



现代埋弧焊电源一般分为交流电源和直流电源。这里,应引起注意的是,所指的“直流电源”、“交流电源”都是按电源输出电流的“稳态值”,即静态值划定的,如果按瞬态量划定,现代埋弧焊电源除“直流电源”、“交流电源”还有“直流脉冲”、“交流方波”等电源形式。
交流电源多用于大电流埋弧焊和采用直流焊时磁偏吹严重的场合;而直流电源用于焊剂稳弧性较差、对焊接参数稳定性有较高要求或小电流范围快速引弧、短焊缝高速焊的场合。
埋弧焊电源的发展经历了四个阶段:机械调节型电源(图2-89)、磁饱和放大器电源、晶闸管整流电源(图2-90)和逆变电源(图2-91)。其控制系统的发展也经历了四个阶段:机械控制、分离元件控制、集成电路控制、数字控制或微机控制。
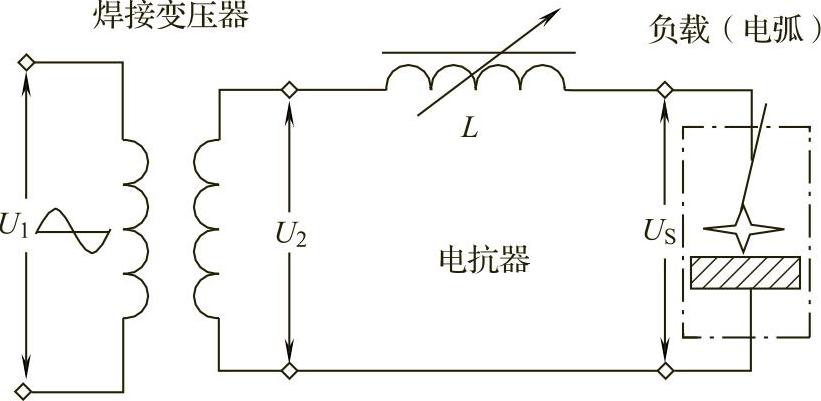
图2-89 机械调节式工频交流埋弧焊电源主电路结构
目前,大容量的数字控制晶闸管整流电源、逆变式埋弧焊电源以其高效、节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。
