



1.埋弧焊焊头的功能
埋弧焊焊头也称机头,它是实现某种埋弧焊工艺的直接执行机构,不论是哪种埋弧焊工艺方法,埋弧焊焊头的功能应包括:
①将焊接电流通过导电嘴导向焊丝(焊带)的同时,用送丝机构向焊接区输送焊丝(焊带)。为了能顺利地将焊丝(焊带)输送到焊接区,还必须有一套使成卷的焊丝校直的机构;为了适用于平角焊缝的焊接,就必须设计有使焊丝偏离垂直位置的偏摆调节机构;
②将焊剂通过送剂机构输送到焊接区,有时还能通过收剂机构回收未用完的焊剂;
③焊接过程中,有将导电嘴在三维空间,进行位置伺服的自动控制系统(图2-37)。对熔化极的埋弧焊来说,导电嘴在z方向上的位置伺服,就是指导电嘴随焊缝焊道的起伏,不断调节导电嘴,使其保持距焊缝表面(或坡口底部)的恒定。
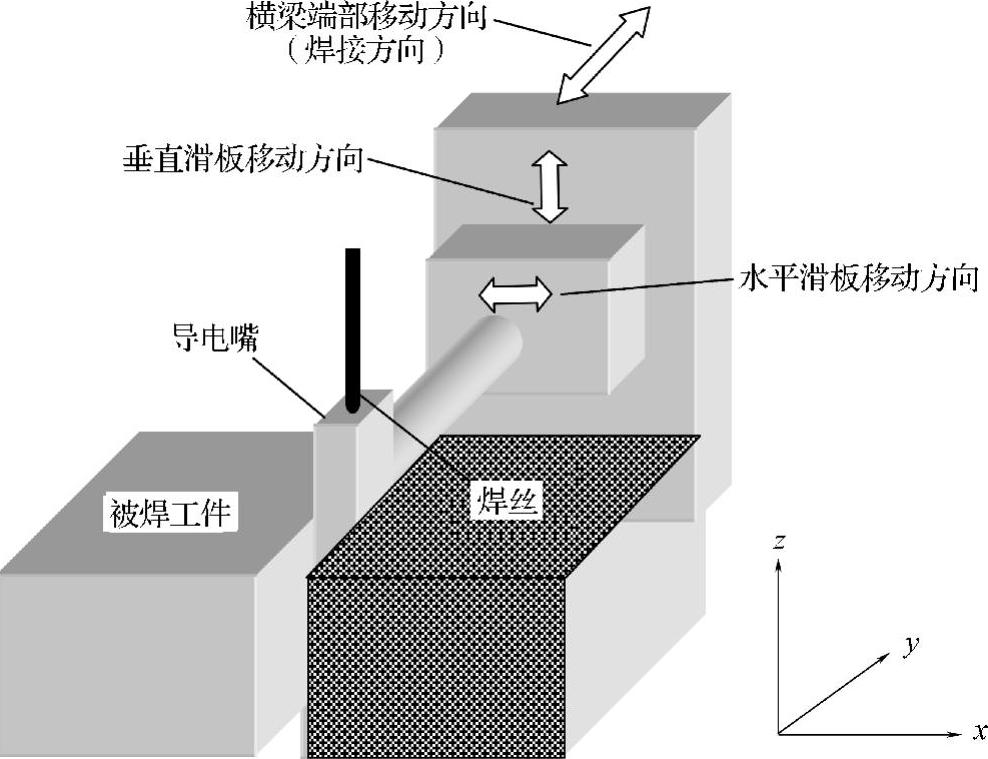
图2-37 导电嘴三维(x-y-z)位置伺服含义
导电嘴在y方向上的位置伺服,就是焊接方向上的焊接速度控制,对不同的埋弧焊系统焊接速度控制的机械系统结构也不同。