



1.厚壁筒节焊接专机
鉴于厚壁核动力压力容器的极端重要性,国外在提高核动力压力容器焊接质量方面,突出了各种专机的开发和使用,除了对厚壁筒节的环缝、纵缝焊接窄间隙埋弧焊接专机(图5-80、图5-81)外,还有:长纵缝(>10m)焊接专机(图5-82);长直内缝打底焊接专机(图5-83);三焊头窄间隙埋弧焊机(图5-84)。
此外,还将普通双丝埋弧焊(图5-85)、双丝窄间隙埋弧焊工艺与焊接专机推广于厚壁核动力压力容器的焊接中。
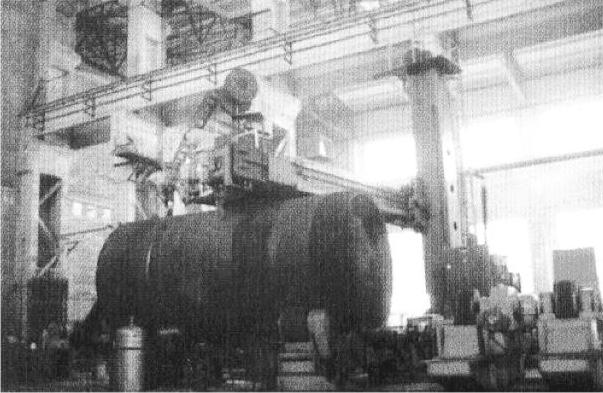
图5-80 焊头侧载人悬臂窄间隙埋弧焊专机

图5-81 悬台式窄间隙埋弧焊专机

图5-82 长直缝窄间隙埋弧焊
图5-83 长直内缝(打底)自动弧焊机
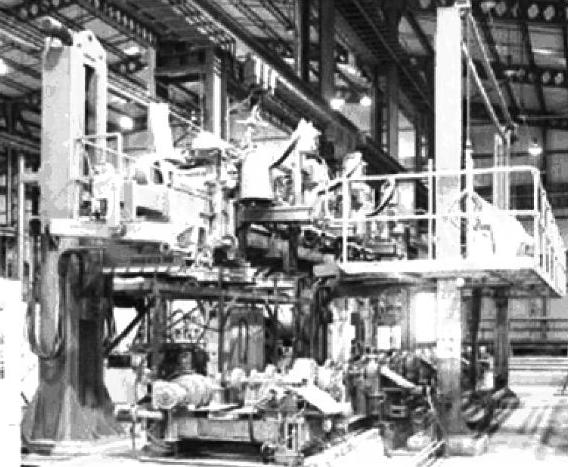
图5-84 三焊头环缝埋弧焊机
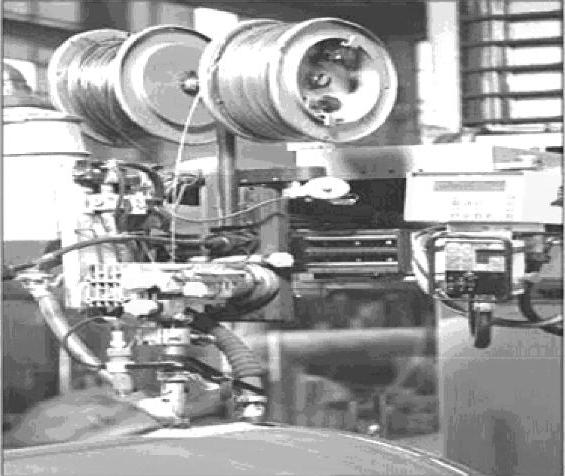
图5-85 一种双丝埋弧焊机
2.带极埋弧堆焊专机
由于核电厚板压力容器的焊接技术中,大量采用在高强钢压力容器内表面埋弧堆焊不锈钢、镍基合金等材料,这就使带极埋弧堆焊成为核电厚板压力容器的主要堆焊工艺,为此,国外也开发了用于厚板压力容器的筒节和封头的带极埋弧堆焊专机。
小车式机架(图5-86、图5-87)的带极埋弧堆焊机的特点是使用灵活性好、设备的成本低,但如果用于容器批量生产的场合,那么在堆焊每个焊道时,调整焊头位置的工作量将很大,这是不足之处。

