



氩弧是所有类型电弧中最稳定的电弧,焊接电流只有10A的氩弧也可轻易获得。电弧稳定特性是表明“电弧弹性”好坏的重要指标,“电弧弹性”好的电弧,随着弧长的变化不易“断弧”。
氩弧也是弧柱温度梯度很陡的电弧(见图2-114),这就表明氩弧也是热能比较集中的电弧。热能集中的电弧就容易控制熔池形状,因此,钨极氩弧焊有良好的焊缝成形(图2-115);上述两个氩弧的特性是钨极氩弧焊(TIG)获得广泛应用的主要原因。
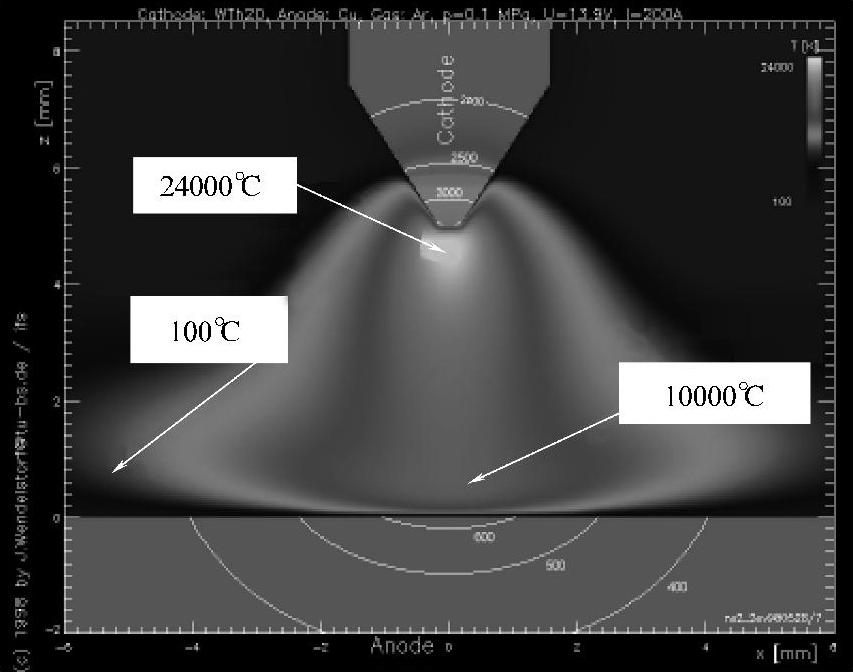
图2-114 钨极氩弧的形态和弧柱温度
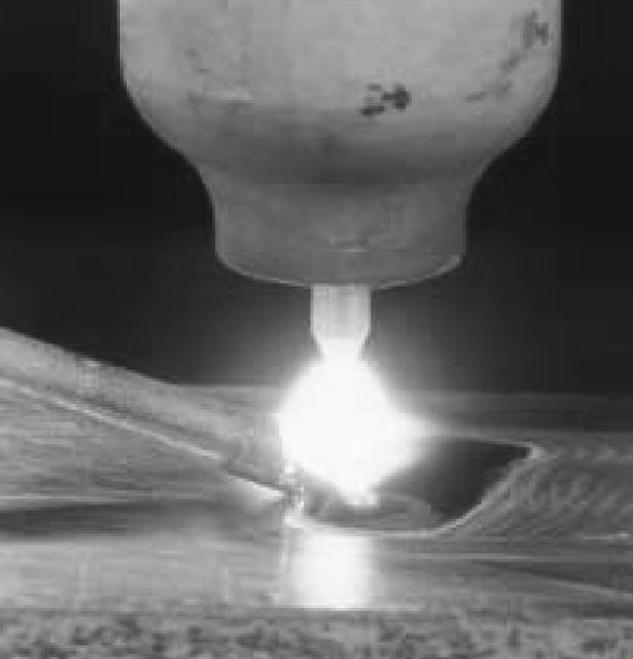
图2-115 手工填丝(棒)TIG焊
钨极氩弧焊(TIG)工艺也是十分成熟的电弧焊接工艺之一,各种资料中都有阐述,为此,本小节内,仅就现代钨极氩弧焊(TIG)的选用要点提出补充。
1)从提高电弧“挺度”的角度出发,应注意选择用中频(500Hz以上)或高频(20KHz以上)弧焊电源供电的钨极氩弧焊(TIG)机。中频或高频弧焊电源弧焊电源主要包括晶闸管电源和晶体管逆变电源。
