



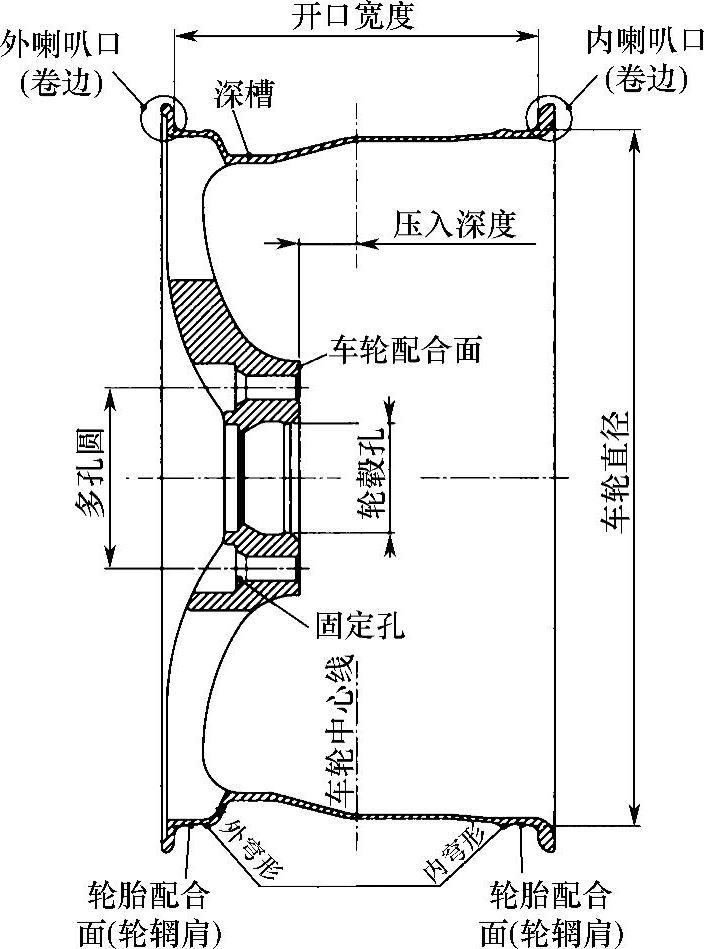
图7.3-36 轮盘术语
1.概述/历史
车轮是人类历史上的重要发明,在自然界没有先例。它是从建造金字塔运送重物的滚棒或滚筒中受到启发。约在公元前4000年,人类有这样的想法,将木制轮盘与轴连接。在公元前3000年使用有4个轮子的一种运输工具。为减小磨损,从圆盘到有金属“轮胎”的木制辐条轮盘,如约在公元前1000年亚述人(Assyrer)首次使用的,经历了3000年。几乎又是一个3000年,到工业革命又改进了轮子结构。今天的车轮结构部分地保留了它的一些元素(钢轮辐轮盘,1888年的充气轮胎,全钢轮盘)。接着在1926年,在布加蒂(Bugatti,一种名车)上首次出现铸铝车轮。目前的车轮主要为钢或铝。到底采用什么样的车轮结构型式,取决于负载类型、行驶动力学要求、美学和成本。强制的节能和与它相关的减少空气污染的要求不断推动采用轻结构车轮。
2.标准/术语
欧洲的ETRO是轮盘的标准。它规定了轮盘的尺寸和轮辋的型式。根据所用的轮胎不同,采用不同的轮盘型式。
轮盘与汽车的接口(制动器自由空间、压入深度、多孔圆、轮毂孔)是不同的,并由汽车生产厂家规定。所有其他部分(轮盘、轮辋外侧、部分的还有轮辋轮廓)服从要求的风格和载荷(图7.3-36)。
3.主要的加工方法
(1)铸造 用于铝和镁轮盘。
1)低压硬模铸造。
2)重力硬模铸造。
(2)模锻(模压)用于铝和镁轮盘。
(3)薄板成型/冲压/滚压 用于钢轮盘和铝带轮盘。
4.成批使用(当前和未来的市场份额)
2005年,全世界乘用车、轻型载货车和商用车需要超过3亿个车轮。光是德国和美国的铝车轮份额就已超过50%,并有继续增加的趋势。一些特殊结构的车轮,如多件车轮、特殊材料(镁、塑料、复合材料)车轮也占有不小的份额。
5.轮盘开发的方法
