



1.气电立焊原理简述
气电立焊(EGW)技术是一种配备专用的药芯焊丝,以CO2气体保护进行立向上对接焊的自动化焊接工艺,用于焊接垂直或接近垂直位置的焊接接头,见图2-135。
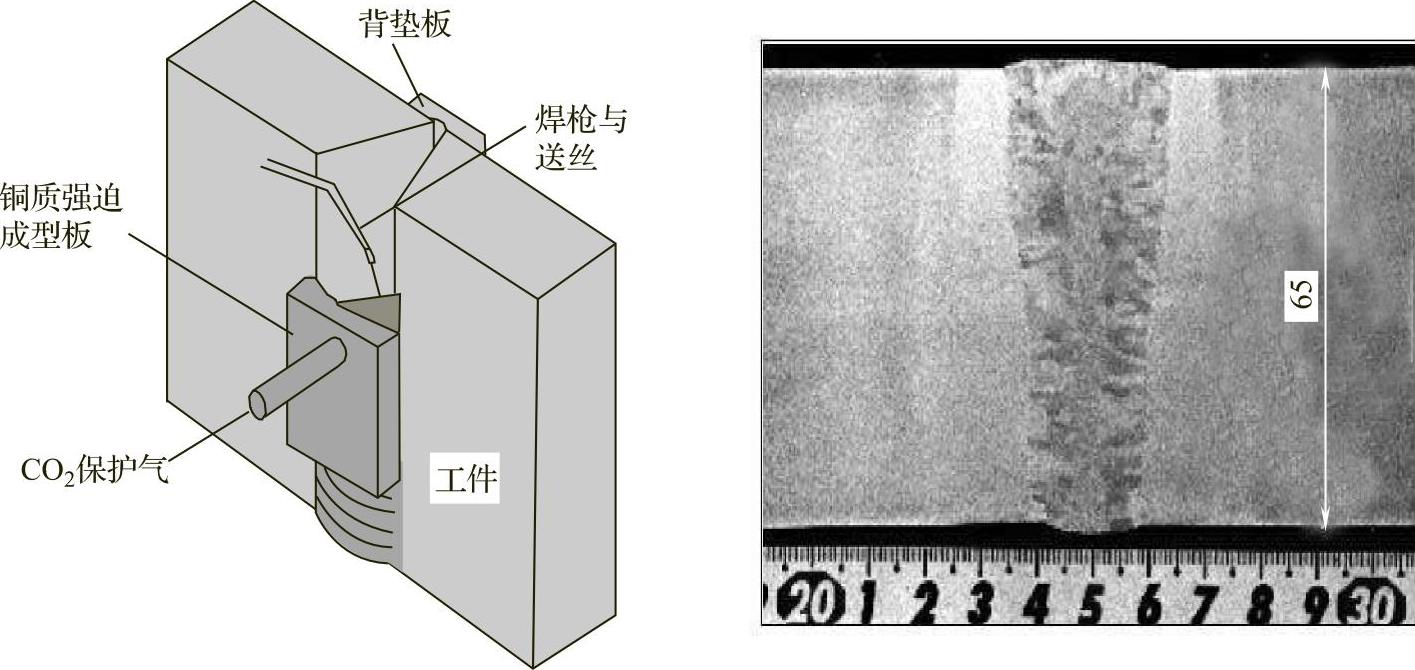
图2-135 气电立焊工艺原理与焊缝成型
焊接时,电弧轴线方向与焊缝熔深方向垂直,在焊缝的正面采用水冷铜滑块、焊缝的背面采用水冷挡排(或衬垫)(图2-136、图2-137)使用药芯焊丝送入焊件和挡块形成的凹槽中,熔池四面受到约束,实现单面焊双面一次成形的一种高效焊接技术。
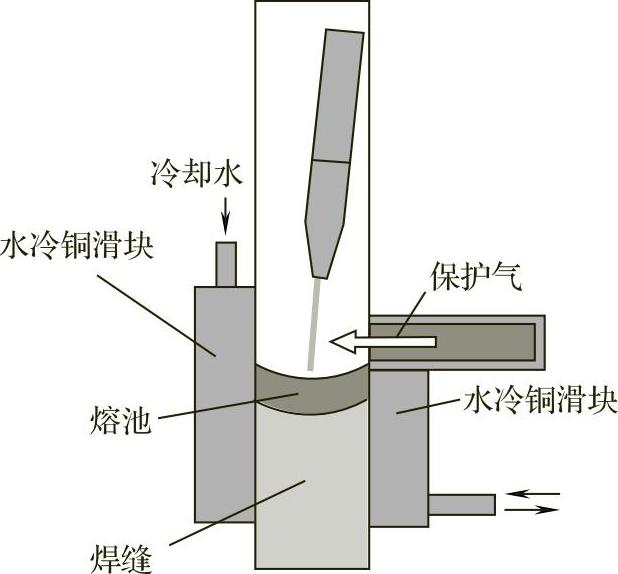
图2-136 背面水冷铜滑块气电立焊
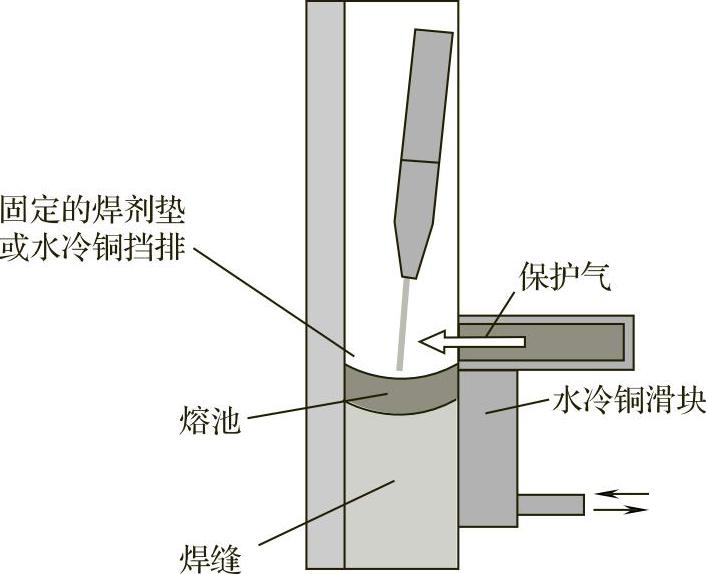
图2-137 背面固定衬垫气电立焊
2.气电立焊的特点