例如,对于最常用的焊接小车埋弧焊机来说,导电嘴在y方向上焊接速度控制是控制焊接小车的爬行速度,而最终归结为对小车驱动电动机的转速控制;而对悬臂梁式埋弧焊机械系统结构来说,对导电嘴在y方向上焊接速度控制,实际上是对悬臂梁纵向平移速度控制,最终归结为悬臂梁驱动电动机的转速控制。
2.焊头的焊缝跟踪系统
(1)焊缝跟踪基本原理 焊接过程中,导电嘴在焊缝的宽度方向,需一直处于居中位置(图2-38),即导电嘴在x方向上的位置伺服,通常称之为焊缝跟踪。严格地说,导电嘴焊缝跟踪应是焊接坡口跟踪。例如,图2-39中,所示窄间隙埋弧焊的导电嘴的焊接坡口跟踪的实际情况是:在焊接过程中,要有一套检测系统一直检测导电嘴的中心线距工件坡口两侧的距离偏差变量±Δx,只要有位置偏差变量±Δx产生,就要将这一变化送至导电嘴的位置伺服执行机构,这一执行机构就是使焊头在x轴方向水平移动的水平滑板;水平滑板根据位置偏差变量±Δx,产生反向位移(即正向偏差变量产生负向位移、负向偏差变量产生正向位移)从而使导电嘴一直保持于居中位置。
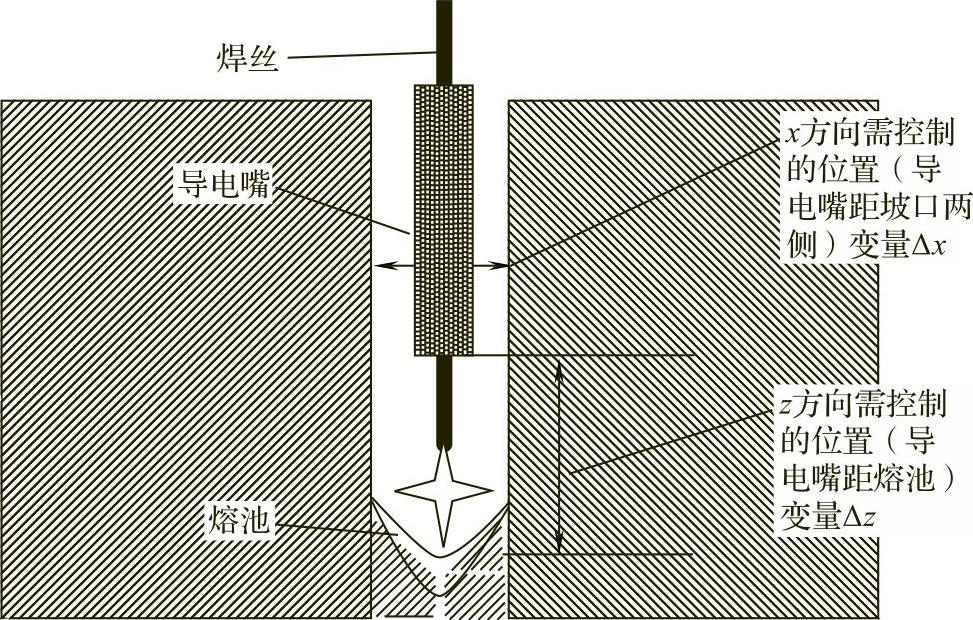