(1)CAD设计3维图形(图7.3-37)、2维图样数据是强度分析、铸造模拟/成型模拟、硬模铸造、锻模、夹紧装置、试验计划和为加工机床编程所必需的。
(2)有限元分析 利用有限元分析可以仿真轮盘上各种各样的、多轴的载荷状况(图7.3-38和图7.3-39)。有限元分析常用的试验台上的加载模型(弯曲循环加载,图7.3-41和径向滚动加载,图7.3-42)可以相当准确确定轮盘失效概率,其前提是生产厂家要有大量的数据库并由此得到不同材料和制造方法的组件疲劳曲线,并由此得到允许的最大理想应力。

图7.3-37 3维模型
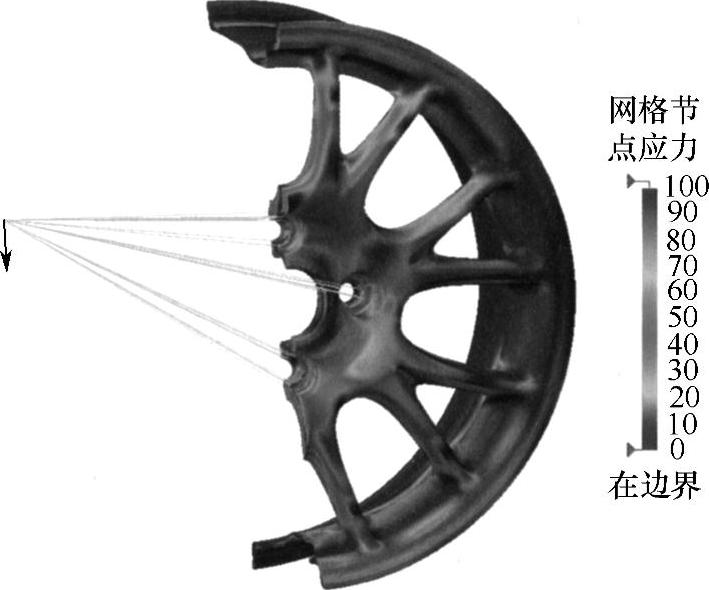
图7.3-38 有限元(FE)分析(弯曲循环模型)
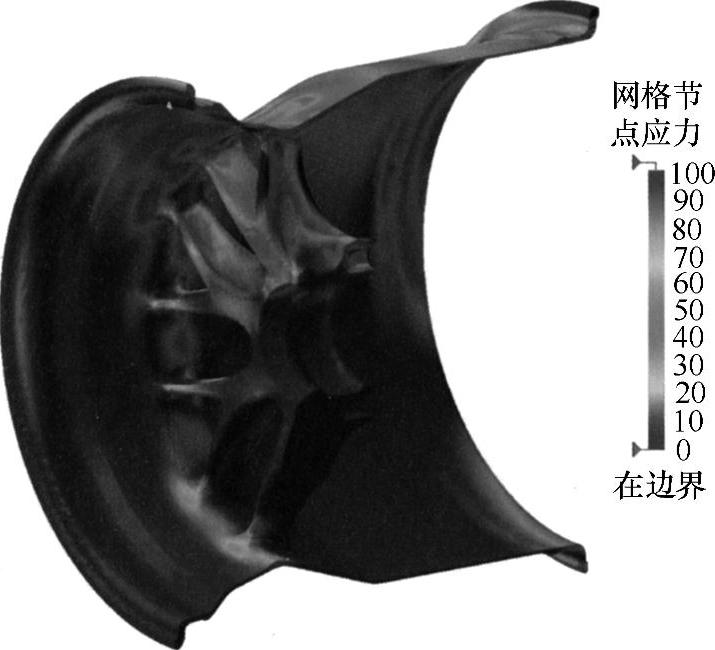
图7.3-39 有限元(FE)分析(刚度模型,垂直和侧向力)
利用稳态等效模型,用经验方法进行ZWARP(双轴滚动轮盘试验)和撞击试验模拟,因为非线性的计算方法由于高的花费(费用、时间等)而没有展开。
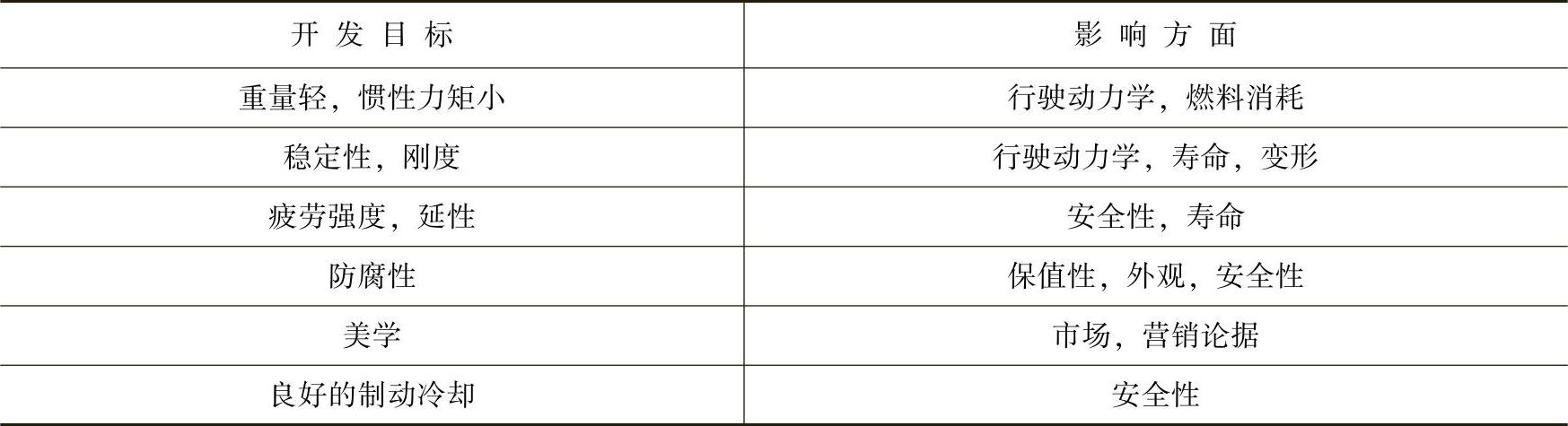
轮胎开发目标和影响方面见表7.3-2。
表7.3-2 开发目标与影响方面
(3)试验台试验 试验载荷和试验要求可从下列参数得到:
1)汽车重量。
2)轮胎(动态滚动半径,横向附着系数μ)。
3)试验规范(汽车生产厂家,技术监督联合会TÜV)。
4)表面要求。
5)热负荷。
由此可得到有限元计算的边界条件,诸如:
1)车轮载荷。
2)侧向力。
3)撞击因数(路面不平、撞击坑、枕木、路肩)。
4)驱动和制动力矩。
5)材料性能。
各种标准试验有助于验证轮盘的耐久性和抗撞击性。