这是因为“挺度”越高,电弧的“指向性”就越好(图2-116)。而“指向性”好的电弧,就适于角接头与薄板工件的焊接。
“挺度”高的氩弧,用于窄坡口的自动焊,容易保证焊根处焊透(图2-117),这也是现代焊管机或厚板窄坡口的打底焊(手工或自动焊)多采用钨极氩弧焊的原因。
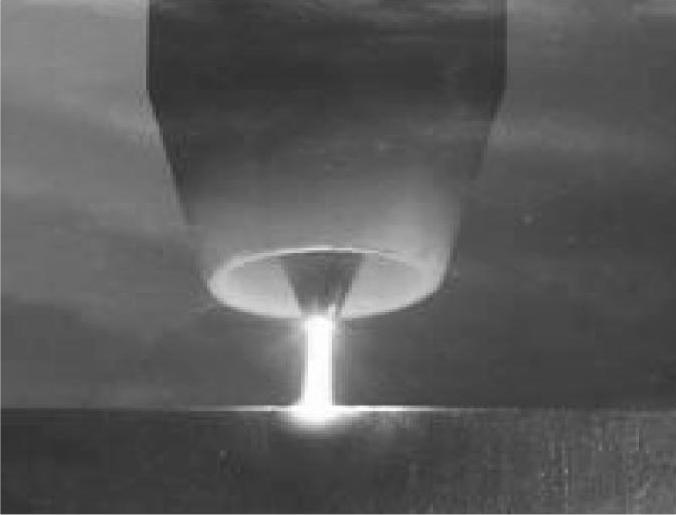
图2-116 钨极氩弧的“挺度”
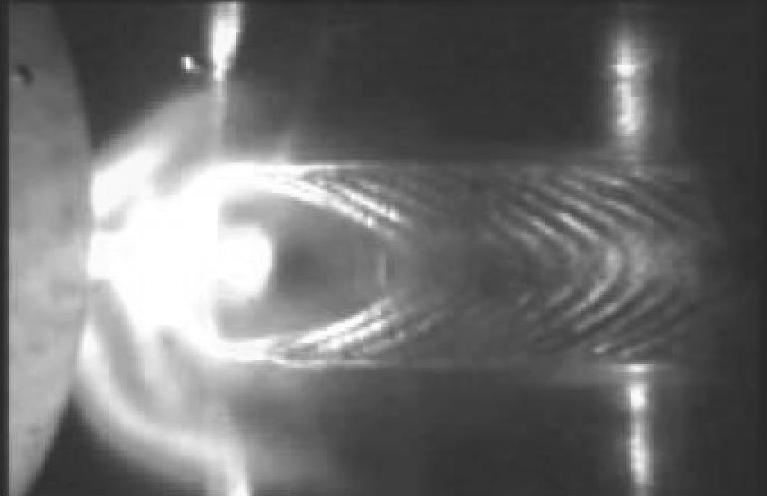
图2-117 TIG填丝自动焊管的焊缝成形
“挺度”高的氩弧,不容易产生“磁偏吹”现象(图2-118)。因实际焊接时,往往会产生电弧的“磁偏吹”现象。一旦电弧“磁偏吹”,那么焊缝就会偏离坡口的中心线,正常的焊接过程被破坏;如果是自动焊,电弧“磁偏吹”就更不易纠正。
2)注意对填丝自动TIG焊机性能的选用。现代多用添加焊丝的钨极氩弧焊嘴(图2-119)构成各种自动氩弧焊机。
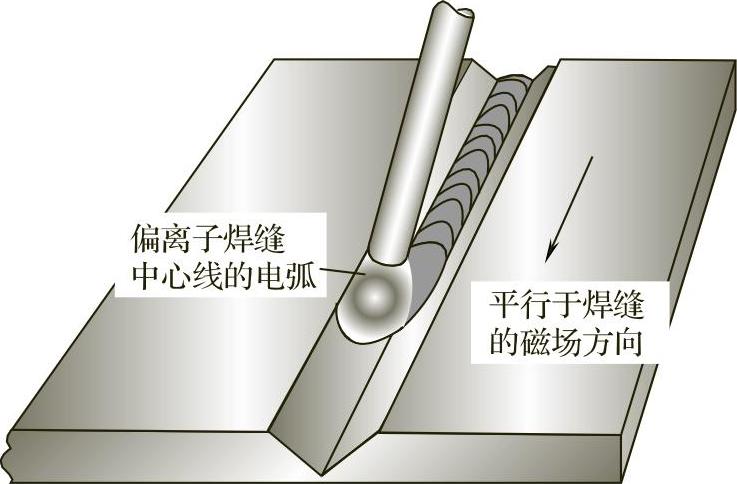
图2-118 焊接电弧的“磁偏吹”现象
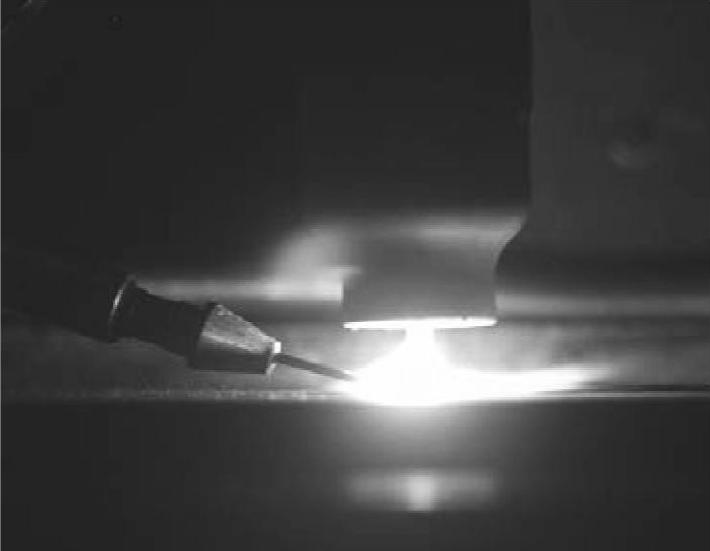
