



【摘要】:核电厚板压力容器的焊接前的一项极其重要的准备工作是厚板焊接件的坡口加工。厚板压力容器上还有很多由于管—管相互焊接连接而形成的马鞍形坡口。图5-63 厚板刨边机图5-64 专用子管坡口切削机图5-65 堆帽与筒壳间的螺栓紧固孔的机加工图5-66 控制棒导向管孔的专用大型镗床图5-67 筒体环缝坡口镗铣加工机图5-68 长直缝坡口铣床
核电厚板压力容器的焊接前的一项极其重要的准备工作是厚板焊接件的坡口加工。
核电厚板压力容器焊接件的坡口型式包括:筒体直缝I形坡口、筒体直缝X形坡口、筒体直缝U形坡口。对筒体环缝也存在上述三种型式的坡口。厚板压力容器上还有很多由于管—管相互焊接连接而形成的马鞍形坡口(图5-59、图5-60)。
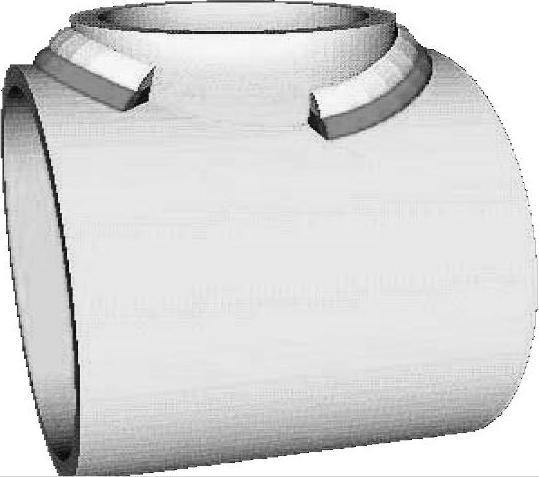
图5-59 子管与母管交插焊接形成马鞍形焊缝