1)弯曲循环试验。在弯曲行驶时,弯道外侧车轮受到侧向力和高的径向载荷。这些力在车轮上产生两个弯曲力矩,其大小由车轮动态半径(rdyn)和作为杠杆臂的压入深度(e或ET)确定。为进行弯曲循环试验,施加最大车轮载荷两倍的载荷作为试验载荷(弯道内的车轮抬高,图7.3-40)。在这样的弯曲力矩下验证弯曲循环试验(图7.3-41)时的轮盘疲劳强度。在这种情况下,根据不同的要求,疲劳强度应高于一定的百分数值。
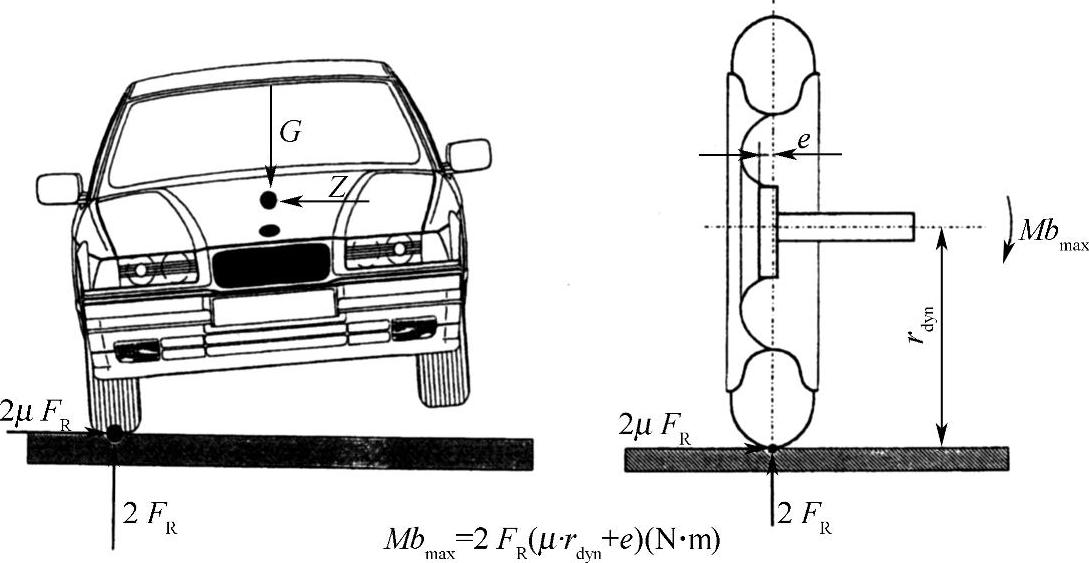
图7.3-40 在车轮上的各种力(技术监督联合会TÜV简化)
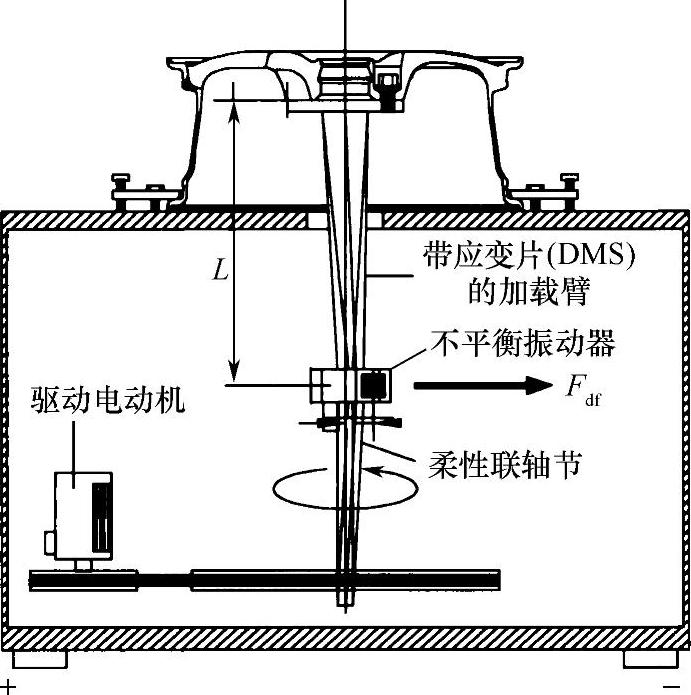
图7.3-41 弯曲循环试验(简图)
2)径向滚动加载试验。动态径向滚动加载试验像弯曲循环试验一样是保证轮盘的疲劳强度。通常是在不变的径向加载下(乘用车是车轮最载荷的2.5倍)进行的。一些汽车生产厂家要求附加的切向力分量,它是通过倾斜位置(转向角)产生的(图7.3-42)。
3)双轴滚动轮盘试验(ZWARP)。弯曲循环试验和径向滚动加载试验不能在组件的所有范围准确反应实际的载荷状况,因此不能100%地保证安全性,如在过去经常出现的、在长时间行驶后轮盘的裂纹。基于这一原因,在几年前由弗劳恩霍夫学院(Fraunhofer-Institut,Darmstadt市的LBF)开发了双轴滚动轮盘试验(ZWARP,图7.3-43)。在径向和横向不断对装上轮胎的轮盘施加交变载荷。这时控制软件可以模拟现实中的各种载荷谱,如霍根海姆赛道(Hockenheimring)、纽博格林赛道(Nürburgring)和所谓的欧洲循环路段。
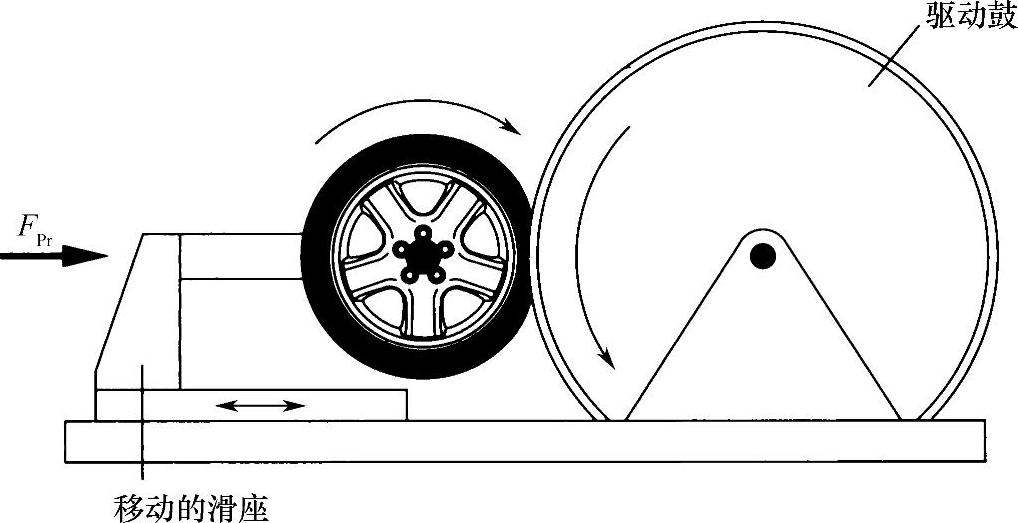
图7.3-42 径向滚动加载试验台(简图)
4)撞击试验(SAE J 175)。撞击试验可以模拟汽车在路肩上的侧向撞击。这时装上轮胎的轮盘(轮辋外喇叭口和轮盘)受到由于汽车重力产生的动态载荷。撞击不应突然导致充气损失或轮盘损坏。