随着电力电子技术的发展,埋弧焊设备的电路器件及其控制技术向集成化、高频化、全控化电路、弱电化、控制数字化以及多功能化的方向发展。
在埋弧焊接过程控制方面,微机(单片机)被广泛运用于焊接工件的自动定位和埋弧焊焊缝自动跟踪、埋弧焊的过程控制,以及焊接生产线的自动化系统控制;而弧焊规范参数的数字控制则由数字信号处理器(DSP)完成。
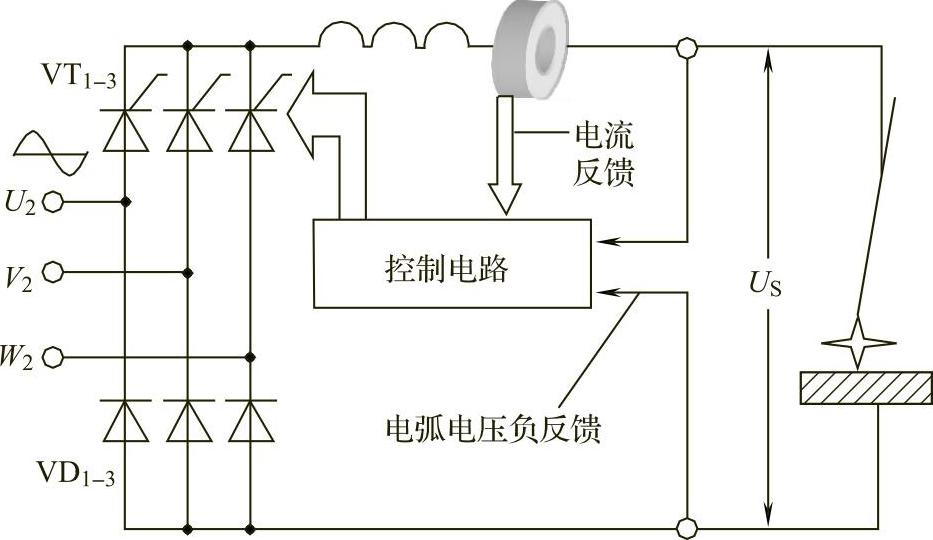
图2-90 三相半控桥晶闸管整流式弧焊电源主电路结构
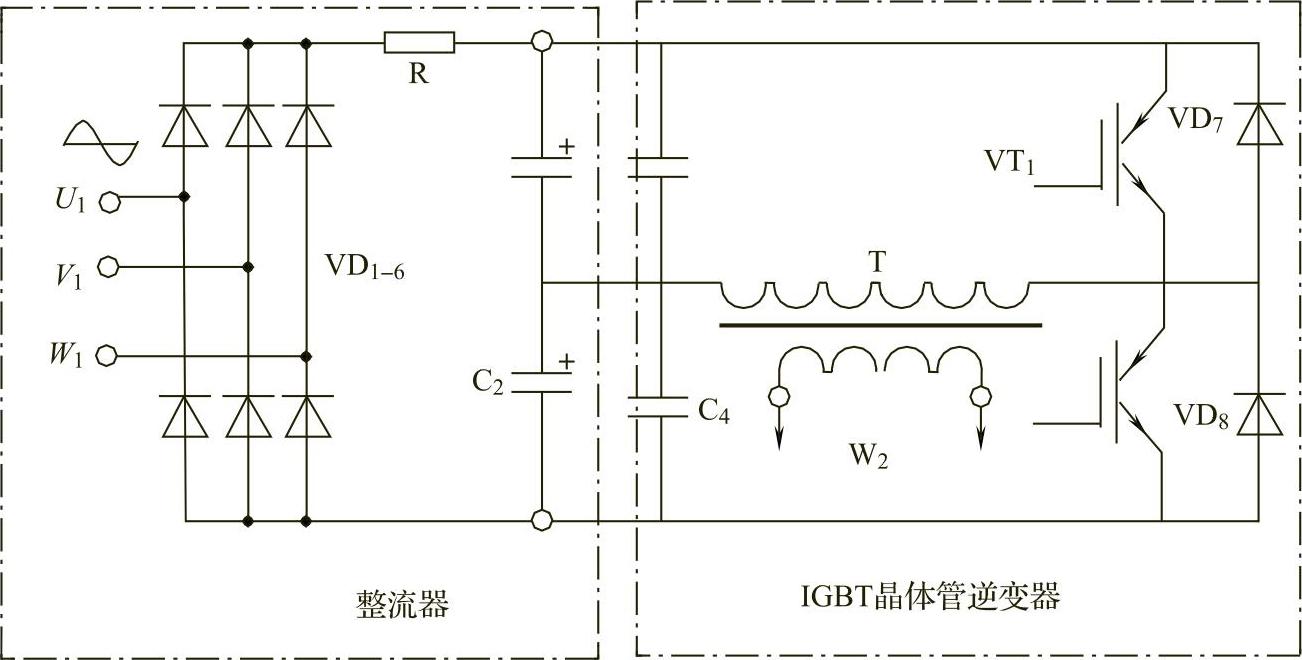
图2-91 IGBT晶体管逆变器式弧焊电源主电路形式之一
例如,传统埋弧焊生产中,有两种弧长自动调节方法:①电弧自身调节系统,它采用缓降特性或平硬特性电源,配等速送丝系统,通过改变焊丝熔化速度进行调节,该系统主要用于1.6mm以下的细丝埋弧焊接;②电弧电压反馈变速送丝调节系统,它采用陡降特性或垂降特性电源、配变速送丝系统(图2-92),利用电弧电压反馈改变送丝速度进行调节。