图5-60 母管上的马鞍形坡口
当一段直管与弧形厚板相互焊接连接时,又会形成所谓J形焊缝,例如压水反应堆堆帽与控制棒导向管接头处的焊缝(图5-61、图5-62)。
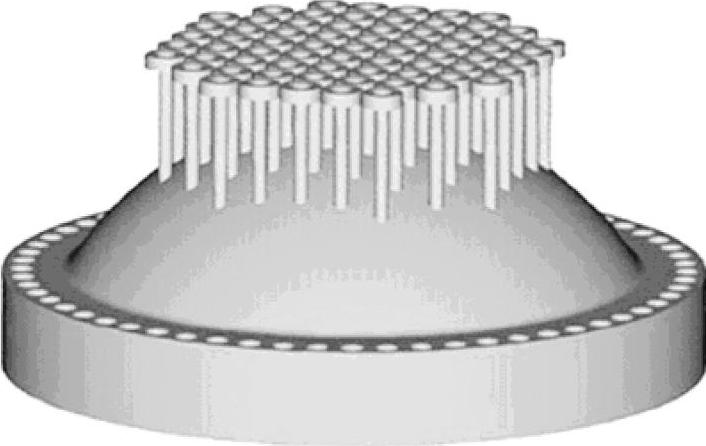
图5-61 压水堆帽与控制棒导管接头(BABCOCK)3维图像
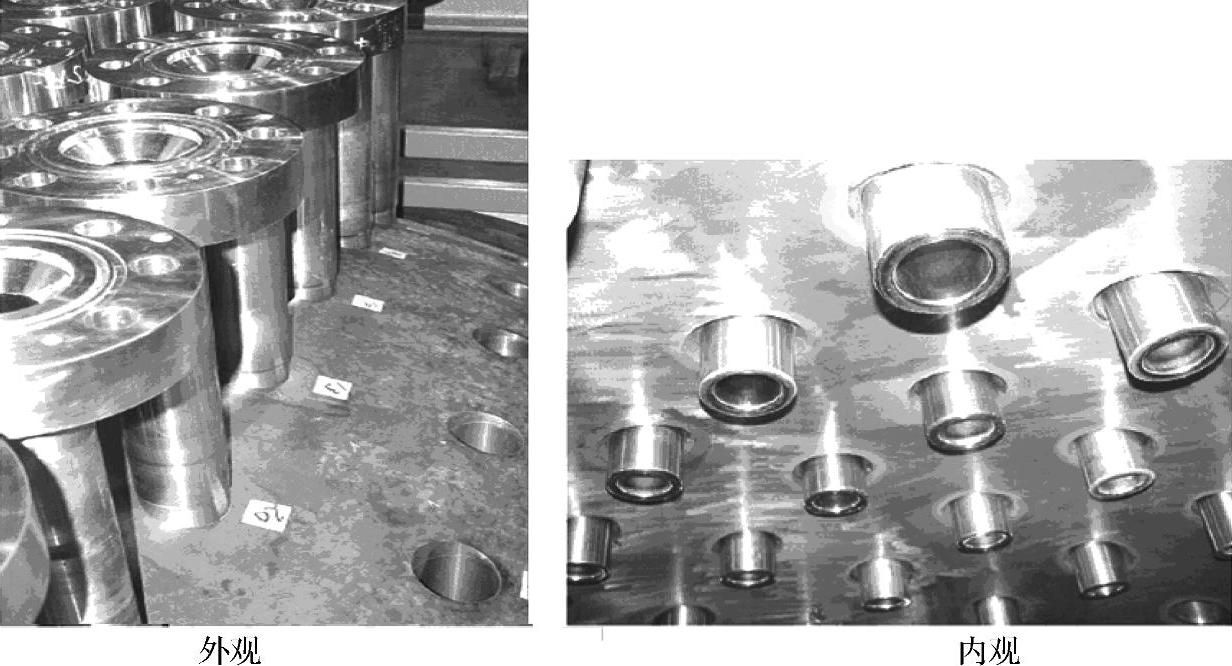
图5-62 实际堆帽控制棒导管接头
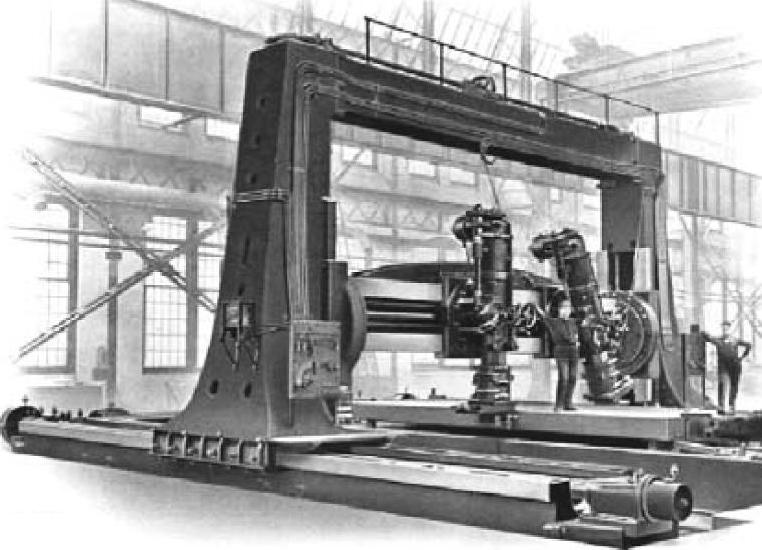
核电厚板压力容器都是特大、特厚的结构件,对其坡口加工尺寸精度、位置精度要求极其严格,所以需用各种高精度重型专用坡口加工机床,如厚板刨边机(图5-63)用于厚板直坡口加工,专用子管坡口切削机(图5-64),堆帽与筒壳间的螺栓紧固孔的机加工专机(图5-65),控制棒导向管孔的专用大型镗床(图5-66),筒体环缝坡口镗铣加工机(图5-67),长直缝坡口铣床(图5-68)等。