5)240hCass试验/1000h盐雾试验(SS)(DIN 50021)。试验验证轮盘耐腐蚀性。试验前喷漆表面部分到基体表面不应有早期损伤(划痕、石子打击),之后再用盐溶液喷射。
6)径向撞击试验。用锤尖撞击装有轮胎的轮盘。径向撞击试验模拟汽车驶过障碍物。撞击速度可达5.2m/s。撞击能量与车轮载荷有关,按1到3个载荷等级调整。
7)交变扭转试验。给车轮一个交变扭转力矩,以模拟制动力和驱动力。摩托车车轮按强制规范进行。乘用车车轮进行这种试验由于轮辐的数量和断面不同是存疑的。
8)材料试验。为能消除在以后行驶中出现的材料故障,保证车轮质量,需在成批生产时进行材料试验,试验规定了材料抗拉强度、屈服强度、断裂伸长率(由汽车生产厂家,TÜV规定)。
(4)在汽车开发中的行驶试验(连续进行)在新车型的行驶试验中采用的是汽车生产厂家的新的批量生产车轮,以考验它的行驶动力学、结构强度和耐腐蚀性。
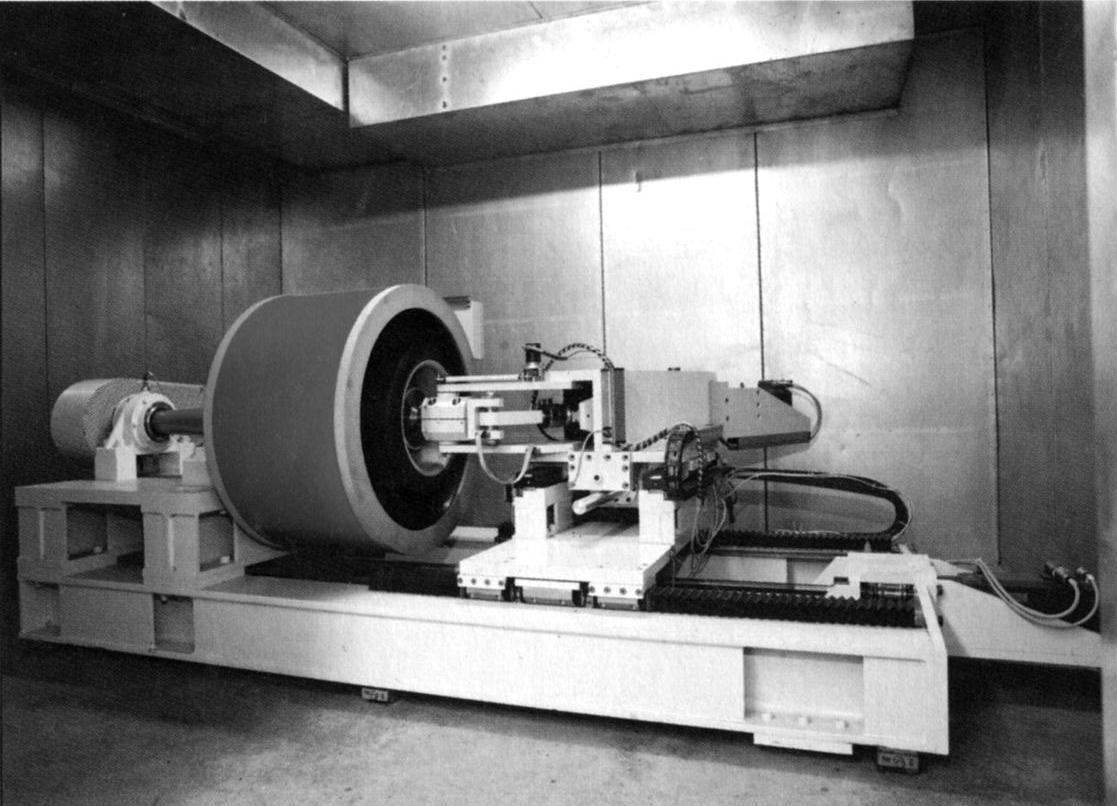
图7.3-43 双轴滚动轮盘试验(ZWARP)
其中有很多试验,它们大多是汽车生产厂家专门采用的。(https://www.xing528.com)
(5)车轮系统开发趋势
1)自动化结构优化与轮辐仿生学的开发策略。
2)双轴滚动轮盘试验(ZWARP)的交变载荷预测(能预测这种试验结果的软件)。
3)铸造模拟。
4)成型模拟。
6.加工方向的进一步发展
(1)钢轮盘 在很多中、低档乘用车和商用车上几乎都使用钢轮盘(图7.3-44),因为它有成本的优势。但在设备和工具上的初期投资大,适用于大批量成产。目前由高强度钢制成,它由轮辋和轮盘两个零件焊接而成。新开发的钢轮盘通过合理的、可变的材料分配而附加地减轻重量。在目前的批量生产中,利用滚压轮辋带的圆柱体或通过滚压和轮辋成型工艺的组合可减薄受载较轻的轮辋肩。
