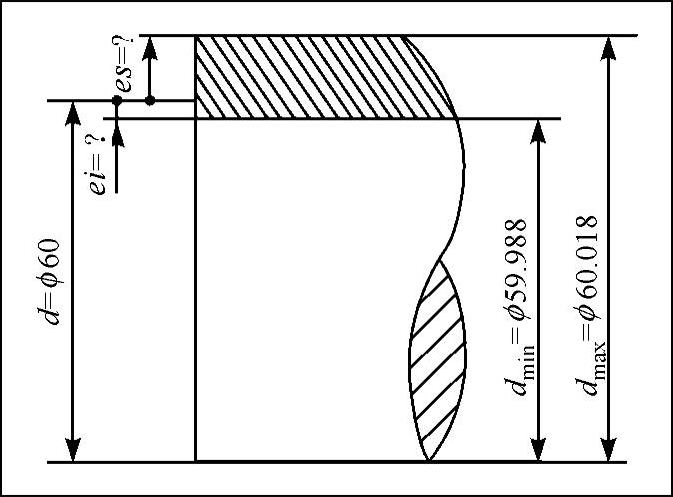
图4-2 轴的偏差计算示例
允许尺寸的变动量称为尺寸公差(简称公差)。
公差是设计时,根据零件要求的精度并考虑加工时的经济性能,对尺寸的变动范围给定的允许值。由于合格零件的尺寸只能在最大极限尺寸与最小极限尺寸之间的范围内变动,而变动只涉及大小,因此用绝对值定义,所以公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。孔和轴的公差分别以Th和Ts表示,则其表达式为
Th=|Dmax-Dmin|
Ts=|dmax-dmin|(https://www.xing528.com)
由公式可得
Dmax=D+ESDmin=D+EI
代入公式中可得
Th=|Dmax-Dmin|=|(D+ES)-(D+EI)|
Th=|ES-EI|
同理可推导出
Ts=|es-ei|
以上两式说明:公差又等于上偏差与下偏差代数差的绝对值。
从以上叙述可以看出,尺寸公差是用绝对值来定义的,没有正负的含义,因此在公差值的前面不能标出“+”或“-”;同时因加工误差不可避免,即零件的实际尺寸总是变动的,所以公差不能取零值,这两点与偏差是不同的。
从加工的角度看,基本尺寸相同的零件,公差值越大,加工就越容易,反之加工就越困难。
例2 求轴φ25-0.007-0.020的尺寸公差(图4-3)。
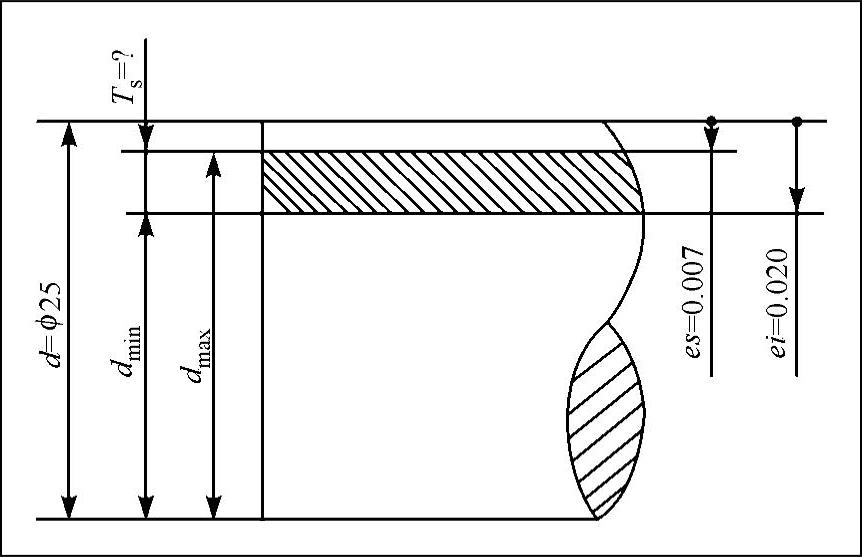
图4-3 轴的尺寸公差计算示例
解:
利用公式进行计算得
dmax=d+es=25+(-0.007)=24.993mm
dmin=d+ei=25+(-0.020)=24.980mm
利用公式进行计算得
Ts=|es-ei|=|(-0.007mm)-(-0.020mm)|=0.013mm
从以上例题可看出,求公差的大小可以采用极限尺寸和极限偏差两种方法,由于图样上标注的是基本尺寸和上、下偏差,因而采用极限偏差的方法计算要简单一些。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。