图2-119 自动TIG焊的自动填丝
例如各种类型的自动焊管机,是现代氩弧焊工艺应用最广的领域。
正确选用钨极氩弧焊自动焊管机的性能是很重要的,应注意的性能如下:
①窄坡口填丝自动焊机是否有焊嘴小型化改进(图2-120、2-121)。因为只有焊嘴小型化后,才能保证电弧在狭窄坡口内稳定“放电”。

图2-120 窄间隙填丝自动TIG焊管工艺
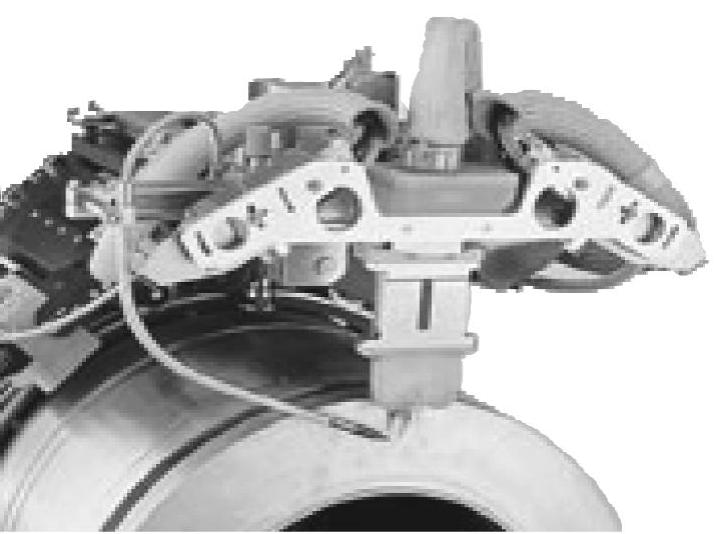
图2-121 窄间隙填丝自动TIG焊机(美AMI)(https://www.xing528.com)
②是否有设计精巧的焊头摆动机构和采用数字式弧焊电源精确控制的脉冲TIG电弧技术,因为这两点是良好焊缝质量(图2-122)的保证。
美国AMI公司处于自动焊管工艺与设备技术的领先地位,还有瑞典ESAB公司的产品也值得推荐。
3)注意对TIG焊管机配套设备的选用。TIG焊管,是TIG焊接工艺应用最广泛的领域。由于TIG焊管机涉及到焊管机的机械系统、电源系统、供气系统和控制系统等多个组成部分,因此,作为用户,一般是很难确定其单一的适用电源。TIG焊管机的控制系统(图2-123)起到协调机械系统、电源系统、供气系统的作用,同时给出选用材料、管径、焊接程序、焊接参数等多项内容的显示。