图5-86 筒节内壁的小车带极堆焊
图5-87 筒节内表面环缝带极堆焊
而悬臂式带极埋弧堆焊专机(图5-88)正是为弥补小车式机架不足之处而设计的,其主要技术措施就是焊头位置调整装置采用数字式步进系统,该系统可根据堆焊工艺参数精确自动调整堆焊焊道重叠量,从而确保堆焊焊道的均匀性。
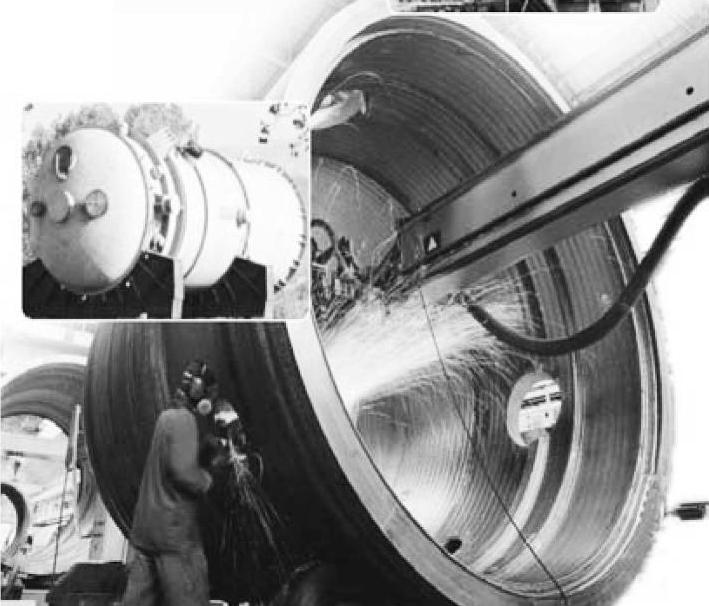
图5-88 筒节内壁的小车堆焊
完成大型筒节内表面带状电极埋弧堆焊,必须与焊接辊轮架(也称转胎)相配套,这时,焊接辊轮架不仅是筒体件的支架,还要通过摩擦,以辊轮的旋转来带动筒体件一起旋转,完成筒节的堆焊环缝。辊轮架辊轮的旋转速度乘以减速比(辊轮直径与筒体外径之比),就是环缝焊接速度,因此,对焊接辊轮架的要求如下:辊轮的旋转速度要平稳、且可调速,以适用于不同外径筒体工件的焊接;左右两边的辊轮架(如果是使用两套辊轮架)必须有或机械或电气的“同步”旋转速度控制,否则,必造成筒体工件纵向中心线的偏斜,随之是工件的环缝歪斜。
大型封头工件的带状电极埋弧堆焊,一般必须用大型焊接变位机(图5-89);所谓大型焊接变位机,其工作台面的旋转是采用调速精度较高的直流电动机调速系统,而工作台面的倾斜也可电动调整,还会给出速度和倾斜角的数字显示。
但凡碰到大型封头工件的埋弧堆焊(图5-90),一般多是重要结构上的封头部件。对这种大型封头工件的堆焊,无论焊接工艺、焊接设备、焊接材料的选择都要求做到细致周到。其中,对焊接变位机的选用就必须注意以下几点:
图5-89 大型变位机

