



在早期开发阶段评价零件的可制造性是仿真的主要目标。要评价制造过程对汽车零件功能,如碰撞的影响[10,26]。为此,下面就两个重要的制造过程仿真法进行说明。
1.成型仿真
早在汽车开发阶段对生产过程中所有零件合理的制造结构和可行性就使用成型仿真检验或进而优化。通过虚拟再现成型模具上的压力机行程分析成型过程。在汽车开发和模具开发时,经反复优化,部分的要几百次零件仿真才制造。
用有限元法系统(FEM-Systemen)计算非线性塑性成型,该法用于对规划的模具有特别要求的计算场合。在车身侧壁框架成型仿真计算“精度”可达95%。计算可得到应力、形成皱纹的倾向和当前金属板壁厚分布等典型数据。
当在第一次制造阶段成型仿真(即所谓“拉深”)已属于多年前的成型仿真技术水平时,不久前已采用随动控制成型仿真技术。多次的再成型、切边、打孔和校正需要高额的建模费用和计算费用,所以只有与质量有重大关系的零件才进行成型仿真。由于数字离散和模型简化,各个制造工位的累积误差使仿真结果的品质下降。
为提高精度,必须尽力找出造成误差的各种原因,如模型的数字简化(如单元类型、摩擦)、数字影响(网格细化程度、网格取向、数字参数)直至不准确的输入数据(如材料数据)和结果评价(如失效准则、波纹度)。研究和应用的重点当前集中在新材料模型和失效模型上。
在零件成型后由于弹性反弹,需要仿真计算零件尺寸的精确性和稳定性。为缩短整个模具的制造时间,计算零件尺寸精确性、稳定性要考虑反弹因素,这需要反复优化。设计模具的目标是在模具中保留迭代计算的反弹值,使在零件出模反弹后达到所希望的几何形状[2](图10.3-15,见书后彩图)。目前的挑战是提高以轻结构和防碰撞性能为目的,在车身上不断使用高强度金属板材的成型仿真预测品质。因为这些高强度金属板材有大的反弹性能。
在开发初期只是仿真热成型(成型硬度)。由于材料的抗拉强度可达1500MPa,对与碰撞有重大关系的零件总是使用较大比例尺寸的加工生产方法。目前还不能仿真温度范围从200~850℃的成型过程和硬化,因为缺少传热和材料性能的有效、适用的模型。
2.浇注仿真
相当长一段时间以来,在汽车开发中仿真塑料是内饰零件、汽车前端、反光镜体等功能设计的组成部分[24,25]。目前在车身上采用轻金属合金强化压铸件,它具有重量轻、刚度好和宽阔的性能谱。
“压铸”制造工艺能保持设计边界条件,如不超过所要的壁厚或在整个零件上允许的壁厚分布。这样的制造工艺对整车的功能(如在碰撞时所需的功能)有好的影响[26]。
