



对车身和它的构件的表面保护的设计任务书要求通常按企业内部的规范确定,并补充内容丰富的防腐蚀的DIN/ISO标准手册。各个汽车部件(组件)的验证同样根据标准化的试验进行。其中有石子打击、附着性、空气湿度、紫外线、盐雾、耐磨性等多种试验。这些试验可在实验室或在室外自然环境(地区、气候)进行。新开发的整车要经受不同路段试验和腐蚀试验。
车身表面保护的结构如表6.3-1所示。
表6.3-1 车身表面保护的结构
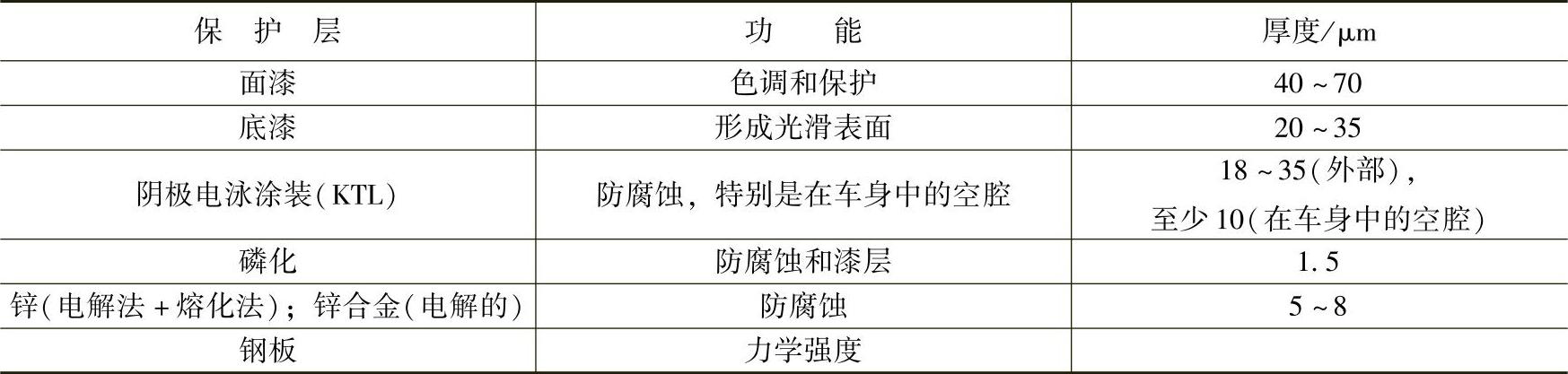
1.材料预涂层
目前在车身上较多地采用镀锌或锌合金钢板。镀锌层可有效地防止钢板表面腐蚀。当漆层受到破坏时它能发挥防腐效力。锌由于它的低电势而作为电气元件。在有电解质的情况下首先腐蚀的仅是镀锌层。
车身用的板材镀锌通常由钢生产厂家进行。有不同种类的钢板预镀层。除电解镀锌和热镀锌(火焰镀锌)外,还有镀锌扩散处理钢板。它的镀锌层在热镀锌后经过热处理转变成锌—铁合金。在双镀锌层时镀锌钢板还加一层有机材料。一些汽车生产厂家除使用电解的纯锌板外,还使用含有11%镍的锌—镍合金板,它具有较强的防腐作用。
2.车身设计措施
表面保护和防腐蚀影响车身设计。在选择材料时就考虑到它的表面保护和防腐蚀。有效选择材料副或避免材料间的相互接触,如在一开始就防止接触腐蚀。还有应这样设计遭受湿气的车身中的空腔,如车门、横梁、支架等,使它们有良好的通风。在电泳涂装时通风口同时也是很好的涂装入口处。
此外,应这样设计车身的所有组件(部件),使能很好排出水。在两个板件连接时要避免锐边(角)或锐边过渡(图6.3-2)。设计师还要检验,如车身中的空腔是否用蜡保护或连接处是否使用密封材料或粘接材料密封。
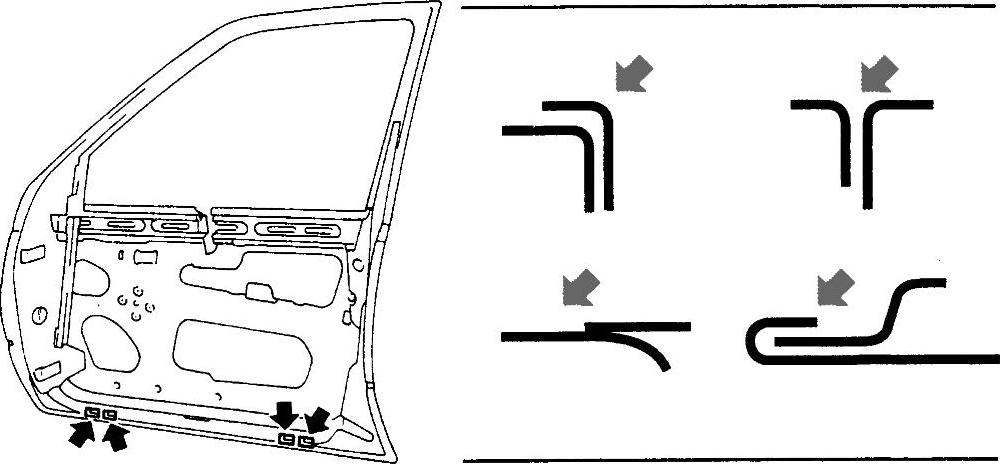
图6.3-2 通风口位置和可能的最佳防腐蚀连接处设计