图5-90 长立杆封头堆焊机
①焊接变位机在大承重条件下,能否保证工作台面旋转速度的稳定性和精度(这个工作台面旋转速度,就是封头圆周方向的堆焊速度,见图5-91中参量r)。
②焊接变位机必须以数显方式给出工作台面的倾角变化(图5-91中参量θ)的差值(这个倾角的变化差值是改变封头径向堆焊焊道偏移量的依据之一)。
③焊接变位机的控制系统是否考虑了与焊接主机的接口(焊接变位机要与焊接主机联动)。
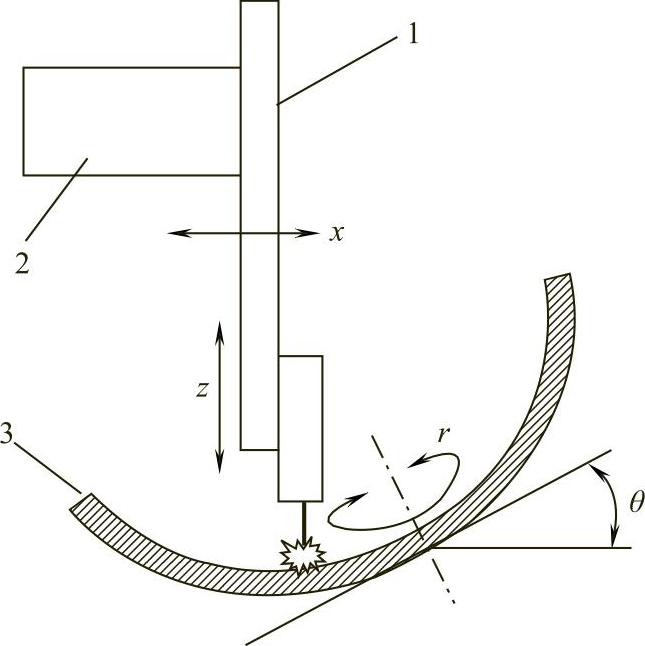
图5-91 封头埋弧堆焊的机械调节参量
1—立向杆 2—焊机悬臂 3—工件 x—焊机悬臂横向伸缩量 z—立向杆立向伸缩量 r—变位机转动(堆焊速度) θ—变位机倾角
④大型封头工件堆焊用焊接变位机是否考虑了封头可靠装夹的问题。(https://www.xing528.com)
⑤除了焊接变位机的主控制箱外,是否考虑了遥控盒,因为大型封头工件堆焊时还要将工件进行加热(150~200℃),这样,操作现场温度很高,不便人员近前操作。
基于以上几点,大型封头工件堆焊用的焊接变位机,虽说是附属设备,但却是焊接关键部件用的重大装备之一,要达到以上几点要求,通常使用微机控制系统对焊接变位机与埋弧焊机进行联动控制。
3.马鞍形焊缝、杯形焊缝埋弧焊专机
马鞍形焊缝焊接是核电厚板压力容器的极为关键的焊接技术,因为不论哪种核电厚板压力容器,都要通过马鞍形焊缝来连接厚板压力容器的筒体与外接管(嘴)或杯形焊缝连接封头与外接管(嘴)。
图5-92~图5-99所示为厚板压力容器中马鞍形焊缝、杯形焊缝埋弧焊实例。