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-63 厚板刨边机

图5-64 专用子管坡口切削机
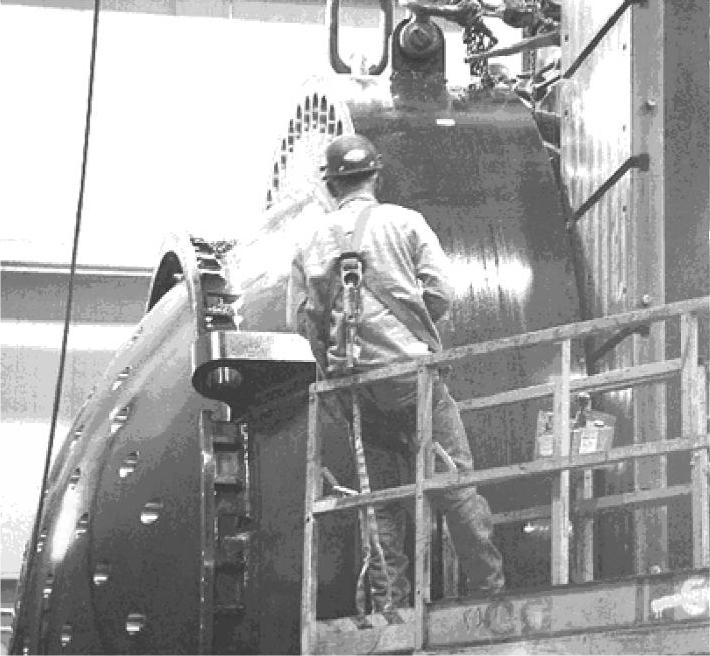
图5-65 堆帽与筒壳间的螺栓紧固孔的机加工
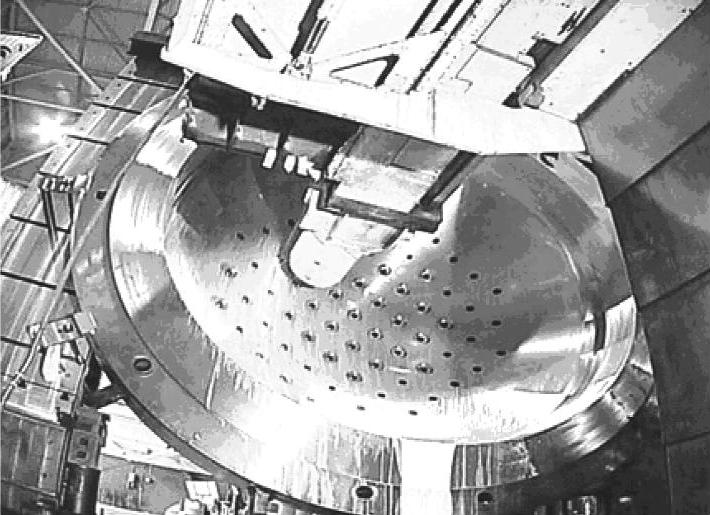
图5-66 控制棒导向管孔的专用大型镗床

图5-67 筒体环缝坡口镗铣加工机
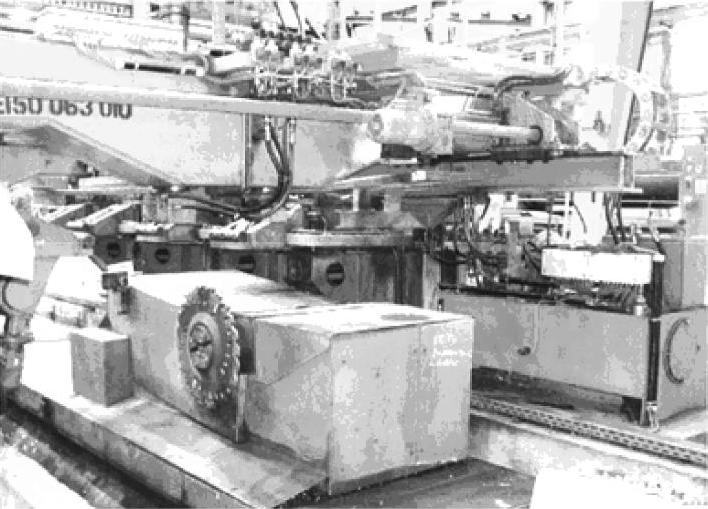
图5-68 长直缝坡口铣床
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。