无论如何,车身设计中必须遵循合理的工艺设计这个准则。特别要注意一些规定,如在生产过程中手工操纵白车身时遇到的规定(传输技术用的固定孔)。根据选用的生产方法,要预先考虑车身中的一些开口,它可允许进出辅助材料(图6.3-3)。应这样设计凸缘、翻边和搭接处,使可能涂敷粘接材料、易于安装密封材料,以保证工艺可靠。

图6.3-3 汽车底部排泄口的位置和设计
3.生产中的措施
图6.3-4是汽车生产的典型工艺流程。各汽车生产厂家由于不同的生产纲领和随着时间增长的生产计划而有所差别。
(1)粘接和密封 结构上不可避免的焊接凸缘和翻边凸缘可通过涂覆粘接材料或密封件防止水、腐蚀介质和空气中氧气渗入(图6.3-5)。
粘接是一种连接方法,在汽车工业中的作用越来越大。其优点是不但起到连接处的连接作用,而且还可密封。在合理的工艺设计时粘接连接不仅达到、甚至超过焊接点的强度。
必要的密封操作在焊装车间或涂装车间进行,在焊装车间必须将车身的所有密封处密封。这些密封处在车身装配后就无法接近它们,如被隐藏的翻边凸缘或支撑骨架,这些支撑骨架是外部钢板的衬里所需要的。在这些工艺流程和在定义焊装流程的节奏时要考虑粘接连接所需的前处理和后处理时间。如果密封操作在涂装车间进行,则要在脱油的表面进行材料涂覆,再在KTL中涂装表面。因为要与底漆一起硬化,所以不需要附加的干燥工艺。

图6.3-4 汽车制造的工艺流程
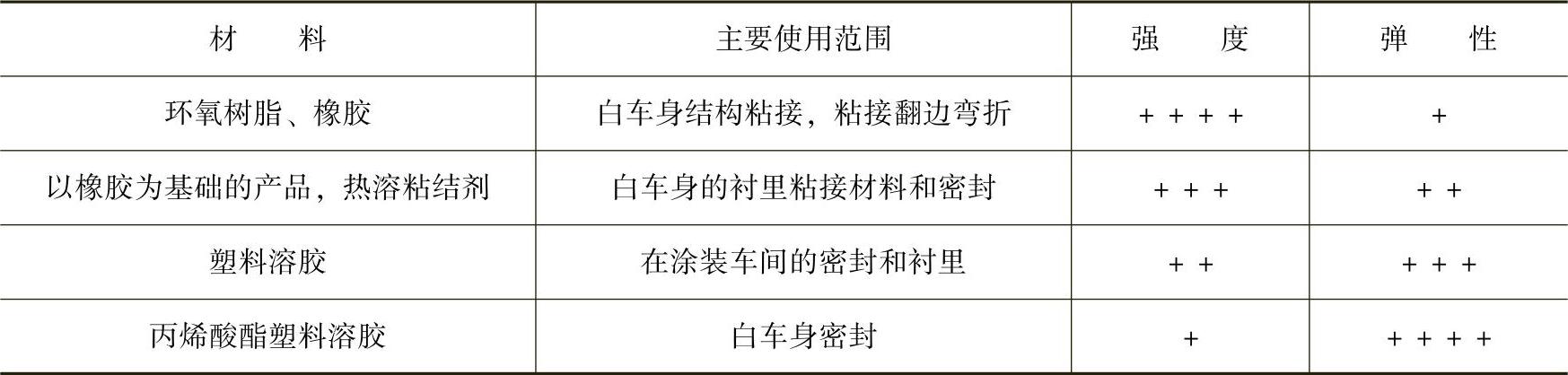
表6.3-2是车身制造中的各种密封材料和粘接材料。到底采用何种密封材料和粘接材料与所希望的强度和弹性有关。
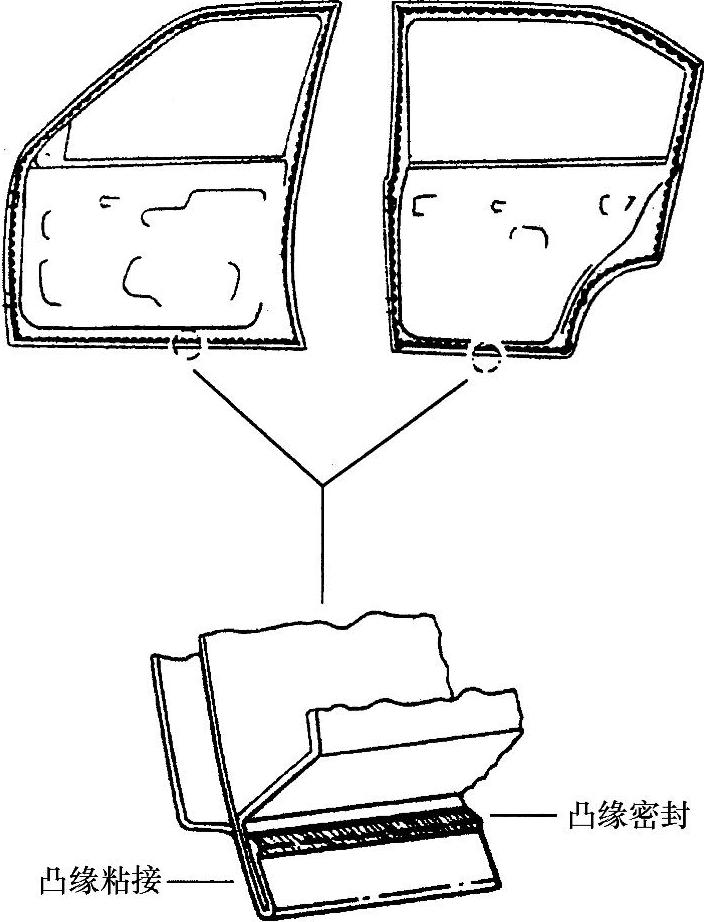
图6.3-5 凸缘粘接和密封的位置
表6.3-2 车身制造中的各种密封材料和粘接材料
(2)前处理 在涂装工艺前要对车身表面前处理。其目的一是防腐,二是改善漆的附着性。在全钢车身上,标准的前处理工艺可分清洁/脱油、冲洗、活化、磷化、冲洗、钝化、再次用完全脱盐的水冲洗这几个步骤。
焊装车间供给的车身还带有必须除去的防腐油、润滑剂、磨料粉残余物以及其他脏污物,以保证涂装质量。车身的清洁和去油采用含水的和含表面活性剂的碱性溶液。在接着冲洗时还要去掉粘附的清洁液。在实际磷化前用磷酸钛激活表面可提高磷化速度、减轻磷化层重量并得到特别细的晶粒边界层。