1)气电立焊工艺过程稳定、操作简便、生产效率比焊条电弧焊高10倍以上。
2)这种方法在船体焊接应用中不断发展,现在已具备单丝、双丝(图2-138)两种送丝方式;双丝焊时,第一根焊丝需要沿焊缝的熔深方向进行摆动。图2-139示出了如何根据板厚范围来确定送丝数。
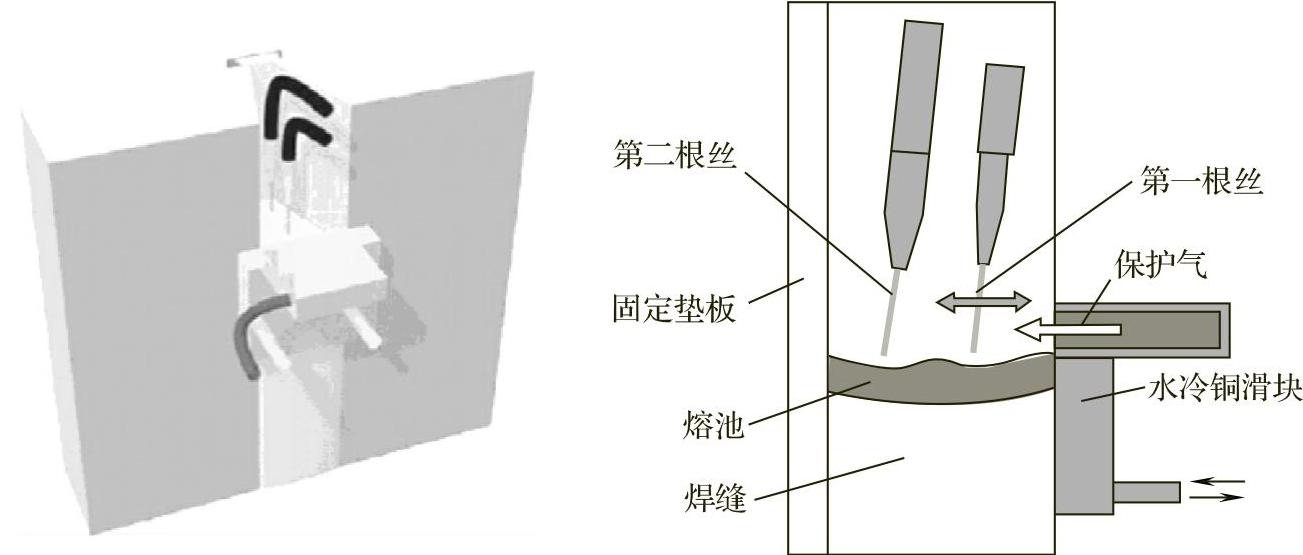
图2-138 双丝气电立焊原理图
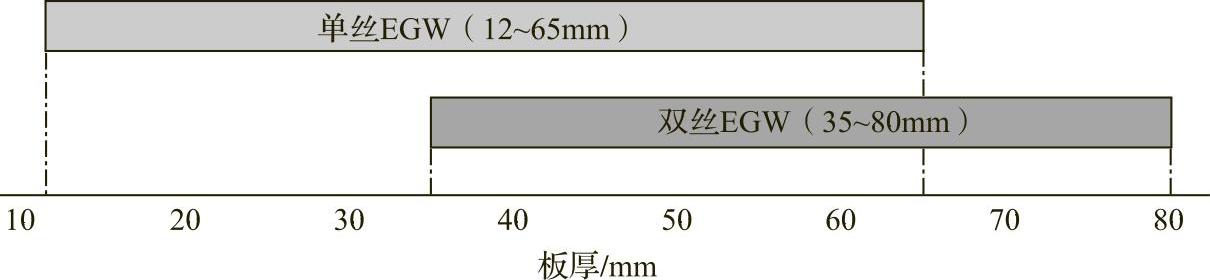
图2-139 焊丝数的选择
无论采用单丝还是双丝,气电立焊焊缝质量优良(图2-140)。
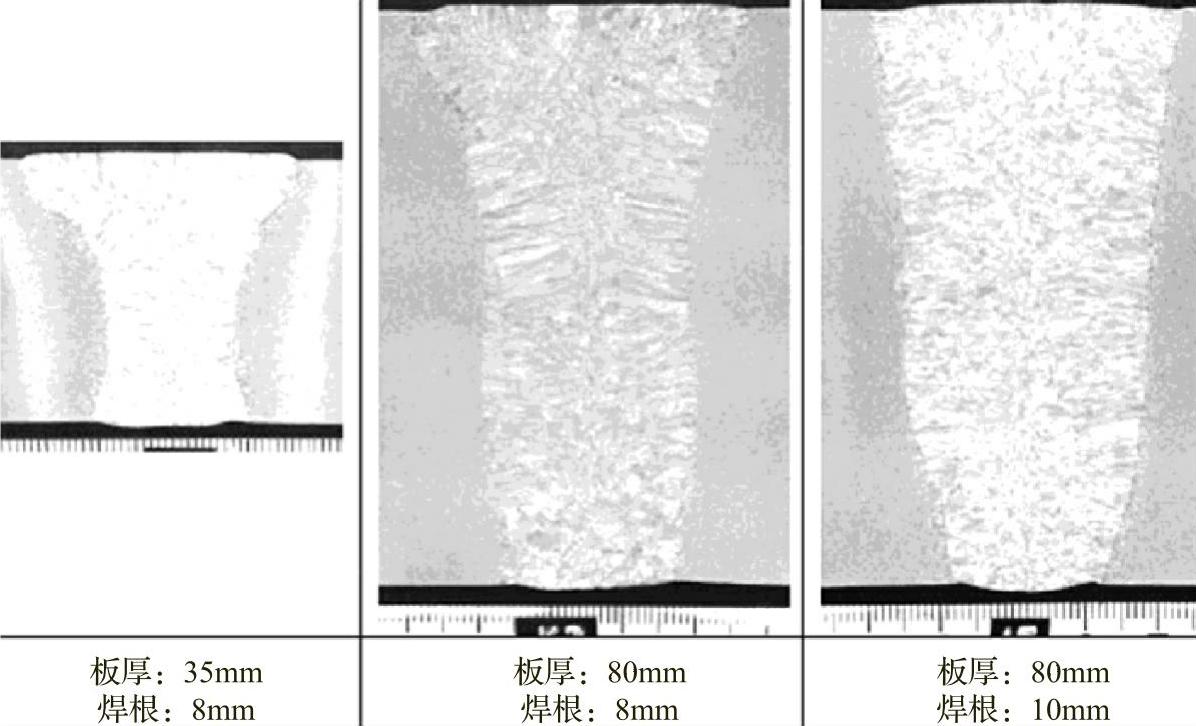
图2-140 气电立焊焊缝宏观组织
3.气电立焊工艺要点:
(1)焊缝背面垫板(相对焊机操作台)形式 可有三种垫板形式:
①背面用陶瓷衬垫,正面用水冷铜滑块强制成形的方法;(https://www.xing528.com)