图2-38 窄间隙埋弧焊导电嘴(x-z)位置伺服含义
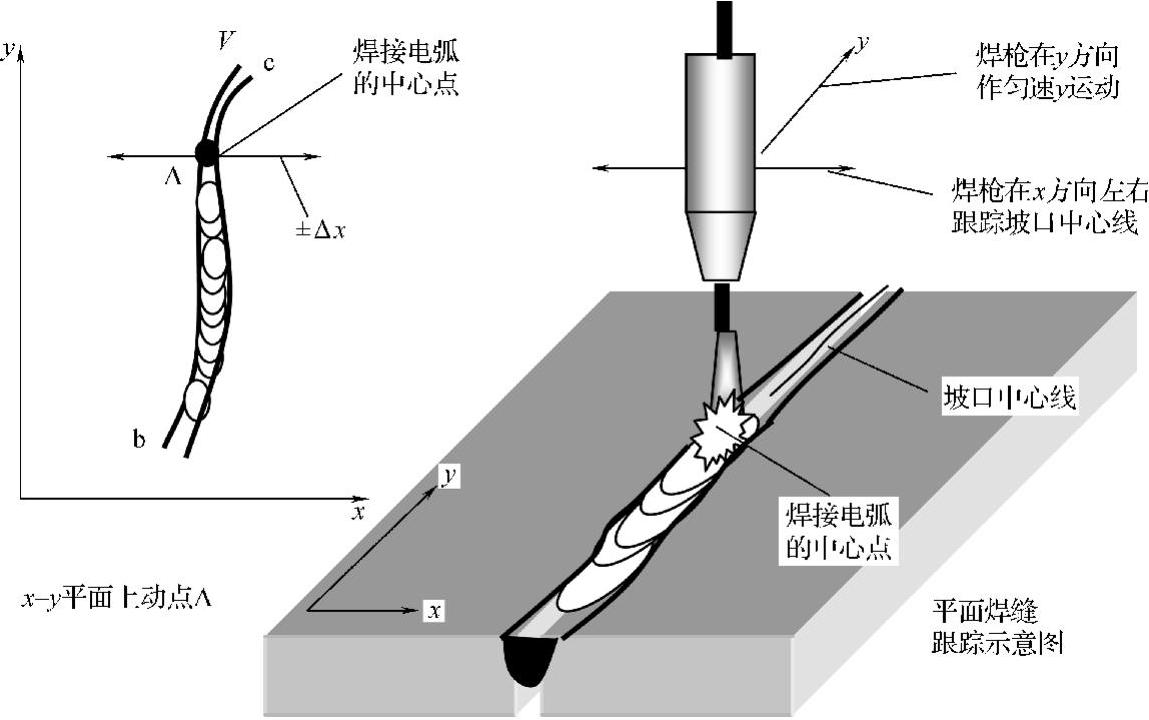
图2-39 平面焊缝跟踪的几何含义
焊头在x轴方向的移动是由水平滑板的横向移动实现的。
(2)窄间隙埋弧焊导电嘴的±Δx/±Δz检测系统与执行机构原理
这里,以窄间隙埋弧焊导电嘴的一种实际机械—光电式导电嘴±Δx/±Δz的检测系统来说明其基本原理。
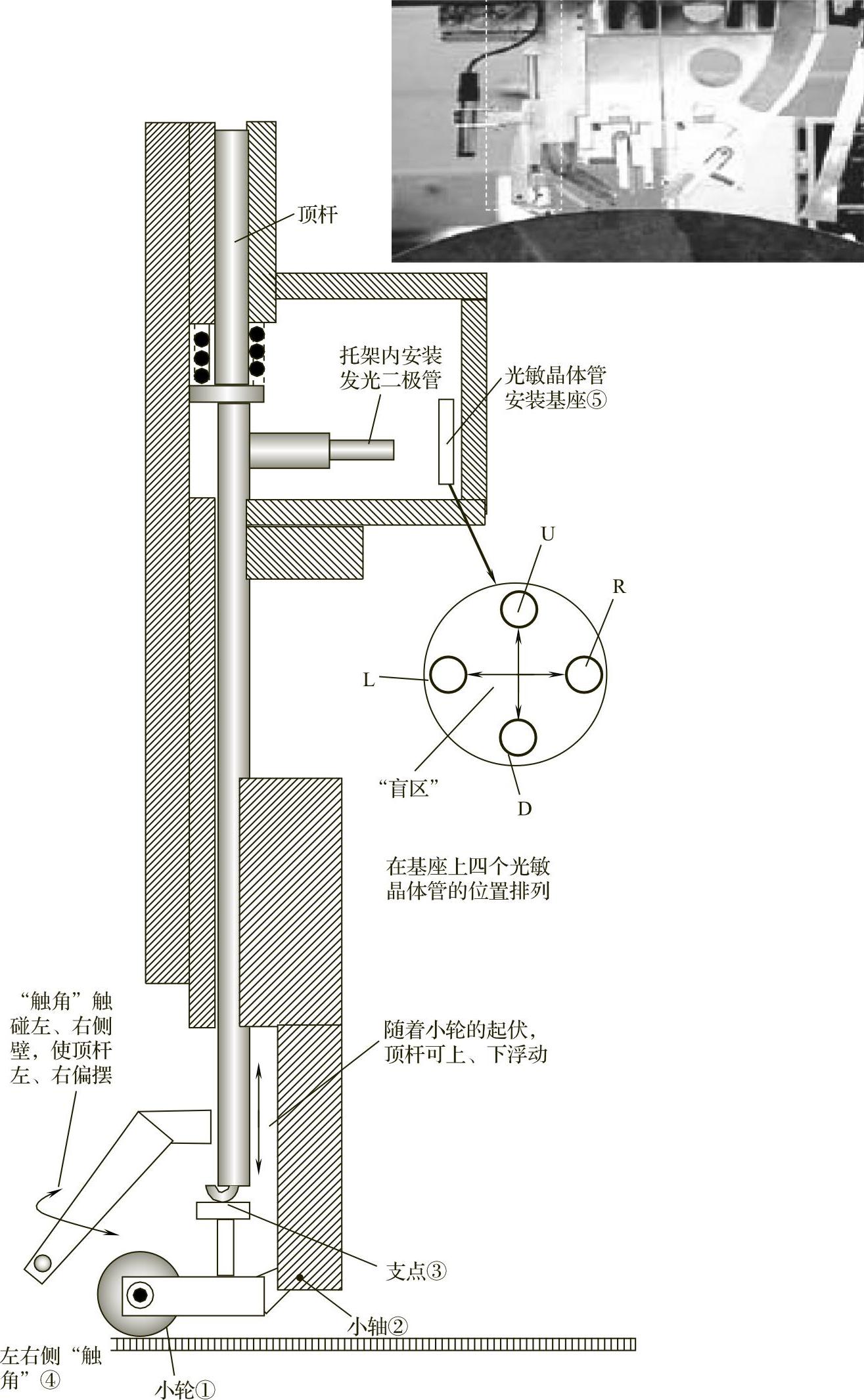
图2-40 坡口的检测(传感器)系统构成
如图2-40所示:深度导向小轮①与坡口底缘(或焊道)直接接触,并可绕小轴②随着坡口底缘高度变化而上、下浮动,从而在支点③处,产生顶杆的上、下运动;在顶杆上还同时安装有坡口壁侧向探测导向销④(“触角”)。侧向导向销在左右两边均有,这样,当导向销接触坡口两侧壁时,都会被壁顶回,从而使安装发光二极管的托架围绕导杆轴产生顶杆偏转。
图2-41示出了顶杆偏转,从而使托架随之偏转。而在固定支座⑤(见图2-40)上,在垂直方向和水平方向分别安装有四只光敏晶体管,它们都可以接收到由发光二极管发出的光通量。