在传统的变速送丝系统基础上,引进微机和DSP芯片控制(图2-93)后,使焊机具有了以下新特点:电源功能拓宽,同一电源采用不同的算法,能很好地实现一机多用,通过灵活地软件编程使电源外特性可获得恒电流特性、恒电压特性、斜率不同的输出外特性和恒功率的任意控制;动特性控制好,借助于调节器组成的软件电子电抗器对焊接过程的短路电流上升率进行控制,从而得到一个优化范围;操作性好,微机控制的弧焊机通常具有较好的操作界面,根据不同的焊丝直径、焊接的板厚进行焊接参数预置、再现、记忆、监控各焊接参数,根据不同需要变换参数。其他特点如下:
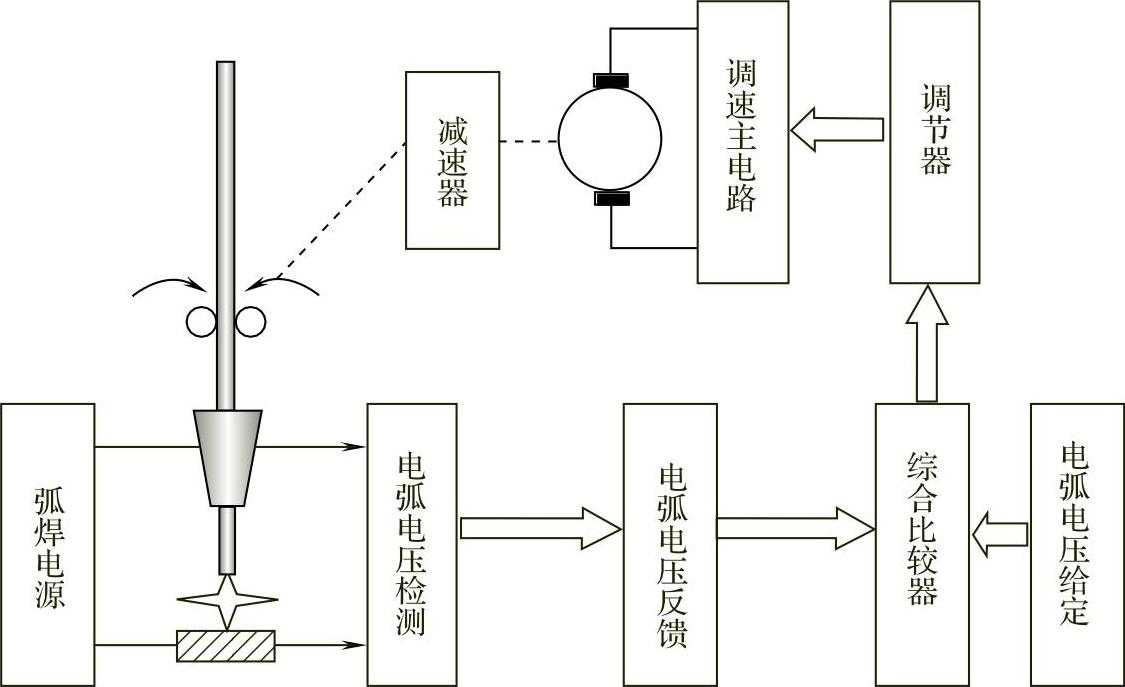
图2-92 电弧电压自动调节系统构成框图
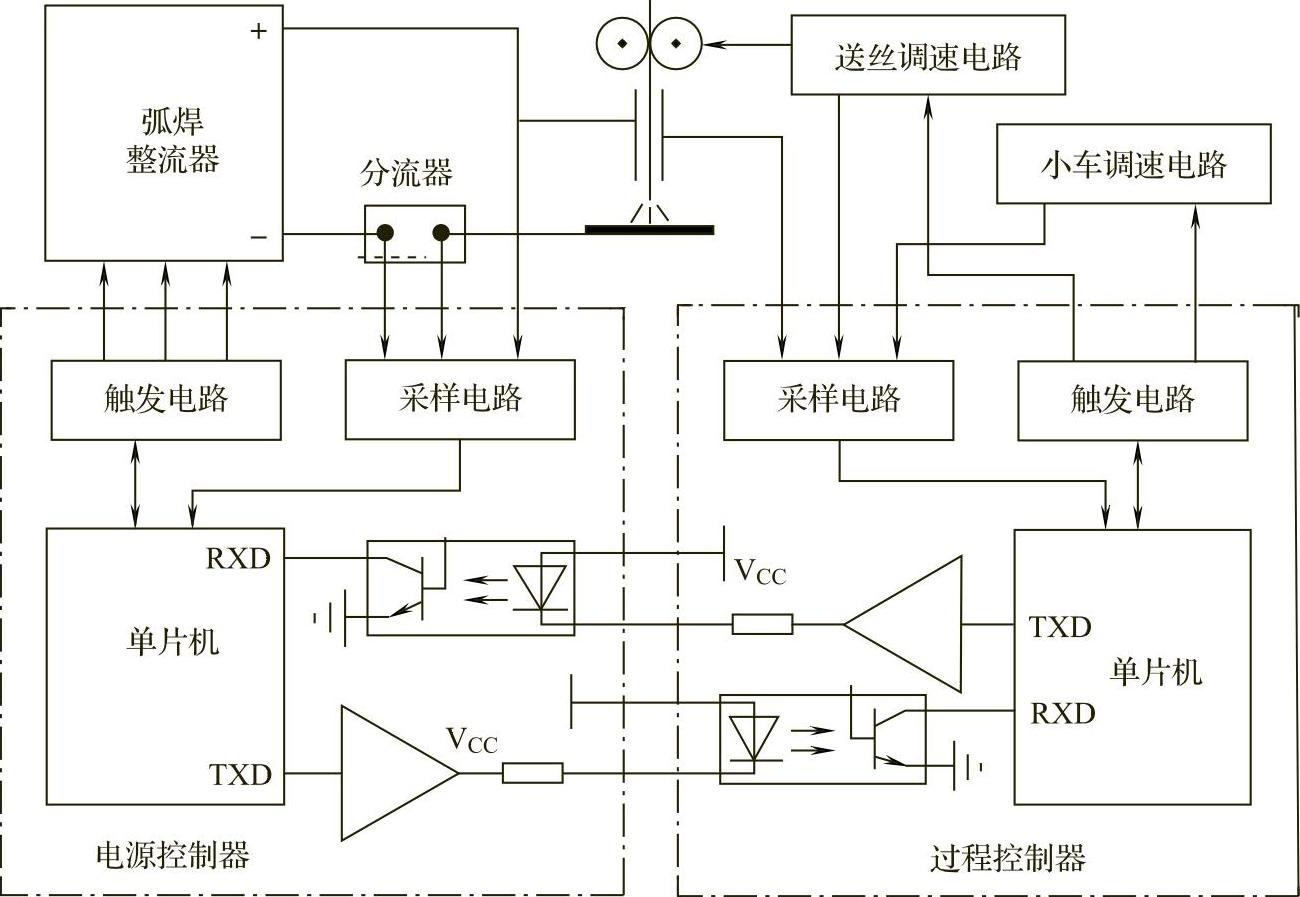
图2-93 微机控制变速送丝系统结构框图
具有数字显示功能。如图2-94中,是一种埋弧焊机的控制屏与显示的焊接参数,包括焊接电流、电压和焊接线能量。(https://www.xing528.com)