②焊缝双面均采用水冷铜滑块强制成形的方法;
③不用外加气体、采用自保护药芯焊丝单面水冷铜滑块强制成形法。三种方法的焊接材料都有所区别。
(2)气电立焊焊接参数控制 气电立焊的焊接位置垂直或接近于垂直方向,电弧轴线方向与母材熔深方向成直角,熔化的焊丝金属堆积叠加,熔池不断水平上移形成焊缝,其熔深产生所需热量的传递方式与其他电弧焊有所不同。气电立焊焊接电弧产生的热量主要流向三个方向:熔化焊丝、熔化母材、滑块吸收。
1)母材坡口截面积控制。是影响熔深的主要参数之一:熔深反映了坡口两侧母材的熔化量,直接决定了焊接质量。增加坡口截面积就增加了焊接热输入,导致熔深增加。熔深的大小由熔池过热金属的过热度即温度梯度决定;影响熔池熔融金属的过热度的因素也就是影响熔深的大小的因素。
2)热输入控制。一般电弧焊焊接热输入为E=IU/Vw;对于气电立焊来说,焊接时采用等速送丝、大电流密度、较高的电弧电压,其送丝速度等于熔化速度熔化速度正比于向坡口填充金属的速度,经推导可得焊接热输入为E=kiUS,式中,ki为焊丝熔化系数,S为坡口截面积。增加电弧电压可增加焊接热输入。
3)冷却速度控制。当焊接规范和坡口参数确定后,焊丝和母材吸热可以认为是不变的,而强制成形的铜滑块吸热,则随冷却介质水变化较大。水的温度、水的流量对吸热影响很大,低的水温和大的流速水带走的热量,远大于高水温低流速的情况,所以在焊接厚板时应减少水流量;焊接薄板时可增加水的流量;通过调节水流量来调节熔池的冷却速度可有效地控制熔深的大小。
由于气电立焊熔池与普通未受约束的焊接熔池状态不同,熔深的形成方式以及影响熔深的因素也就不同。
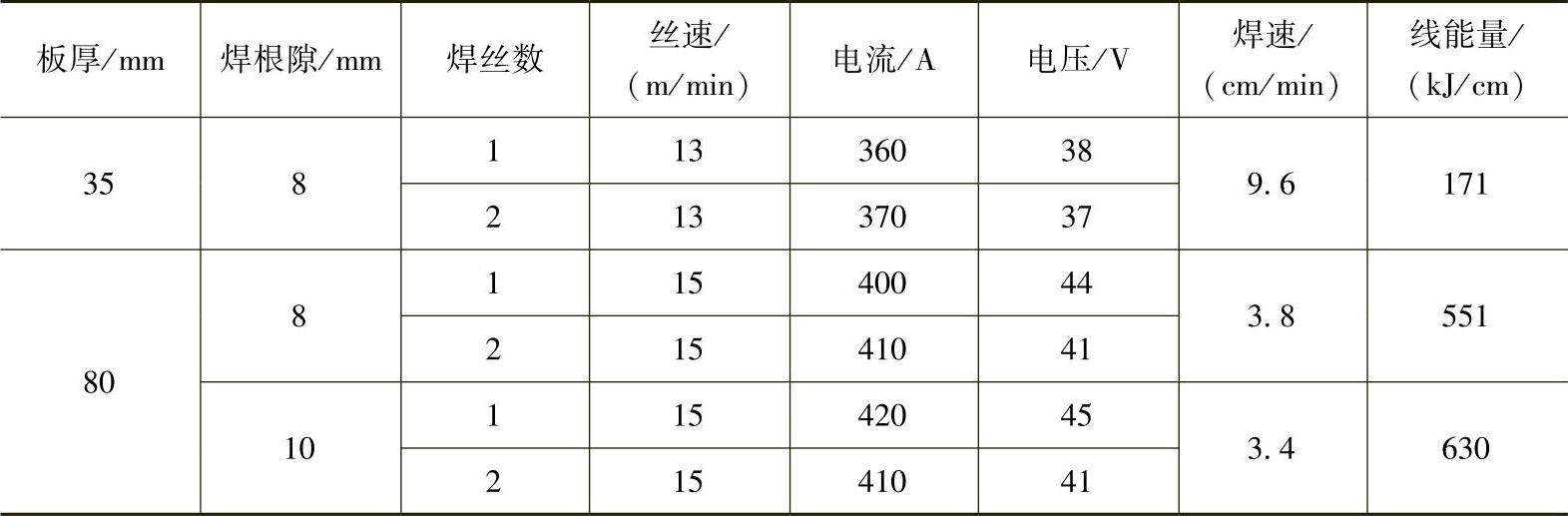
表2-3给出了两种厚板EGW焊接参数,供参考。
表2-3 典型EGW焊接参数
(3)几种实用焊接材料