横向的L和R光敏晶体管检测机头纵向中心线相对于坡口侧壁的左右偏移量±Δx(图2-42)。垂直方向U和D光敏晶体管分别检测机头相对于坡口底部给定深度的升起和下降的位移量±Δz(图2-43)。
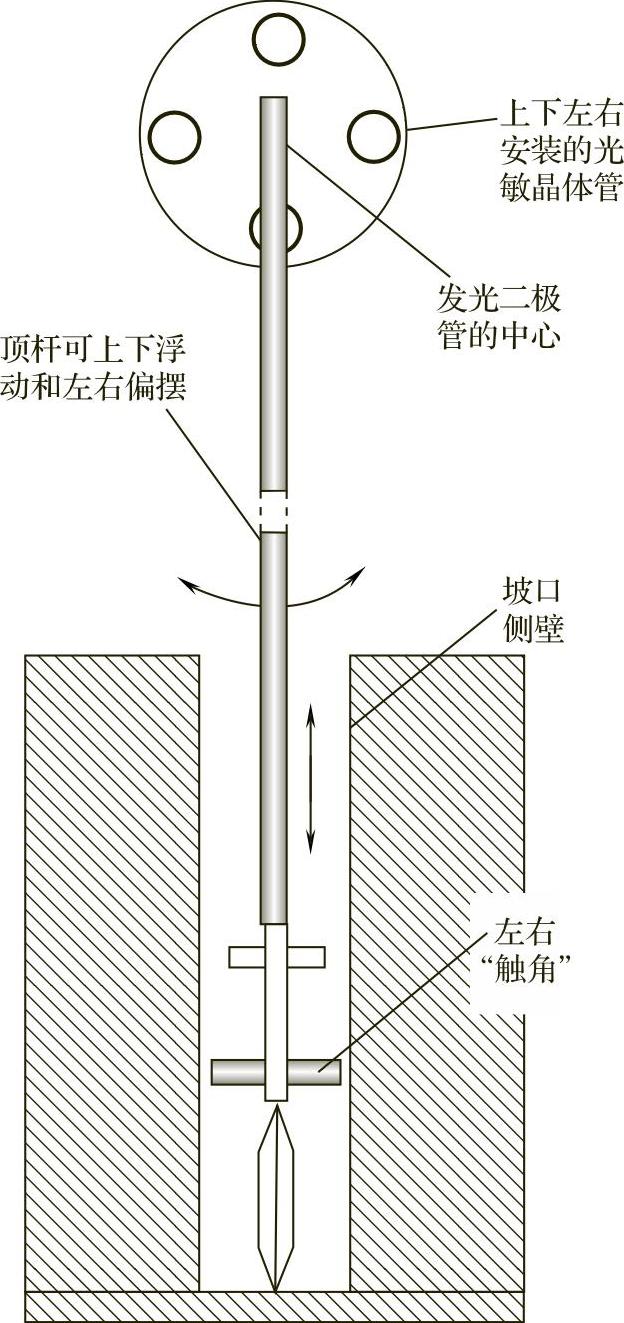
图2-41 坡口传感器的工作零位
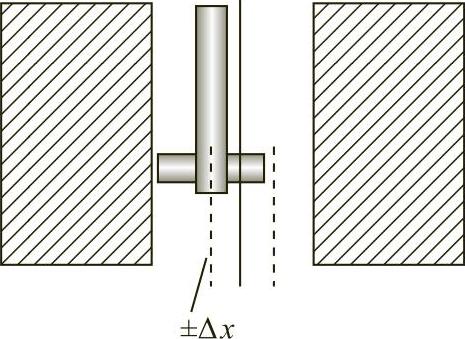
图2-42 坡口侧壁不平直,引起顶杆中心线出现水平偏差±Δx
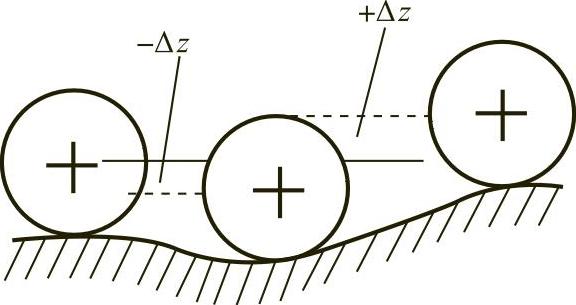
图2-43 焊道底部不平,引起小轮轴心出现高度方向偏差±Δz
焊前调整时,可通过传感器上的调节螺钉,使发光二极管中心点恰好与四只晶体管的中心重合,这就是坡口跟踪的起点。
 (https://www.xing528.com)
(https://www.xing528.com)
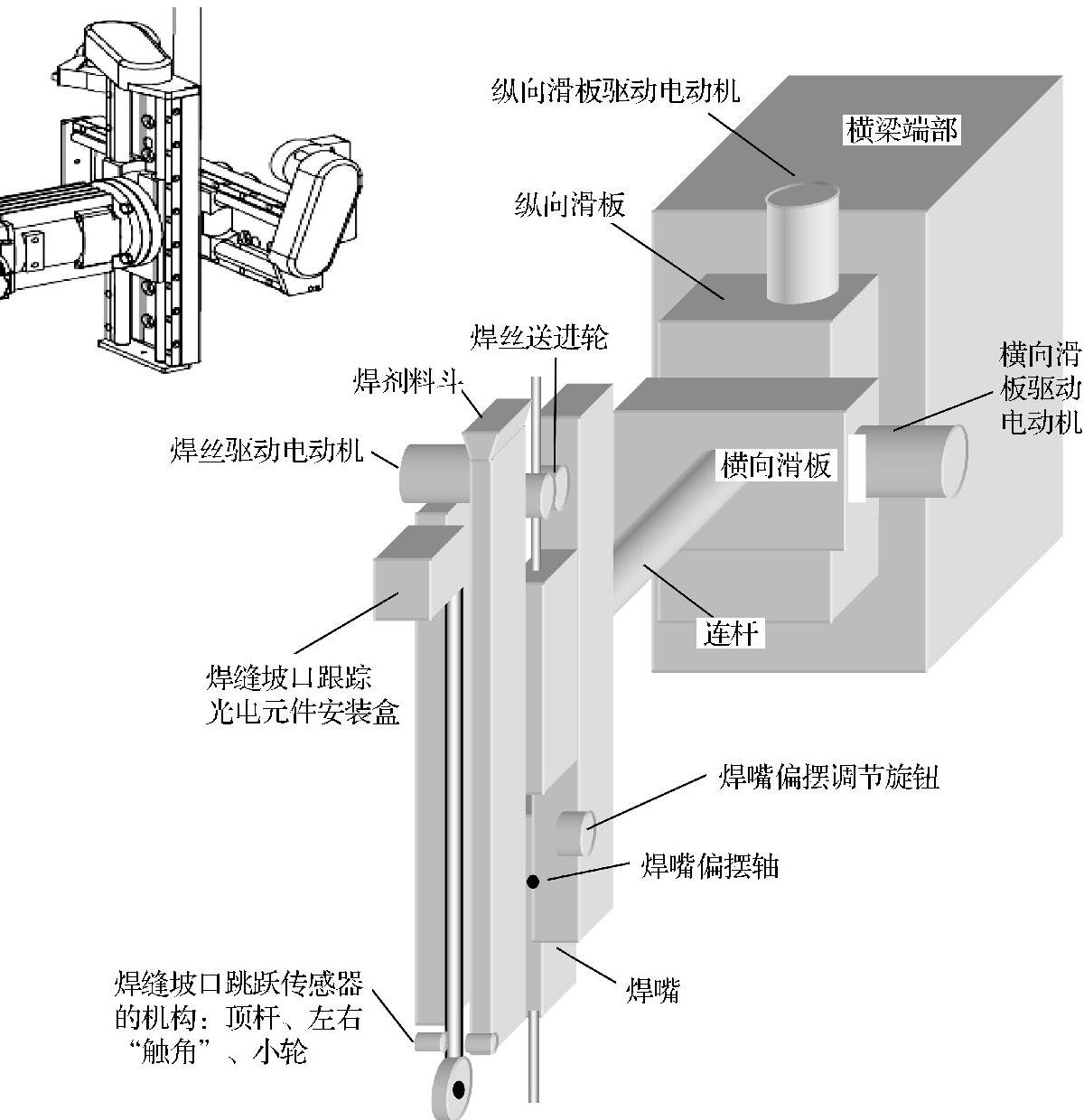
图2-44 跟踪执行机构示意图与纵向滑板、横向滑板结构图