图5-92 筒体与子管间的马鞍形焊缝

图5-93 中间焊道马鞍形焊缝

图5-94 封面马鞍形焊道
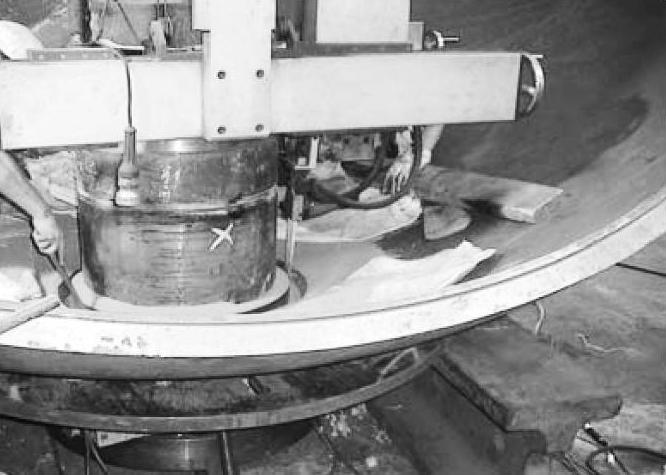
图5-95 封头与子管间的杯形焊缝
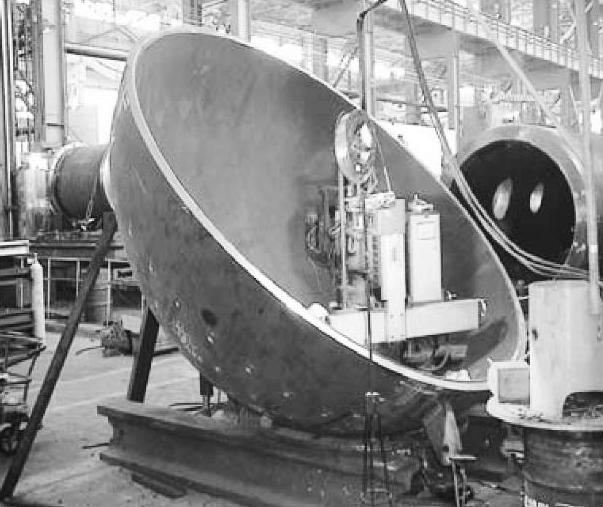
图5-96 杯形焊缝自动焊机
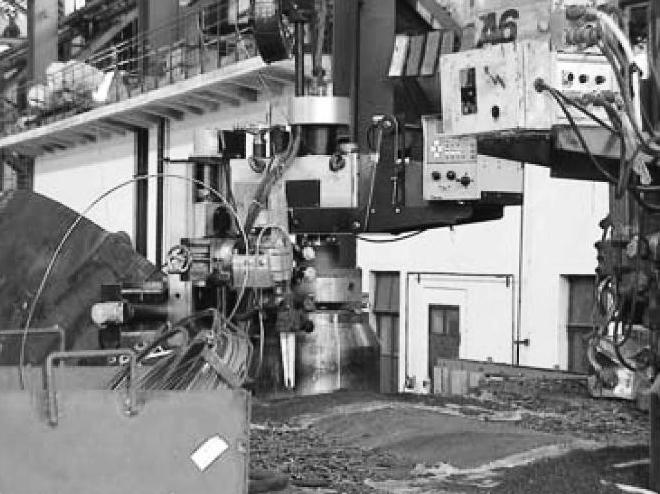
图5-97 马鞍形焊缝自动焊机