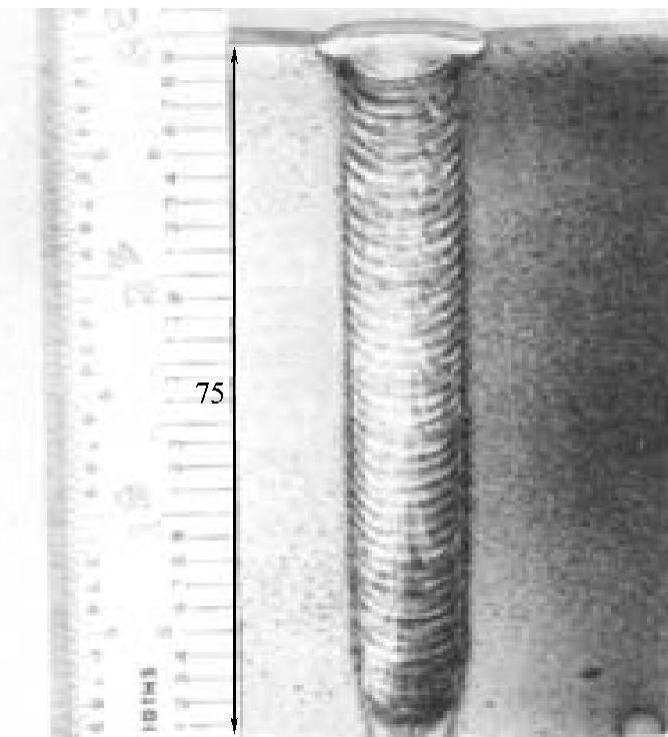
图2-122 窄间隙填丝TIG焊的焊缝

图2-123 ESAB公司的现代TIG焊管设备
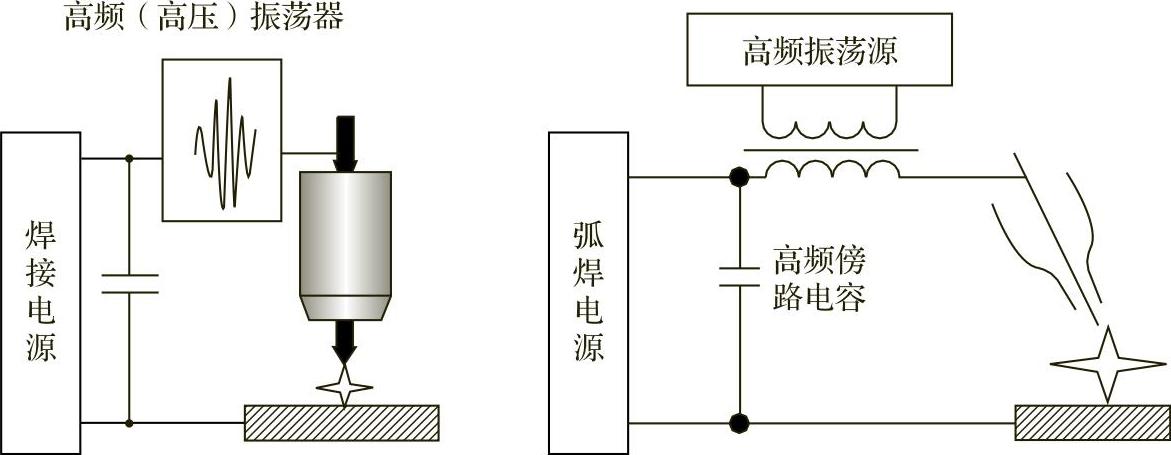
图2-124 TIG焊的高频引弧与电路示意
虽然技术上都大同小异,但焊管机的制造厂商为了商业利益,会在机械系统零配件尺寸、电源系统的控制接口芯片、控制系统的微机接口与芯片与控制软件等方面大做(专利)文章,因此,作为用户只有选用配套电源。配套电源确实在使用性能、操作方便性及抗电磁干扰性能等方面考虑得较为周到。
4)注意对TIG焊机引弧系统的考查。对非熔化极电弧焊,存在非接触引弧问题、而对所有熔化极电弧焊则存在接触引弧问题。焊接生产实践中,都要求焊接电弧有100%的引弧成功率。
例如TIG焊工艺,无论填丝与否,均采用非接触引弧方式。而对自动TIG焊来说,引弧是焊接程序控制的最重要的一步,因为引弧失败,焊接程序就要重新启动,为使焊接过程进行顺利,当然是希望引弧成功率越高越好。