1)轮辋制造:卷材→剪裁→滚圆→焊接→去毛刺→压圆→预扩口→成型(3个工位)→校准→冲压阀孔和去毛刺。
2)轮盘:卷材→剪裁→拉深/成型模压(3~5个工位)→冲通风孔和螺钉孔→去通风孔毛刺。
3)整体轮盘:焊接→表面处理(清洁、去油、电泳涂漆)。
两面/单面全平面钢轮盘是通过轮辋与轮盘在轮辋喇叭口处的连接,或与在外轮胎配合面下(而不是在轮辋深槽处)连接实现的。这样可改善由于较大的轮盘而影响它的外观,并可改善制动冷却。最近流行的是5个或更多的轮辐。这种钢轮盘(图7.3-45)的轮盘制造较贵,需要较厚的板材、复杂的成型工艺和较大的通风孔。一直采用的塑料车轮罩可用较好的艺术造型实现。

图7.3-44 钢轮盘

图7.3-45 钢结构轮盘
(2)轻结构轮盘 轻结构轮盘有铝带轮盘、铸铝轮盘、锻铝轮盘、铸镁轮盘和锻镁轮盘。
1)可锻合金的铝带轮盘:它与钢轮盘制造相似,比承载能力要高于钢轮盘、铸铝轮盘和锻铝轮盘。像钢轮盘那样,铝带轮盘的造型风格的自由度受到限制,需要高的工具投资。由于这个原因,只用作基本配置的、减轻重量的高档乘用车上。
2)用于大批量和小批量的铸铝轮盘(图7.3-46):主要采用硬模铸造。它具有最高的造型自由度,具有时尚的铸铝轮盘的功能经常退居次要位置。尽管由轻金属制造,轮盘的重量不像想象地轻。常用的铝合金为AlSi7 Mg亚共晶体或AlSi11 Mg共晶体(部分的没有T6热处理)。

图7.3-46 铸铝轮盘
铸铝轮盘制造:熔化→浇铸→(热处理)→机械加工(预钻孔或冲压、车削、钻孔、去毛刺、磨削)→表面处理(去毛刺、钝化、涂底漆、涂漆)。
为提高强度(作为优化重量的措施),在高档轮盘上附加采用轮辋槽旋转挤压成型(Flow-Forming,在高温时滚压)。