图5-98 马鞍形焊缝TIG打底焊
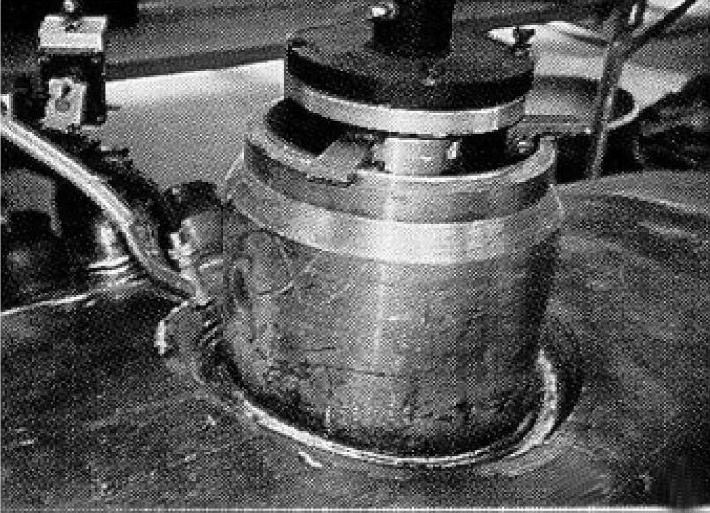
图5-99 子管焊缝TIG打底焊
4.J形焊缝TIG焊专机
压水堆的堆帽与控制棒导管间的焊缝,业内术语称为J形焊缝。该J形焊缝是一条密封和承受压水堆一次冷却水压力的极为重要的承压焊缝;焊接坡口与控制棒导管的插入状态如图5-100所示;因堆帽是具一定弧度的厚板凹形实体,所以控制棒导管插入堆帽的状态形似英文字母J。该焊缝实际上是在堆帽内表面,形成的在空间具一定斜度的管—板角焊缝;由于控制棒导管插入堆帽凹形内表面状态并不一致,所以各管—板角焊缝的空间斜度也不同。
图5-101是一台专用J形焊缝自动焊机,使用的工艺方法为TIG添丝焊;
图5-102是J形焊缝自动焊的现场(加拿大B&C)。
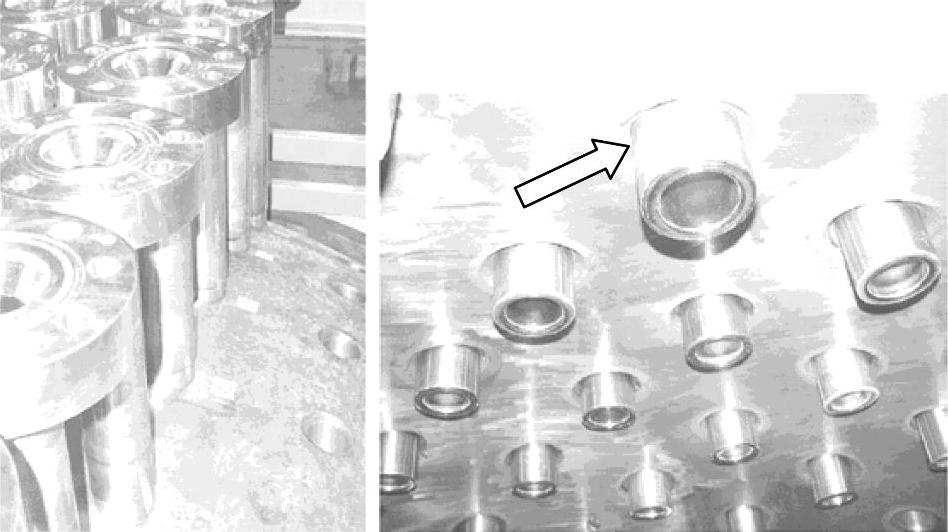
图5-100 堆帽与控制棒导管间的J形焊缝
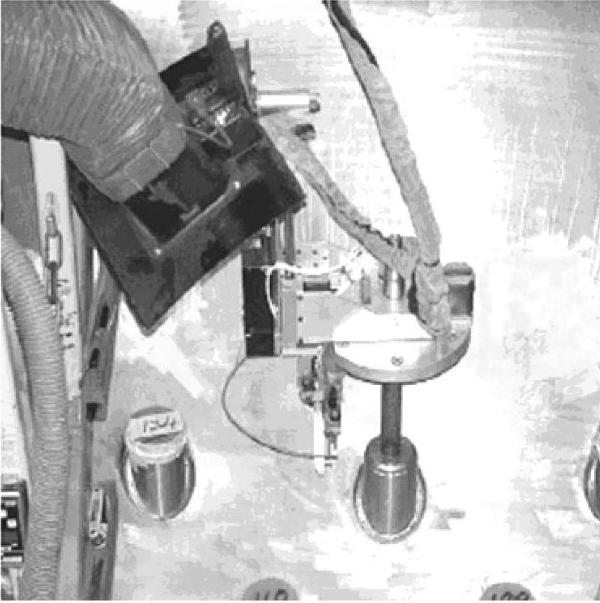
图5-101 J形焊缝的TIG添丝自动焊机

图5-102 J形堆帽型焊缝的焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。