采用溶液磷化的主要成分为锌、镍、锰离子、磷酸和促进剂[氧化剂,如氮化物、过氧化物或羟胺(胲)]。为处理钢—铝车身,要附加自由的氟化物。酸性的磷酸盐溶液作为酸洗剂。通过酸洗反应形成二阶铁离子、锌离子和氢原子。促进剂将氢气去极化,也即消除金属表面的氢气泡。氢气泡可干扰表面的磷化反应。由于酸洗反应,金属表面的酸浓度下降,因而在表面形成难溶的磷酸锌或磷酸锌铁薄膜。它的重量为1.5~4.0g/m2。形成的二阶磷酸铁通过氧化剂形成难溶的三阶磷化铁,并作为矿泥分离出来。在车身上残留的矿泥颗粒在以后的冲洗过程中除去。
在磷化层中可能残留的细孔通过含水的六氟锆酸溶液或后有机冲洗溶液而消除,接着用完全脱盐的水将残留的水溶性盐冲洗掉。
磷化可采用喷射法或电泳法或这两种方法的组合。(https://www.xing528.com)
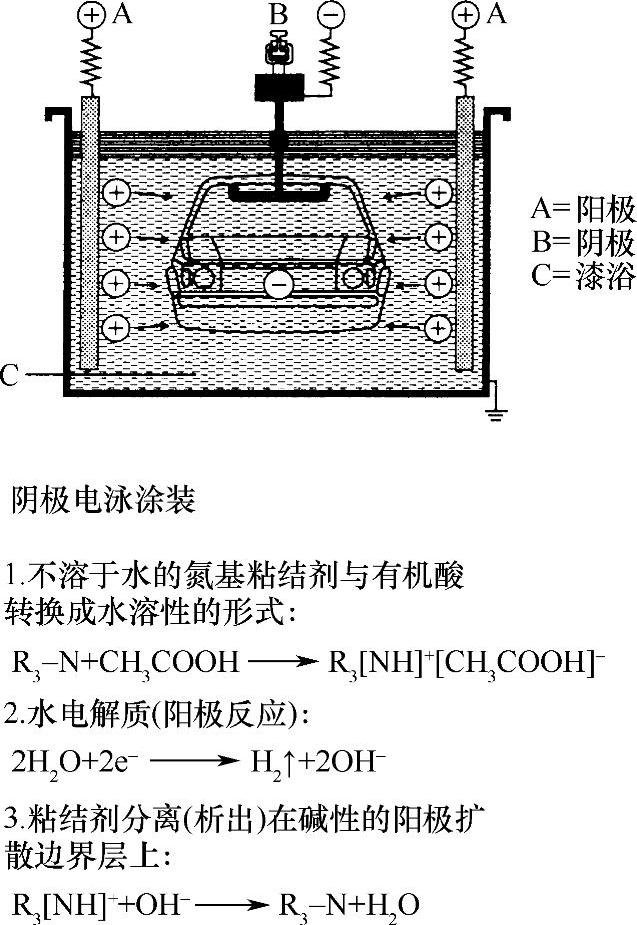
图6.3-6 阴极电泳涂装:简图和反应方程式
(3)电泳涂装 由于电泳涂装的高经济性和均匀的涂层厚度,已成为汽车工业中防腐蚀的一种方法。该方法是将要涂装的物体浸入含量为15%~25%的弥散漆颗粒的漆—水浴槽中。在工件和浴槽间施加直流电压,则漆颗粒在工件表面上移动并沉积下来。电泳涂装有正极电泳涂装(ATL—Anodische Elektrotauchlack-ierung)和负极电泳涂装(KTL—Kathodische Elektro-tauchlackierung)两种方法。由于KTL的防腐蚀效果好,所以车身都采用阴极电泳涂装(KTL)(图6.3-6)。
电化学沉积通常在2.5~4.0min时间内完成。在较多件数时,浴槽设备大多是连续的,它有2~7个不同电压的直流电场。根据涂装类型和方法,在工件外部的涂层厚度为18~35μm。车身空腔中的涂层厚度至少要达到10μm厚。