大直径轮盘由于采用复杂、高成本工艺,可限制因为轮盘直径大而引起的重量增加(图7.3-47):
①空心的铸造轮辐。
②轮辋外肩有环形空室(自由造型而重量不会较多增加)。
③轮辋内肩有环形空室(提高强度,以更好抵抗撞击)。
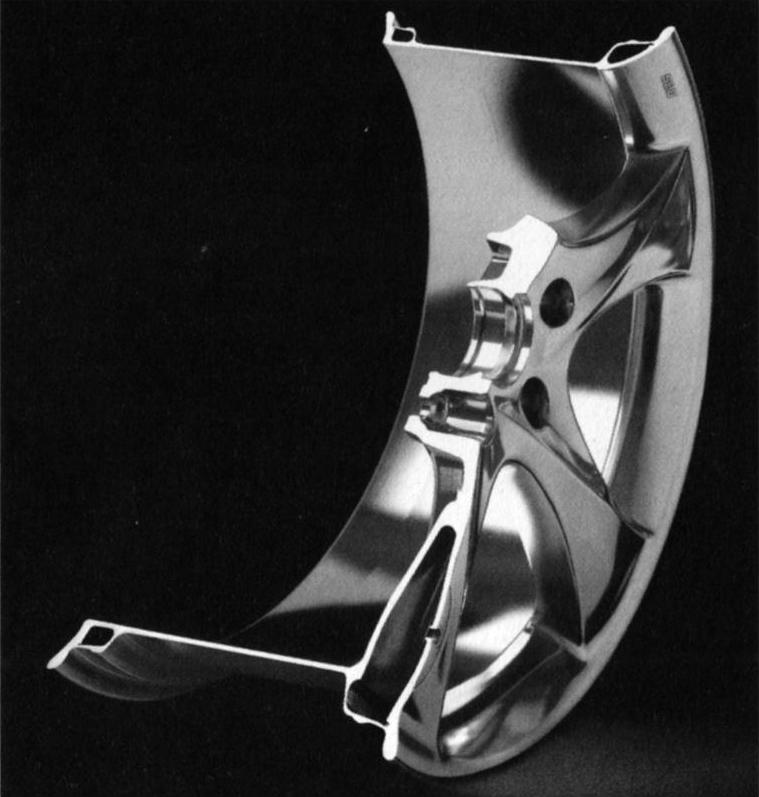
图7.3-47 空室铸铝轮盘
3)锻铝轮盘:一般要比前面的几种轮盘贵。但在降低造型自由度时它的承载能力要比铸铝轮盘高。
锻铝轮盘大多采用AlMgSi1筒经多级模压(轮辐、轮辋台肩)和滚压制成。模锻压力需高达8000t。廉价的锻铝轮盘是轻度锻造的,造型比较简单,需要较少的模压级。
锻铝轮盘制造:棒材(铸造或挤压)→筒→多级模压→滚压轮辋→热处理→以后的工序同铸铝轮盘。
4)铸镁轮盘和锻镁轮盘:制造与铸铝轮盘和锻铝轮盘相应。它们由于在材料、锻造、滚压和防腐方面的明显高的成本,在使用上受到限制。铸镁轮盘在市场上几乎消失。锻镁轮盘用于赛车或顶极高档车上。它们利用一些镁合金的高比强度性能,以做成非常轻的轮盘。
(3)塑料轮盘(复合材料轮盘)20世纪70年代以来,个别至今仍试图制造纤维增强的塑料轮盘。它是将玻璃纤维嵌入热固性塑料体中,但忽略热负荷、脆性断裂和偶然定向使用几乎没有或根本没有减轻重量的玻璃纤维等一些问题。
碳纤维是很贵的。另外,实际上很多轻的塑料轮盘存在高的安全性风险。因为每一次撞击会伤及内部结构(压层塑料)。这是由于所用的热固性塑料树脂的很低的断裂韧度。这种塑料轮盘需要不断监控,并需要特别加大尺寸,但也就没有重量轻的优势。复合轮盘至今几乎只用在不断检测的赛车上。
7.相关的重量
非簧载质量、惯性矩和刚度对转向力、转向精度、车轮载荷变动以及加速度和制动等汽车行驶动力学性能有决定性的影响。因为车轮平移、转动加速度或减速度100%算入非簧载质量,所以轻结构轮盘减轻重量的作用要比汽车上其他部件减轻重量的作用大几倍。表7.3-3是各种轮盘的重量。