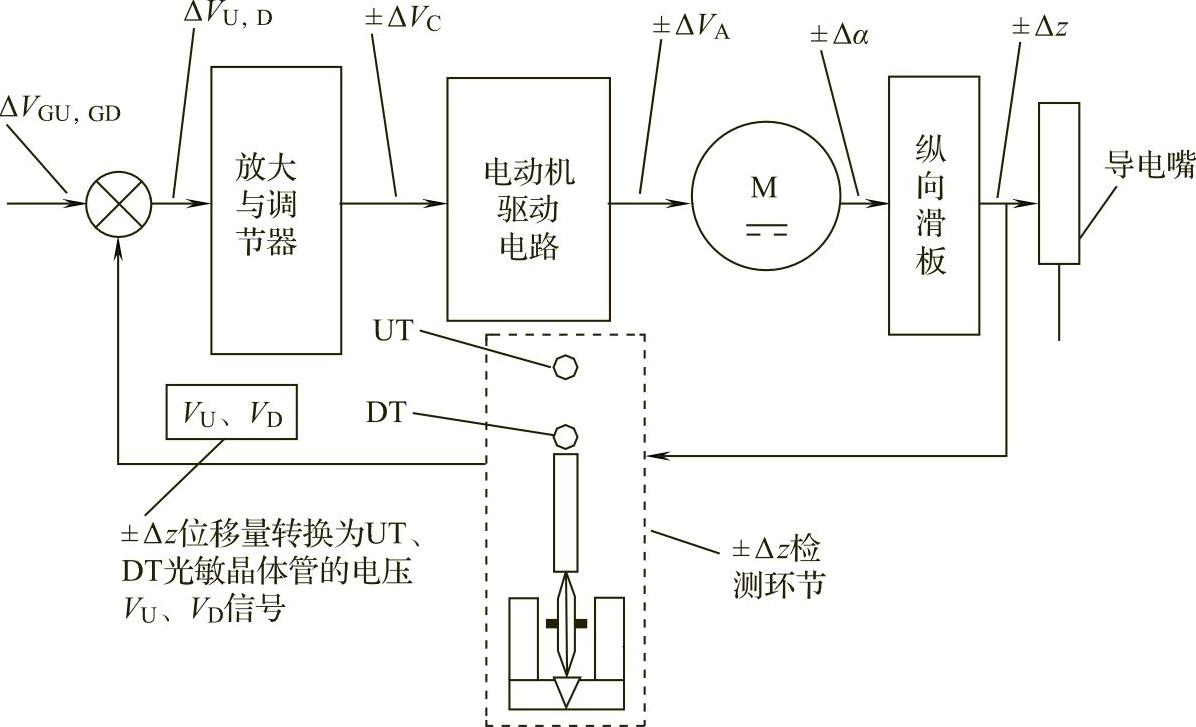
图2-45 纵向滑板驱动的机电系统框图
跟踪执行机构是两台直流电动机分别驱动的水平滑板和纵向滑板(图2-44)。单台跟踪执行机构的控制电路结构框图如图2-45所示。图2-45中,UT、DT表示两只纵向安装的光敏晶体管。当其中任一只接收到来自发光二极管光通信号±Δz偏差信号后,就立即转变为电压信号VU、VD。VU是上限光敏晶体管UT输出的;VD是下限光敏晶体管DT输出的。
对图2-45所示的纵向滑板位移负反馈控制电路来说,电压信号VU、VD就是±Δz位移负反馈信号;而±Δz位移给定的电压信号ΔVGU,GD实际上隐含在坡口传感器的结构中,它就是图2-40所示四只光敏晶体管的“盲区”。只有当发光二极管光线扫过光敏晶体管的“盲区”后,光敏晶体管才有电压信号VU、VD产生。由于在实际坡口传感器中,四只光敏晶体管的“盲区”区间很小,因此可以满足焊接工艺对控制系统的控制精度要求。电压信号VU、VD实际上也就是偏差信号电压ΔVU,D。