瀑布式冲洗过程使车身在KTL电泳涂装后消除没有结合的电化学的漆颗粒。为减少水的消耗和回收漆,采用超级滤液作为冲洗剂,它是从KTL涂装中在超级过滤设备中得到的一种介质。车身的瀑布式冲洗过程对准涂装的作业方向进行。冲洗剂和残余的漆又返回到浴槽。在用完全脱盐的水最后冲洗以后,将粘附在车身上的漆在温度为60~180℃时烘烤约20min。同时,烘烤过程也作为车身的干燥过程;只有在热处理后才能达到最终强度的可淬硬钢以及粘接材料和密封材料也可由此硬化。
(4)底部和表面涂装 外部表面保护和配色可用湿漆,个别情况也可用粉漆。底漆的任务是消除先前工位造成车身表面的粗糙或不平处,并为面漆保证光滑的底部。此外,底漆是促进面漆粘附的中介层。除使用单色,大多为灰白色底漆外,也用有色的,甚至使用面漆色调的专用底漆。有色底漆的优点是面漆层可以较薄(成本低)和在用户使用时不易察觉较轻的汽车表面的机械损伤。
面漆常为双层漆,一层为基础(底)漆,配色用;一层为透明漆。在基础漆中可分通用色调漆和效果色调漆(金属、云母)。效果色调漆除含有如铝颗粒或微光颗粒颜色色料外,还可根据不同的照射光产生不同的反射颜色或反射闪光。在色调开发中要特别注意所用的色料对光的照射的稳定性和完全嵌入粘结剂中。此外,还要注意,如通过持久的太阳照射会形成色调的移动或在边界层上的色料聚集并出现颜色的附着问题。
透明漆是为了保护光滑的表面和达到光泽的效果。透明漆的化学性能在强烈的紫外线照射下不应发黄;必须保护(如在洗车时)表面氧化膜;能抵御有机和无机物质侵蚀,如燃料、鸟粪、树胶和酸雨。
底漆、面漆和透明漆的整个涂装系统的各涂层内应防止湿气侵入和紫外线照射,特别是要防止含有环氧树脂的KTL层。因为紫外线可分解环氧树脂,其后果是底漆失去粘附性并使整个涂装结构脱落。另一个要求是抵抗机械冲击能力,如石子打击。通过涂层的良好粘接以及相应的柔韧性,可达到这个要求。
湿漆由挥发的和不挥发的成分组成。挥发成分(有机的或含水的有机溶剂)作为可调制的油漆。不挥发成分在硬化后形成实际的漆膜(层)。湿漆中的粘结剂有利于漆膜的形成。汽车上主要使用醇酸树脂、丙烯酸树脂、聚氨酯和三聚氰胺脂粘结剂。在粘结剂中还有颜色色料和各种辅助材料、湿润剂、流动剂、不发光剂、抗沉淀剂以及软化剂(增塑剂)、薄膜成膜剂和充填材料。