表7.3-3 轮盘重量
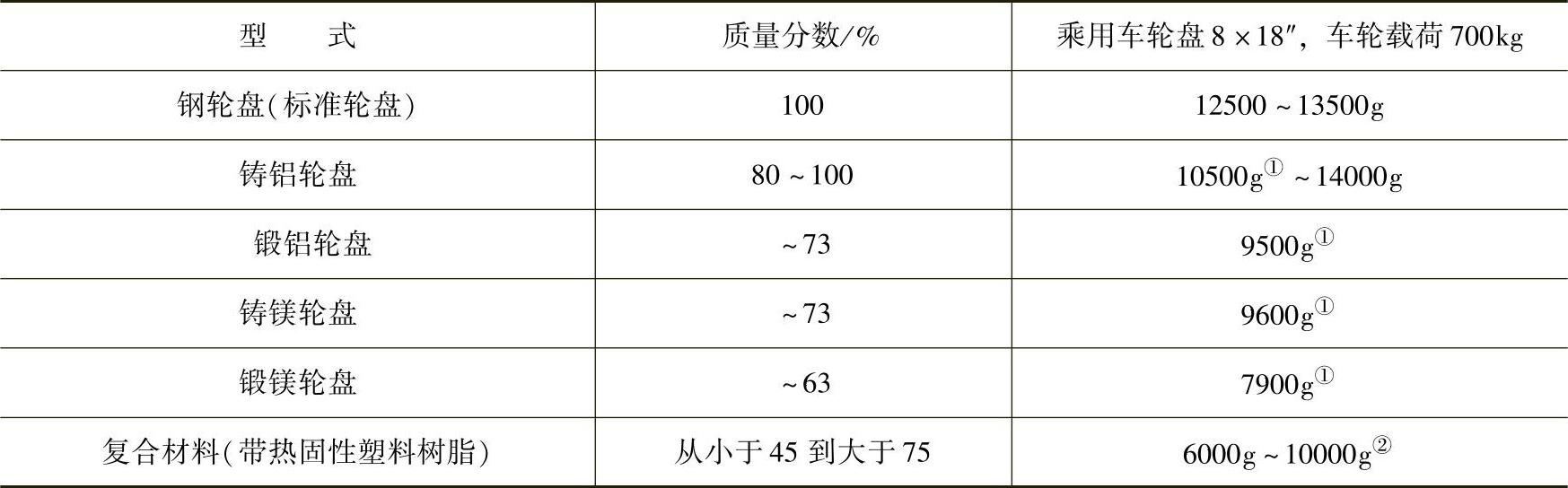
①重量优化或轻结构造型。
②按安全性程度。
最近几年在减轻轮盘重量中,采用高品质钢的钢轮盘取得很大进展。
8.相关的尺寸
现正开发原来使用的非常大的、窄的车轮。由于道路表面改善和提高弯道行驶速度,采用了较小的车轮。自20世纪70年代以来,在乘用车上有重新使用较大车轮的趋势。其原因是多方面的:美学、行驶动力学、较大的制动力矩。在一些应用场合,13in直径被18in直径的车轮替代,重量则增加。
9.轮盘/轮胎——特别的问题
(1)轮胎在轮辋上转动 在传递制动力矩/驱动力矩时可能出现问题,特别是运动型和大功率汽车上和附着系数μ大的轮胎上(当前的运动型汽车轮胎μ可到1.2,一般为0.9),会出现轮胎在轮辋上转动。通过轮胎座合面表面状况的配合(如利用专门的防滑漆),可以阻止轮胎在轮辋上转动。
(2)轮盘喇叭口(卷边)变形和由于路肩损坏 在汽车驶过撞击坑、路面不平、枕木和路肩时,小的轮胎断面使轮辋产生较大的载荷,并由此引起轮盘喇叭口的变形和损伤。由优质钢或复合材料做成的汽车起步保护装置有助于轮盘外喇叭口损伤时减少轮辋成本(更换非优质钢的轮盘)。
(3)高频振动 路面和轮胎激励的高频振动导致与轮胎接触范围的轮辋喇叭口的较大磨损。这也可用防滑漆阻止磨损。
(4)不平衡 灵敏的车轮悬架要求车轮径向和端面圆跳动公差小。在径向方向的不均匀质量分配(静态不平衡)和在轴向方向的不均匀质量分配(动态不平衡)引起的不平衡大多是加工时的夹紧误差、毛坯变形、材料密度波动(铸造轮盘)引起的。随着车轮直径增大和重量增加,较难控制车轮不平衡。
10.在制造和再生时的能量观察
最大部分的轮盘是由钢和铝制造的。观察这些材料的能量消耗十分重要。特别是铝的需要量不断增加。当前,为生产初级铝,所需能量约占世界范围的电能消耗的2.5%还要多。