实现协同控制。根据工件厚度不同,同时按所需的电弧电压、电流、送丝速度、甚至电感量的一元化调节而不必逐个调节这些焊接参数。
稳定性好。电源特性由控制算法决定,不会出现因模拟控制中零漂(零点漂移)及元件分散性等因素造成性能下降或不一致的现象。
具有工艺程序的控制和焊接故障的诊断。微机控制可以满足各种焊接工艺程序的要求,如提前供气、电流的递增和衰减,并能够对焊接过程的各种故障进行诊断和报警。
易于开发。微机系统采用积木式结构,其开发周期短、开发成本低。
纵观当今埋弧焊机的发展趋势,可以归纳如下特点:
高精度、高质量、高可靠性、数字化、集成化和智能化控制,大型化、主体化及管理控制一体化和多功能化。
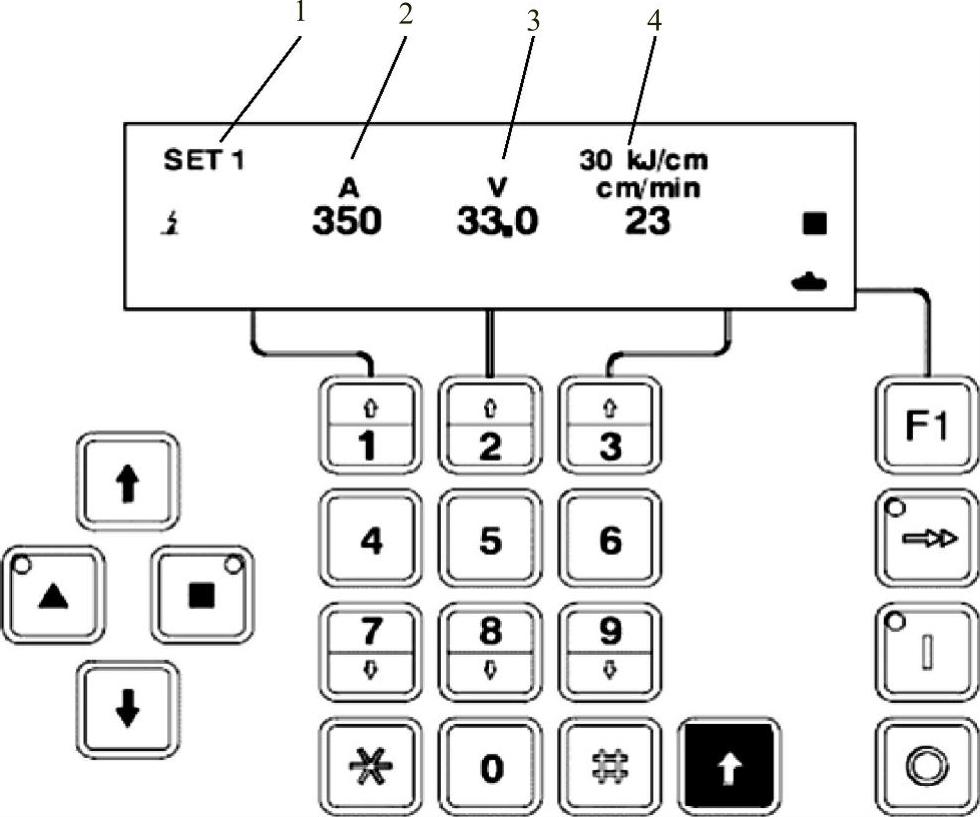
图2-94 一种埋弧焊机的控制屏与显示的焊接参数
1—设置 2—焊接电流 3—焊接电压 4—焊接线能量
微机控制的多功能晶闸管整流器电源和大功率IGBT逆变电源是现代埋弧焊电源的主流产品。以高速微处理器和DSP芯片为核心的电源和焊接过程控制系统适应于各种焊接整流器,包括磁饱和放大器电路、双反星主电路、三相半控桥、三相全桥以及六相半波等晶闸管主电路;而对IGBT逆变电源,则适应于各种逆变主电路类型。
对焊接电源的控制功能主要是对电源外特性控制,通过电源的输出电流和电压联合反馈,控制其外特性和动特性满足不同焊接方法的要求。
对埋弧焊的过程控制,通过电弧电压和电枢电压反馈控制送丝速度和长度、及小车行走速度。
控制器(微机芯片、DSP芯片)之间通过串行接口交换数据和命令。
在焊接过程中采用数字控制算法由电流电压联合反馈调节电源输出特性。
通过电弧电压及电动机电枢电压双反馈调节送丝速度,可获得精确的焊接工作点控制。
控制软件根据焊丝与工件是否短接自动选择回抽或划擦引弧、收弧过程;通过电流衰减方式实现填充弧坑。
显示器及液晶显示器构成的人机界面,用于系统变量工艺参数和动态焊接数据的设置、显示、记忆和管理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。