现代所有类型的TIG焊设备一般采用如图2-124所示的高频(高压)振荡器引弧电路。
5)注意铝合金TIG焊接时对焊机输出电流波形的考查。考查铝合金TIG焊接时的电源性能,就是电源的设计是如何解决铝合金“阻焊膜破碎”与“电极烧损”技术问题的。
铝合金TIG弧焊接工艺中,掌握两个关键物理现象是必要的:一是A1工件高温状态时形成的熔池表面Al2O3阻焊膜的破碎机理(图2-125),二是TIG焊时W电极的高温烧损现象(图2-126)。
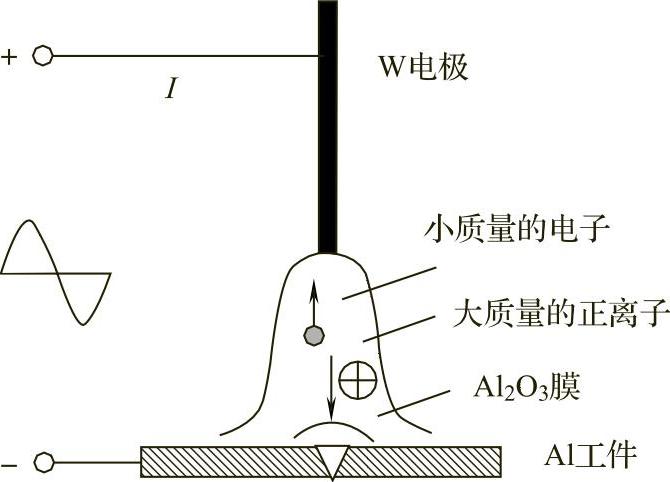
图2-125 “阴极破碎”效应
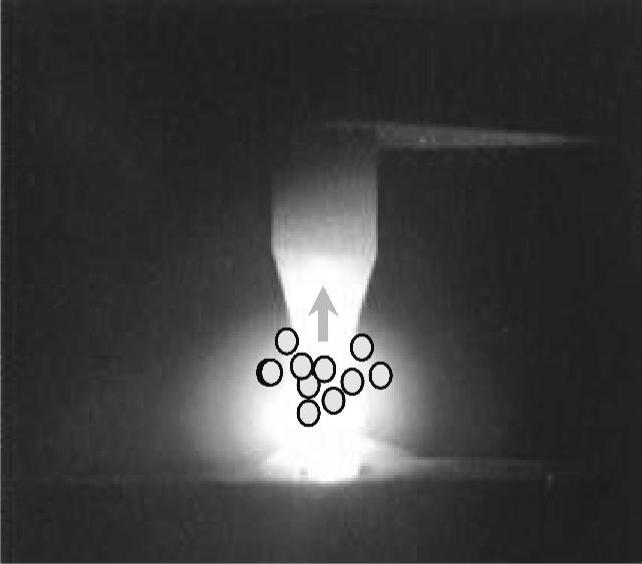
图2-126 高温状态的W电极端部
掌握上述两物理现象的关键是关注焊接电弧中正离子与电子的“行为”。
从物理学中得知:正离子所携带的电荷量比电子的电荷量多不了多少,可是前者的质量却是后者的亿万倍。这就意味着焊接电弧中,“导电”的主因是电子、“捣毁”的主因是正离子。
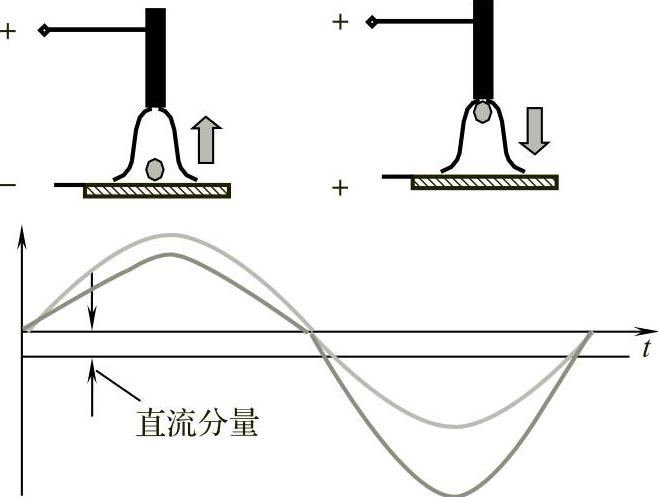