生产1t初级铝需要4t 土。在整个生产过程中约需13~18MW·h电能(铁
土。在整个生产过程中约需13~18MW·h电能(铁 土→Al2O3→电解)。这些能量储存在材料中,而且大部分可以回收。这是根据强大的铝再生能力和不断对铝增加的需要考虑的。当然,这只是单纯的假设性观察。在再生过程中(铝的二次回收),消耗的能量也仅是原来消耗能量的5%(按660℃的低熔点),且材料质量没有变化,可看成是多次零部件循环的再生可显著改善能量平衡。退一步说,甚至没有能量的改善,但可利用轻结构的节能(见11)和通过提高保护资源角度也是不应该忽视的。
土→Al2O3→电解)。这些能量储存在材料中,而且大部分可以回收。这是根据强大的铝再生能力和不断对铝增加的需要考虑的。当然,这只是单纯的假设性观察。在再生过程中(铝的二次回收),消耗的能量也仅是原来消耗能量的5%(按660℃的低熔点),且材料质量没有变化,可看成是多次零部件循环的再生可显著改善能量平衡。退一步说,甚至没有能量的改善,但可利用轻结构的节能(见11)和通过提高保护资源角度也是不应该忽视的。
为生产钢,每t约需消耗6~8MW·h电能。但在再生时要消耗更多的能量,而且不只是在熔化(约1500℃)时,而且在采集、运输、挑选的各个准备阶段要多消耗能量,因为要运输更重的初级产品。如果人们附加计及运输笨重零件引起的多消耗的燃料和在再生循环中的高能量消耗,则与铝的能量平衡相比无论如何要差得多。铝的零部件是未来的投资方向。
11.环境优化
轻结构轮盘的重量优化有助于减少燃料消耗和降低有害物排放。如前所述,车轮重量减轻比汽车上其他零部件重量减轻的好处要大好几倍。
参考文献
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。