



船舶管道的车间焊接是指在车间内焊接生产,然后送至船体分段、总段进行组焊的所有类型、批量、材料和尺寸的管道半成品。
车间生产条件下,管道半成品准备的最大优点在于容易进行管道的装配、充分发挥各种自动焊管设备和辅助焊装设备的功能;对一些使用焊条电弧焊的场合,也容易达到满意的焊接质量。
图4-26显示的是在车间内使用全位置自动焊管机对管—管进行有预热的对接焊。
图4-27显示的是在车间内使用大型全位置自动焊管机对大口径管—管的对接焊。
图4-28显示的是在车间内使用窄间隙气电焊对厚壁管—管的对接焊。

图4-26 车间内的管—管对接自动焊

图4-27 大径钢管的管—管对接自动焊
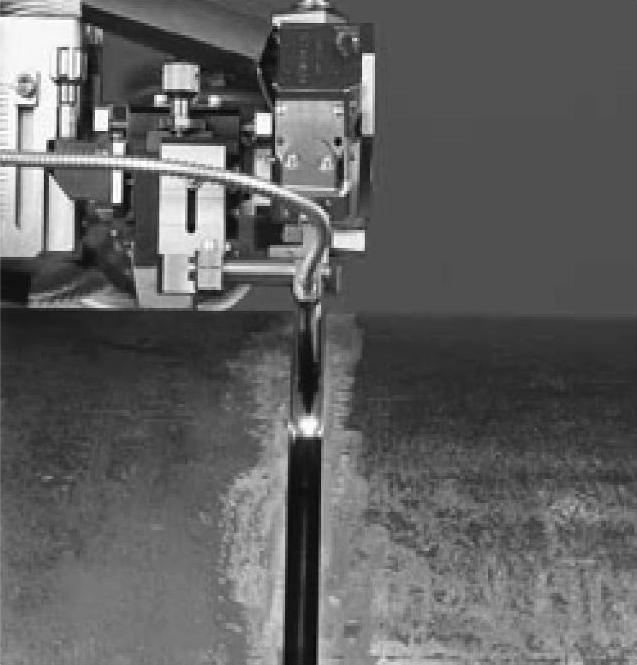
图4-28 厚壁管的对接自动焊
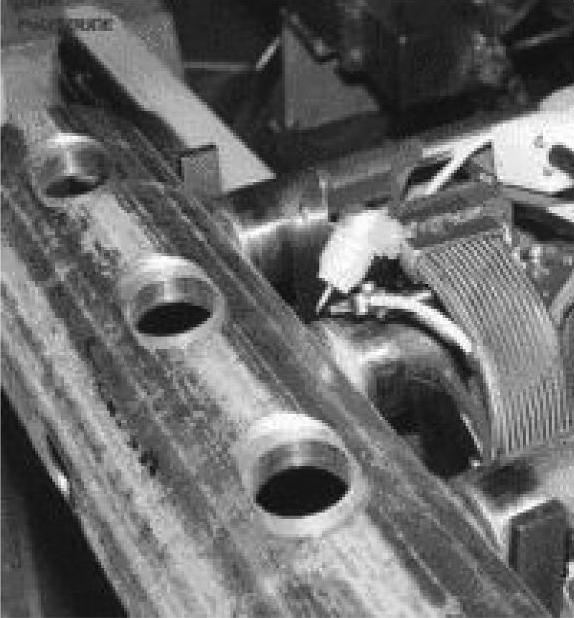
图4-29显示的是厚壁管的马鞍形焊缝自动焊;图4-30显示的是厚壁管的马鞍形焊缝横接自动焊;图4-31显示的是在车间内管件的焊条电弧焊。

图4-29 厚壁管的马鞍形焊缝自动焊
 (https://www.xing528.com)
(https://www.xing528.com)
图4-30 厚壁管的马鞍形焊缝横接自动焊
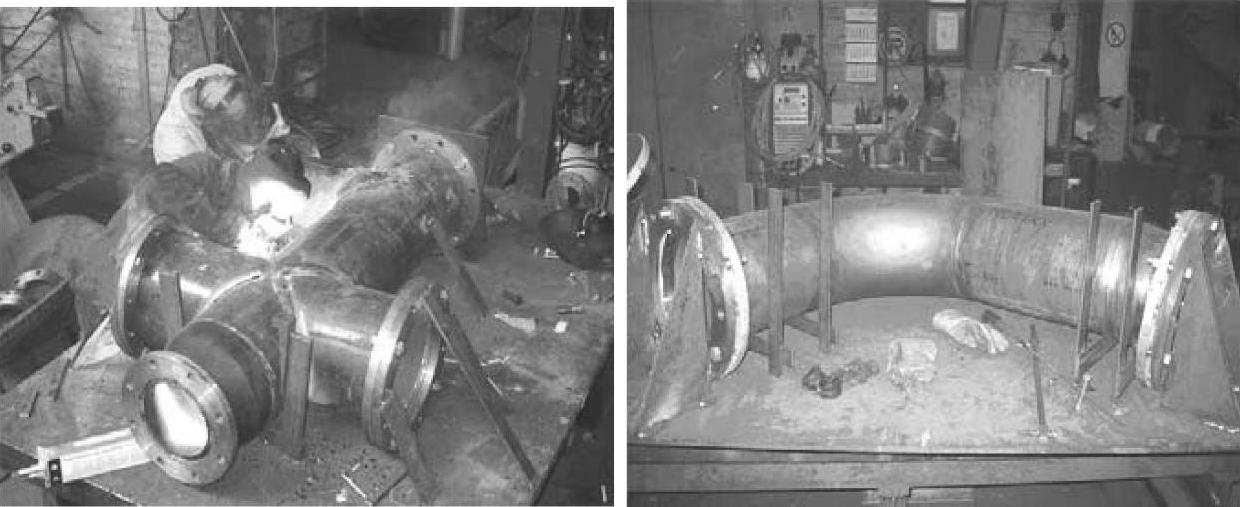
图4-31 在车间内管件的焊条电弧焊

图4-32 不等径管—管对接焊缝

图4-33 管—法兰对接焊缝

图4-34 管—弯头对接

图4-35 几种管法兰标准配件

图4-36 几种管弯头、管三通标准配件
船舶管道的车间焊接可以归纳出几种焊缝类型:一类是管—管对接(图4-32)、管—法兰对接(图4-33)、管—弯头对接(图4-34)和管—三通对接焊缝。这类有对接焊缝的船舶管件在船舶管系中用量最大,而且常用尺寸范围内的管材、管法兰(图4-35)、管弯头(图4-36)、管三通等配件也在材料、型号和尺寸、压力等级等诸多方面形成了标准化和系列化。另一类是管—管横直接、管—管横斜接的情况,在常用尺寸范围内的船舶管件中并不多见,因为这种接头形式一般可用管—管三通的接头形式取代;如果碰到非用管—管横直接头形式,那么一定是非标准管、特种厚壁管或管件与筒件的接头形式,这就是通常业内所称的“马鞍形焊缝”接头形式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。