ΔVU,D经偏差放大器放大,再送入晶闸管功率放大器,作为控制纵向滑板上、下运动的电动机的驱动功率信号。即晶闸管功放电路的输出就是使纵向滑板伺服用电动机SDV产生不同旋转方向的电枢电压±ΔVVA。
同理,横向安装的光敏晶体管LT、RT,检测到±Δx后,通过偏差放大器、晶闸管功放电路,最后输出使水平滑板伺服电动机SDH产生左右两方向的旋转电枢电压±VHA。
(3)窄间隙埋弧焊嘴潜入坡口底部的到位控制 上述导电嘴跟踪系统是一种实用系统。焊前,调整焊嘴潜入到坡口底部的到位控制,也是通过同一套系统实现的。
原理是:焊机起动,首先调整发光二极管的零点位置。然后开起纵向驱动电动机,焊头开始向焊缝坡口底部送进。一旦传感器的导向轮接触到焊缝底部,顶杆被上顶,使发光二极管上移,碰到上限光敏晶体管UT后,立即发到位信号使电动机停止转动。
同理,焊头向焊缝坡口底部送进过程中,只要顶杆上的左右“触角”一碰到坡口左右壁,都会使横向滑板朝离开坡口壁方向移动,也就是使导电嘴基本保持在坡口中间位置。
3.几种典型埋弧焊机焊头的结构特点