目前使用按标准的浇注仿真,以尽早优化浇铸系统。仿真首先可以可靠识别像夹杂气体或凝固缩孔的充填和凝固缺陷。当同时注意观察零件的可制造性与在整车上检验功能时,则要提高对计算方法预测能力的要求。在材料模型中可找到碰撞仿真所希望的材料特征值数据,如屈服强度和断裂伸长率[26]。
图10.3-16是变速器体仿真和试验达到的一致性。图中表示了肉眼可见的缺陷,如夹杂气体或凝固缩孔。当制造薄壁、扁平结构件时对浇注仿真分辨率和精度的要求不断提升。与上面所说的变速器体的主要区别在于薄壁、扁平结构件要求有相同的壁厚、很短的充满时间和同时的、非常均匀的凝固时间。在浇注后要热处理,以达到所希望的材料性能,这里特别需要断裂伸长性能。可达到的与仿真计算结果的一致性是令人满意的。当然为改进仿真计算预测能力还需要其他方面的配合,如考虑与温度有关的熔液粘度和在分隔的凝固成型范围熔液温度的均匀性。(https://www.xing528.com)
3.焊接仿真
数字焊接仿真涉及零件和相应制造工艺的优化,其目标是改进零件性能。计算由于加入的热量而引起零件变形。作为基础,还要计算在焊接过程中准确的温度变化(图10.3-17)。焊接仿真的重要应用是计算焊缝和内应力,以进行强度分析和储存。
有针对性地优化零件和相应的制造工艺的前提是了解工艺。焊接仿真通过单独的参数变化和结果显示确定不能直接测定的工艺参数(如焊池的几何尺寸)而改进或能够实现对焊缝工艺的认识。只有利用仿真才能有效地相互比较各种焊接参数组。与单纯的试验法相比,仿真的优点首先是在总是重复出现的焊缝问题和优化过程中通过改变参数而清晰可见,使问题得到解决[39]。
4.涂装仿真
仿真涂装工艺主要集中在部分工艺上:KTL涂层、面漆涂层(带高速旋转钟)以及干燥。
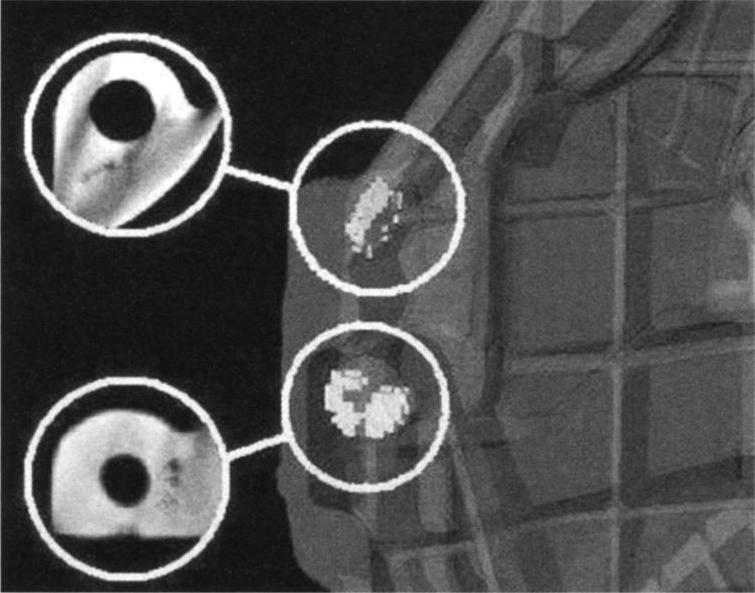
图10.3-16 浇注仿真的变速器体和利用X线断层摄影发现的局部缺陷(夹杂物)[27]
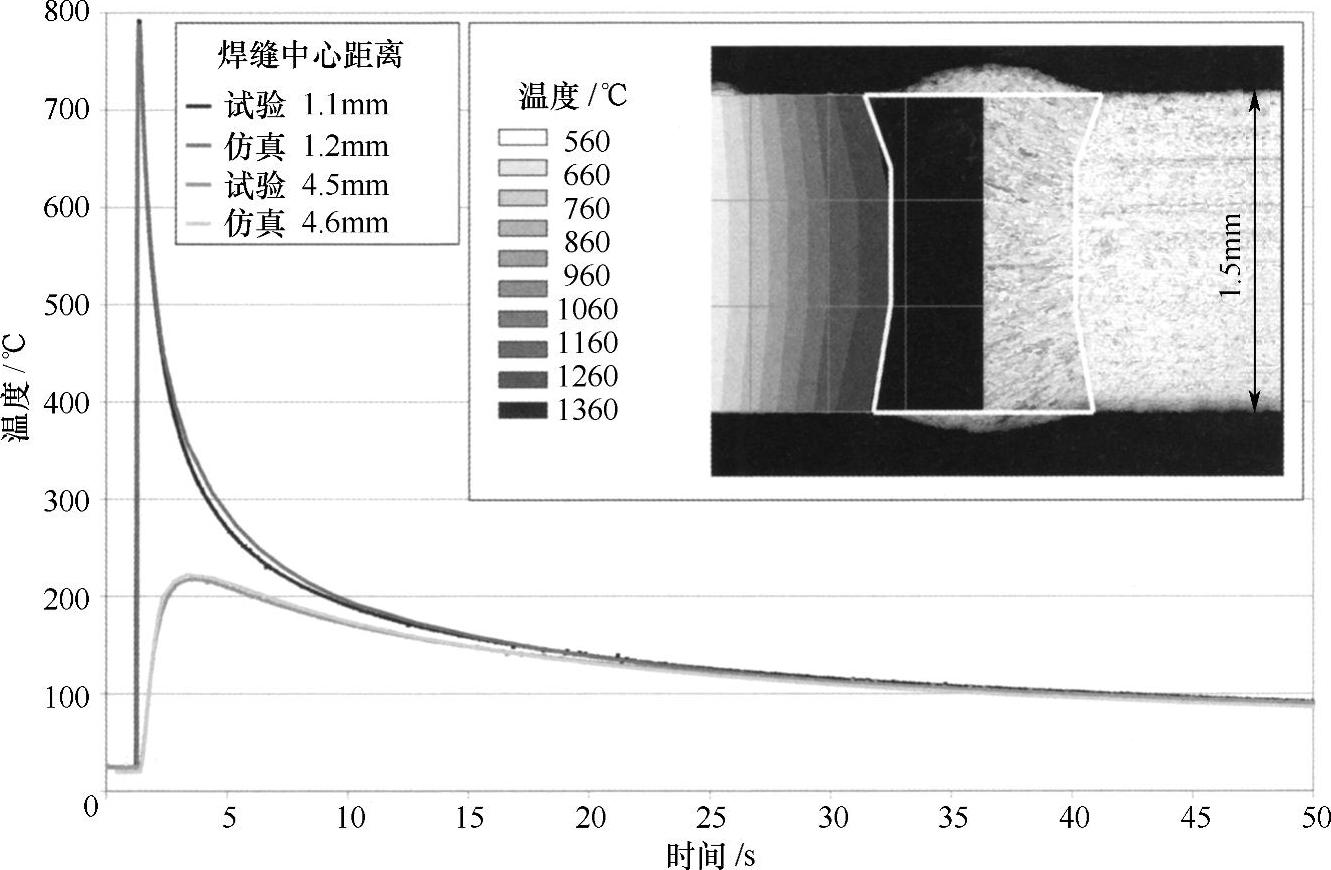
图10.3-17 焊接仿真和试验比较实例(温度循环和熔池几何尺寸),H400(1.4376),YAG固体激光器,功率3kW,激光束—盲焊缝,金属板厚1.5mm,速度vs=6.5m/min[39]
有两种涂装仿真。第一种仿真是物理描述所用设备。计算流动、装料分配以及颗粒输送。
第二种仿真是描述部分工艺。它使用能反映汽车的等效模型。在这种仿真中将设备参数化,并先在汽车模型上校正。对相似的车身形状可用校正的参数很好预测新车的涂装。涂装仿真与测量数据有较好的一致性[40]。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。