在喷漆室进行喷涂。按可能,喷漆室应设置在与楼房分开的区域(净化区域),从而保证喷漆室的洁净环境,防止脏污物或其他干扰物(如密封胶)对喷漆工艺的影响。在喷漆时要将环境湿度和温度控制在很窄的公差范围内,以免色调波动。对水基漆,空气湿度保持在(23±3)℃,空气湿度保持在65%±5%。
内部涂装通常使用机器人或油漆工。外部涂装除使用机器人外也采用自动喷涂。喷涂主要采用空气雾化的喷枪和静电高速钟形罩(ESTA-Eleutrostatische Hochrotationglocken)。车身在通道式干燥室中经照射、循环空气干燥或兼有照射与循环空气干燥。干燥温度底漆约为165℃,面漆约为140℃;干燥时间一般为30min。
涂装系统在干燥过程中硬化,即受温度影响的粘结剂在原来处于阻塞状态的分子链发生反应和耦合形成稳定的大分子。上面提到的色料和辅助材料被包围在形成的分子网格中并影响大分子的性能,如硬度、耐磨性、流动性和光泽。
除常用的湿漆涂装外,还采用粉漆和粉浆涂装,但在当前的汽车工业涂装中只占很少的市场份额。在粉漆喷涂时取消溶剂。没有积聚在工件上的漆颗粒又直接输送给喷涂工艺。频繁的颜色变换和少的工件数使经济性下降。要提高经济性只能采用湿漆涂装,但湿漆涂装需要附加的设备。由于这一原因,目前粉漆涂装主要用于单色底漆或透明漆。湿漆涂装与粉漆涂装的组合为粉浆涂装。这是一种由漆生产厂家将粉漆加入含水的溶剂中的粉浆漆。粉浆漆可使用现有的、稍作改动的湿漆涂装设备。其工艺除没有有机溶剂外与粉漆工艺一样。
4.车身中空腔封蜡和底部保护
车身中空腔封蜡和底部保护可有效防腐蚀,由于这些部位的高载荷不仅要求特别的密封操作,而且要采取像用蜡对空腔密封的措施。蜡封一般在涂装后进行。车身底部保护部分工作是在涂装车间,部分工作是在生产过程终了时进行的。
(1)车身中空腔封蜡 用蜡封堵车身中空腔就是密封缝隙或凸缘,从而避免缝隙腐蚀。表6.3-3列出了所用的各种蜡。