图2-127 用正弦波形焊铝时的电流“整流效应”
质量巨大的正离子在图2-127所示电场作用下,冲击熔池表面Al2O3阻焊膜,就造成Al2O3阻焊膜的破碎;在同一电场作用下,大量带负电荷的电子涌向表面积很小的W电极尖端(图2-126),这势必造成W电极尖端温度的急剧上升,结果是W电极的急剧烧损;而当电弧电场与前相反时,大量带负电荷的电子涌向的是表面积比W电极尖端大很多的工件熔池。虽然此时也有正离子冲击W电极尖端,但冲击W电极尖端的正离子的数量太少,因此,W电极不会烧损,但是,此时没有熔池表面Al2O3阻焊膜的破碎现象了。为此,铝合金TIG弧焊接工艺时,既要阻焊膜的破碎(即通常专业术语所指“阴极破碎”)、又要减少W电极烧损,只有采用交流电源。如用50Hz正弦交流波形电源,会产生“整流效应”(图2-127),为此,现代铝合金TIG焊接采用交流方波(图2-128)电源。
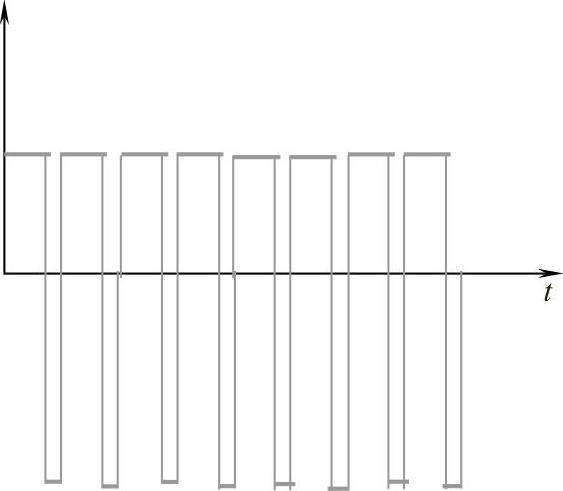
图2-128 用工频交流方波电源焊铝时电流波形中不含直流分量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。