图2-46是一种窄间隙自动埋弧焊焊头的机械结构,图中焊头的作用是将焊丝、焊剂、焊接电流送入焊接区,同时,还要将没用完的焊剂随时回收。图中也显示出焊剂出口、导电嘴、焊剂回收口及送丝轮等部件的外形;为适应窄间隙埋弧焊的工件坡口,焊嘴端部整个设计成扁平状;为适应窄间隙埋弧焊特有的焊接工艺要求,焊嘴的导电嘴的出丝口设计成既可处于中间位置,也可以围绕偏摆轴左右偏摆。
一般导电嘴偏摆装置设计成液压驱动,以适应埋弧焊焊丝较粗、偏摆机械阻力较大的特点。
偏摆液压装置可以调节偏摆阻力,使导电嘴偏摆在某一恰当角度、也可以锁定导电嘴于中间位置;从焊接方向看,处在焊头最前位置上的是坡口跟踪装置,采用的检测装置就属于前面提到的光电—机械式坡口检测装置;图2-47中的光电—机械式坡口检测装置与图2-46中的探头部分结构稍有不同。
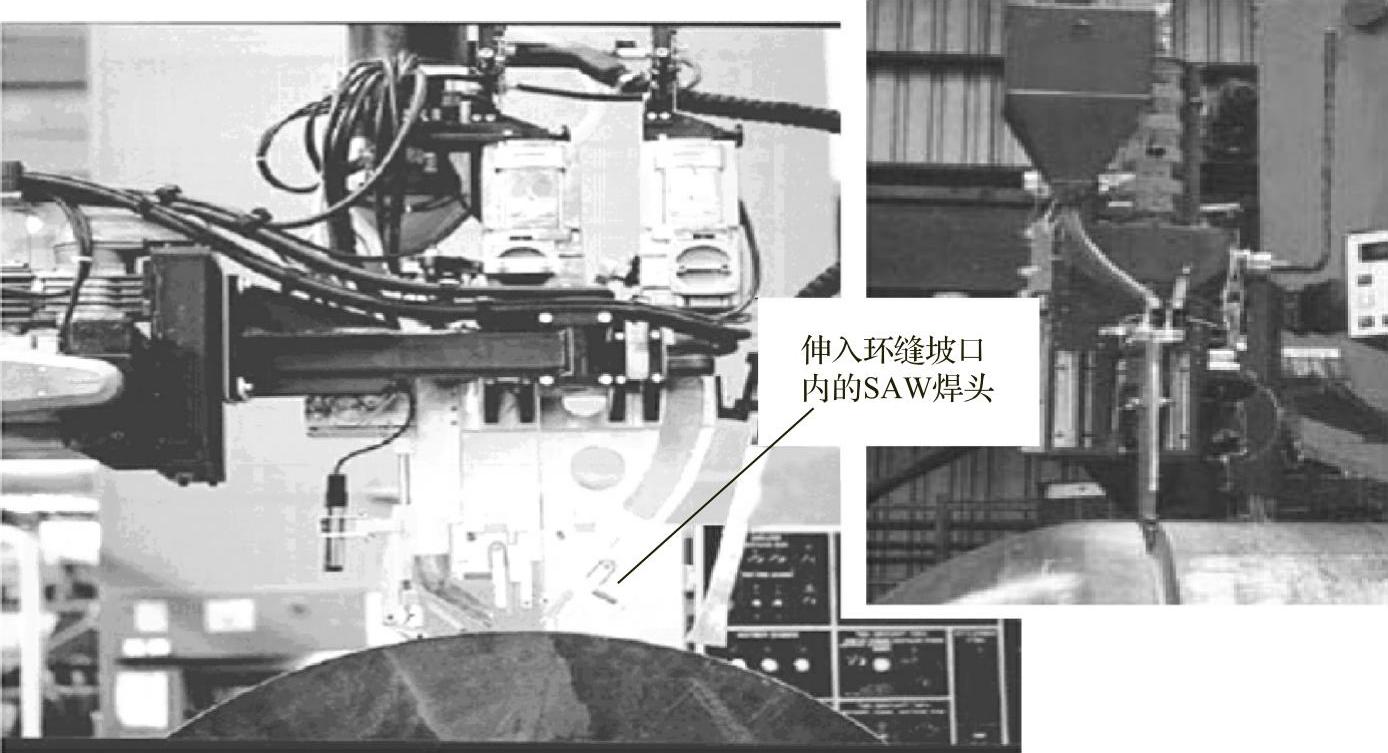
图2-46 通用悬臂式窄间隙埋弧焊机(ESAB)
图2-48~图2-50都是由ESAB公司开发的采用激光与光纤技术的坡口检测装置,用于窄间隙埋弧焊、双丝焊的焊头坡口跟踪。
图2-51中,清楚地给出了纵向滑板与横向滑板的结构与光电—机械式跟踪探头;图2-52中则是使用简易机械跟踪方式的两台埋弧焊机焊头的外形。