表6.3-3 车身中空腔封蜡用的各种蜡

蜡的渗透法是有效密封狭窄缝隙的重要方法。下面可用简单试验检测渗透性:在室温下将两块相互错开规定距离、水平叠在一起的矩形试验板,在错开处涂上蜡在规定的重量冲击下有多余蜡的一棱边被隐藏起来。在试验时间结束后将它们分开就可测定蜡的渗透距离。
在车身设计时要考虑封蜡的方法。车身中空腔封蜡可用热空气蜡法或热喷射蜡法。用热空气蜡法时要将涂层范围的车身加热到60~70℃,车身中空腔用约120℃的热空气蜡完全充满,一部分蜡凝固粘附在较冷的车身钢板上,同时剩余的蜡重新流出。使用热空气蜡法应这样设计车身中空腔,使能保证可靠的、按规定的蜡量流出。在空腔型材上部范围要避免空气夹杂物。在室温时的热喷射蜡法与热空气蜡法不同,被喷射蜡的构件温度与蜡的温度差不应超过10K。在高压下(2000~12000kPa)将与空气混合或不与空气混合的蜡喷入车身中空腔。同时在结构上要有足够的开口。
(2)车身底部保护 车身底部由于石子打击而受到严重的力学载荷。此外还受到地面潮湿和路面撒盐(冬季)的严重腐蚀。沥青基、PVC基和聚氨酯材料可防止这类腐蚀。在没有使用这类材料保护的范围需用封蜡(图6.3-7)。用封蜡还可同时保护处于这范围的底部构件。
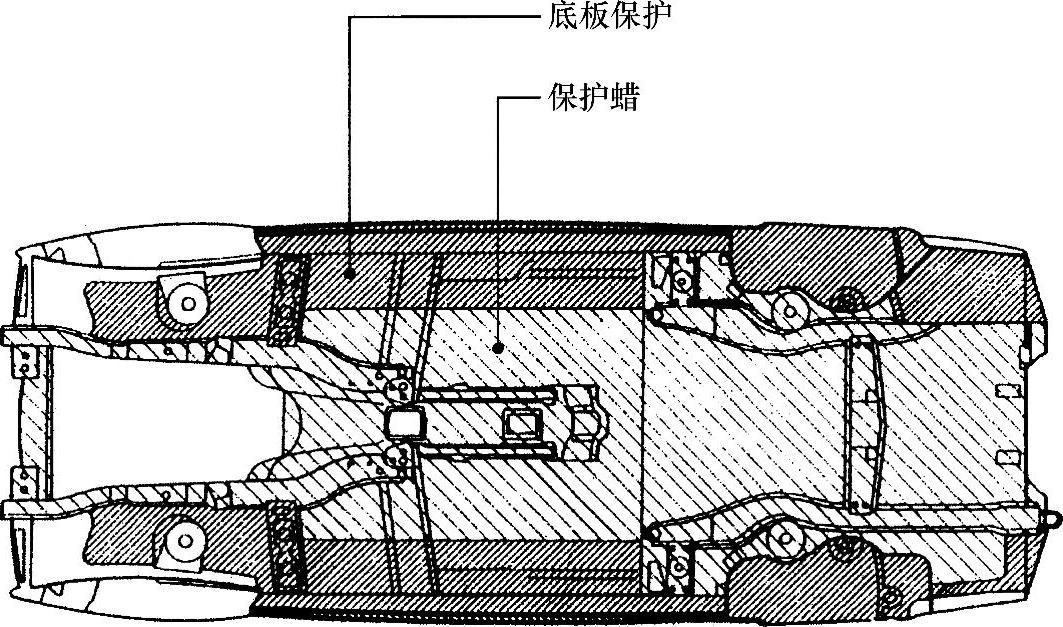
图6.3-7 使用车身底板保护材料和保护蜡
作为热空气/喷射蜡的例外情况,车身底部可使用与车身中空腔封蜡一样的蜡。在车身底部范围所用的蜡的高耐冲击腐蚀性要求要比高的渗透性要求高。
实际上都采用热喷射蜡。自动化涂装设备必须按车型调整,因为不允许在车身全部范围涂装,要留出排气系统,包括催化转化器范围。
5.运输保护
在交付汽车时用户要求汽车的质量和外观完美。为此在生产中要附加运输保护。运输保护是在6个月的时间内保护新的涂装表面免受伤害。表6.3-4是可提供汽车运输保护的各种方式和所用的保护材料。
表6.3-4 运输保护

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。