1)目前国内用量较大的是神户制钢公司生产的DWS—43G和DWS—60G型药芯焊丝,这两种焊丝经使用证明焊接时电弧稳定,飞溅很小,气渣保护良好,焊缝质量均匀稳定,是质量优良的药芯焊丝。使用该焊丝,同时焊缝背面要配用KL—4GT型陶瓷衬垫,在衬垫表面覆盖一层玻璃布,可使衬垫与钢材紧密相贴,防止跑渣。在衬垫的背面还有一块钢板,便于在装配衬垫时用钢楔子将衬垫与钢板压紧,避免陶瓷衬垫破碎。
2)自保护自动立焊焊丝一般采用LINCOLN公司NR431药芯焊丝。自动立焊工艺大都在露天或高空场合施工,在有大风的情况下,自保护焊不会因风的影响而停止施工。另外,目前自保护立焊设备的价格也要比气保护立焊设备的价格低的多。
国外在开发气电立焊时,都是将焊接设备与焊接材料一并配套考虑,这是出于保护产品的专利权和商业利益;但从另一角度看,增加了我们开发自身技术的困难,因此,要加强焊接技术研制和焊接工艺实验的工作,使国产焊接材料能在气电立焊应用中,占一席之地。
4.气电立焊设备
气电立焊设备主要组成部分包括:①携焊机头升降的机械系统;②快速送丝系统;③水冷强迫成形系统;④焊接电源及供(保护)气系统;⑤焊枪及焊枪摆动控制系统;⑥焊接过程自动控制系统,见图2-141。
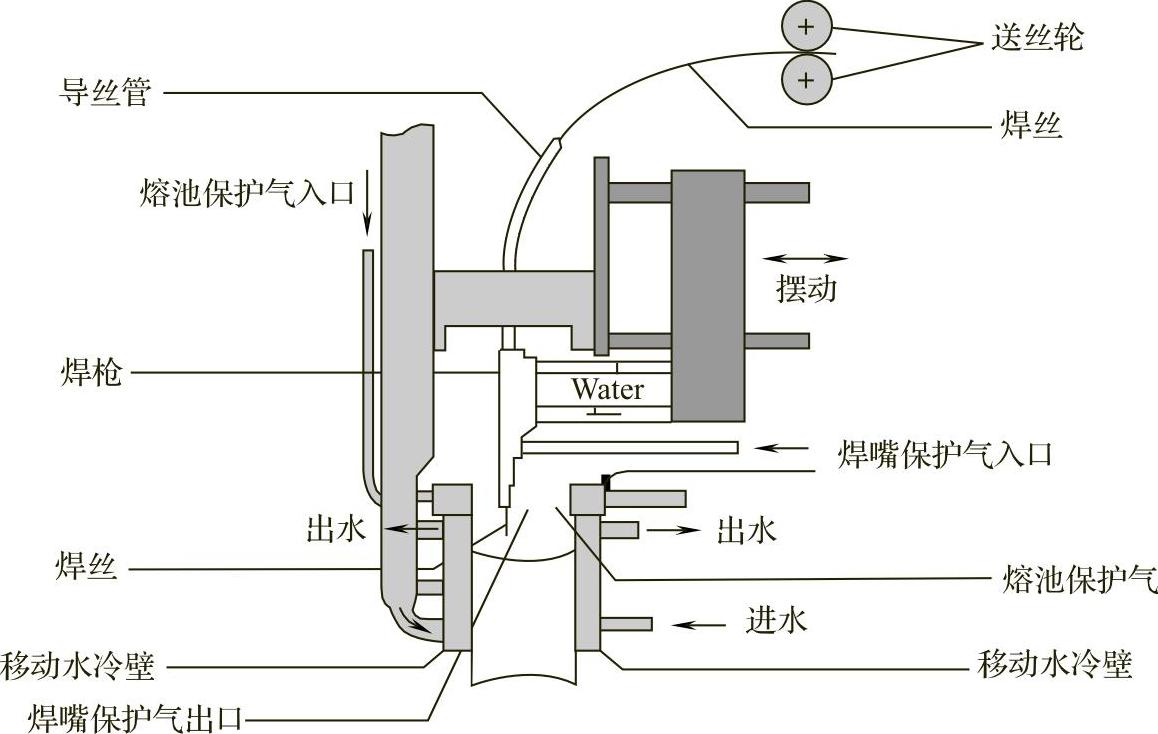
图2-141 气电立焊设备构成图
图2-142中,给出一台国产垂直气电立焊机的外部结构,其型号为SEG-1;爬行小车的驱动方式为齿轮/齿条;行走速度最大530mm/min、无级变速;自重22kg;可最大负重50kg;外形尺寸360×665×365mm;适合板厚9~32mm(单面V形坡口)、19~80mm(双面X形坡口)。

图2-142 一种实际气电立焊设备
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。