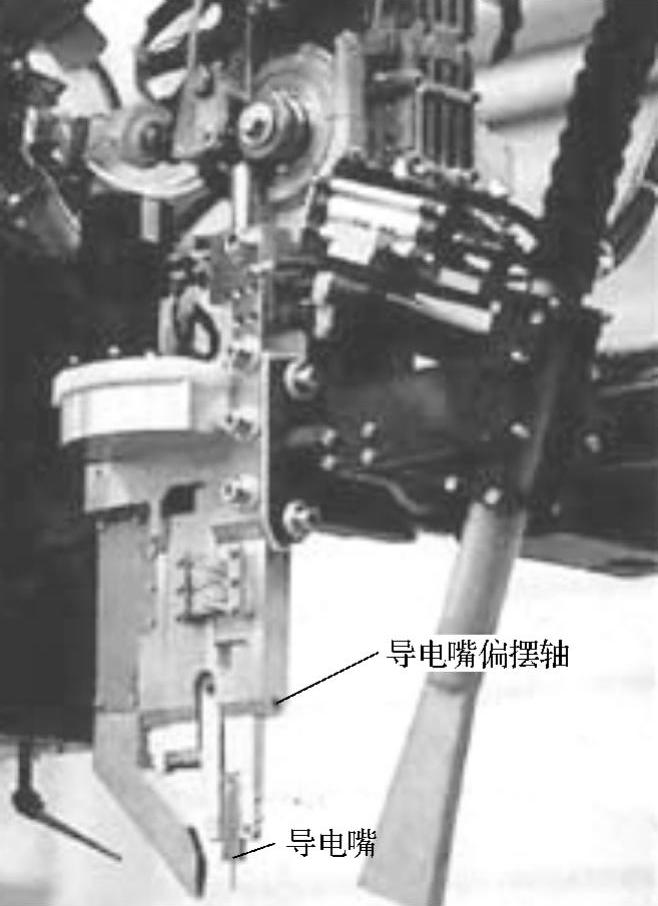
图2-47 导电嘴的偏摆机构
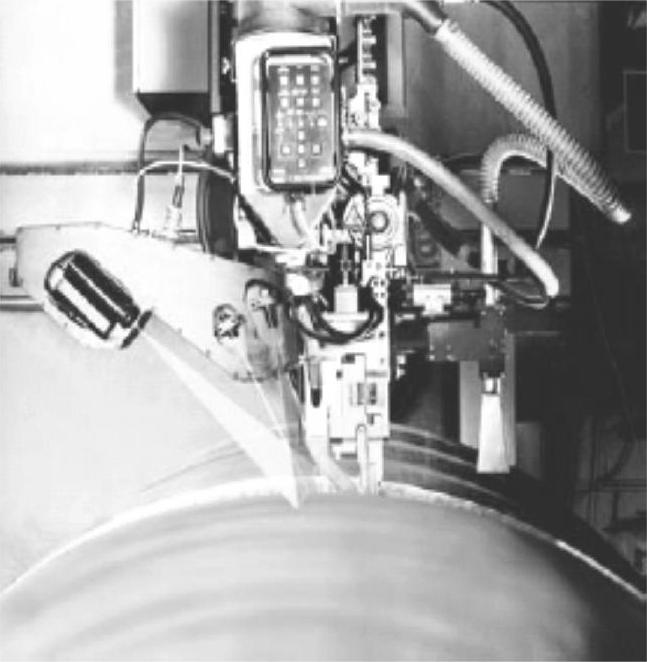
图2-48 激光跟踪的窄间隙埋弧焊机
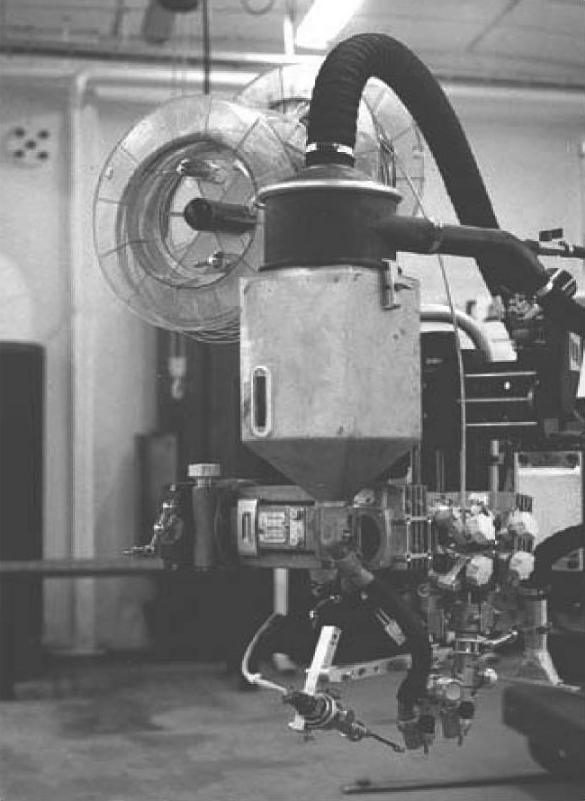
图2-49 光电—机械式跟踪串列双丝埋弧焊机
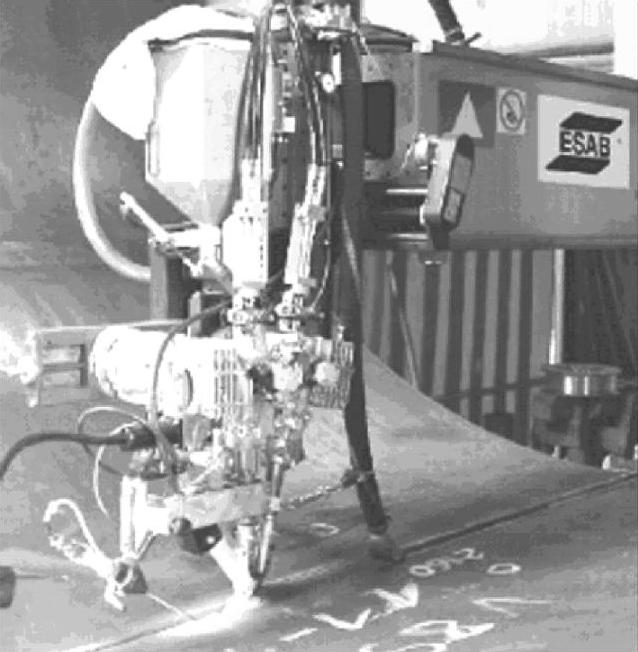
图2-50 光电—机械式跟踪并列双丝埋弧焊机
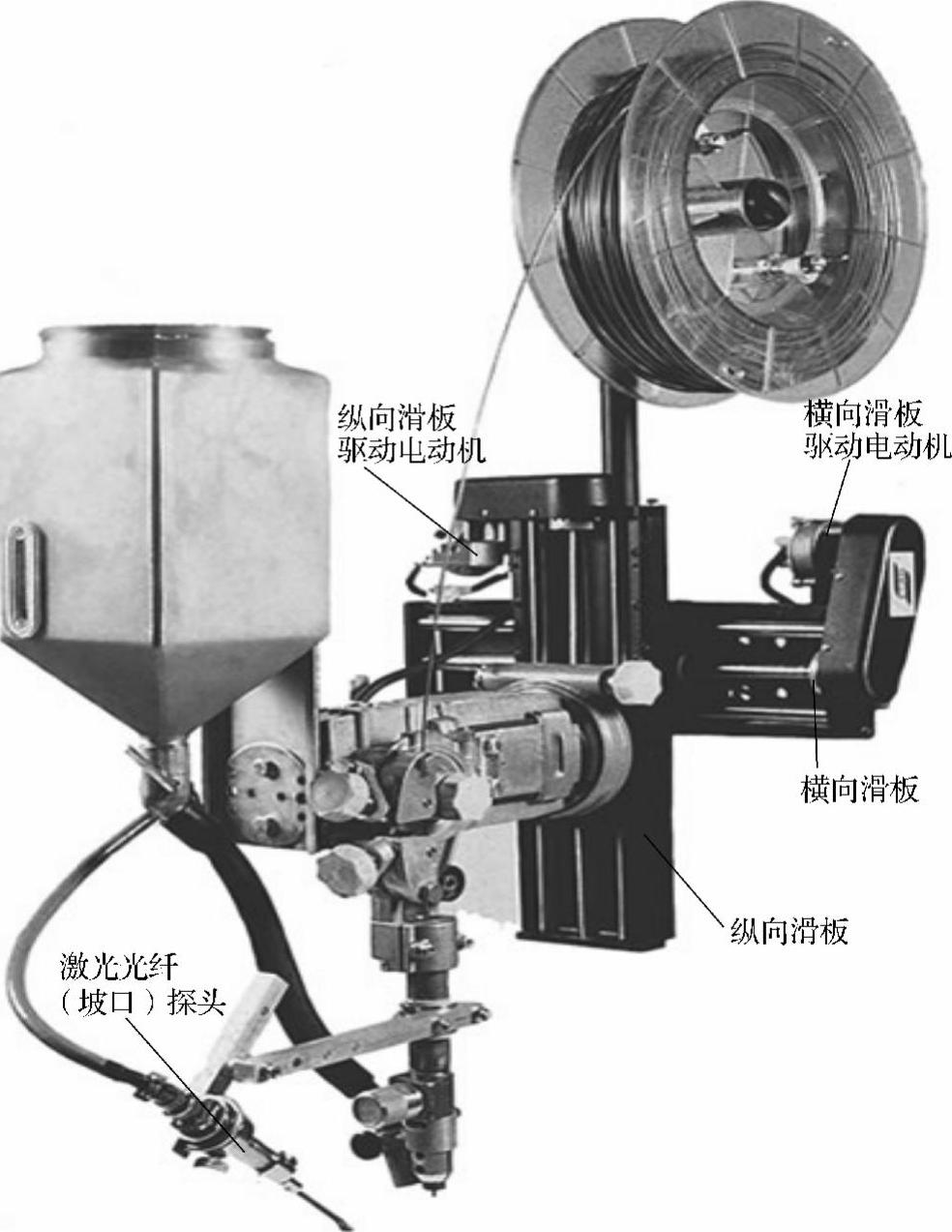
图2-51 光电—机械式跟踪A6型埋弧焊机头(ESAB)
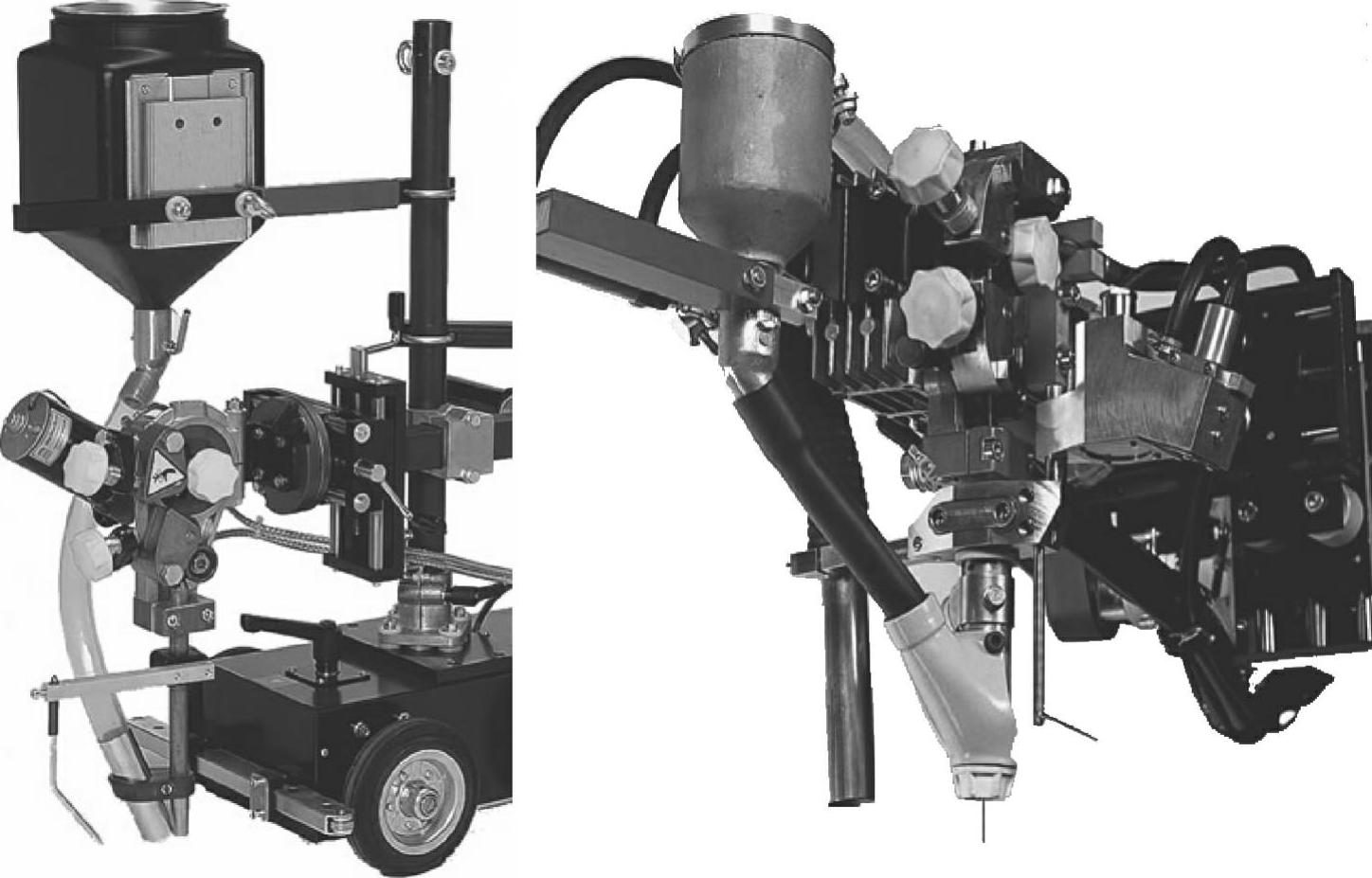
图2-52 简易机械式跟踪埋弧焊机头与另一种光电—机械式跟踪焊头(ESAB)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。