



【摘要】:带状电极埋弧堆焊就是使用带状薄板作为电极,也就是将熔化极制成薄板状,其工艺目的是在母材表面进行高效堆焊。图2-31 带状电极示意图图2-32 带极堆焊的焊头带状电极埋弧堆焊工艺特点是具有较高的熔敷速度、较浅的熔深和低稀释度,尤其是双带极埋弧焊,是表面堆焊的理想方法。因此,在高压容器的内表面堆焊中,带状电极埋弧堆焊获得了广泛的应用。带极埋弧堆焊工艺要点:1)要选用成分合适的带材,一般常用的带宽为60mm。
带状电极埋弧堆焊就是使用带状薄板作为电极(图2-31、图2-32),也就是将熔化极制成薄板状,其工艺目的是在母材表面进行高效堆焊。
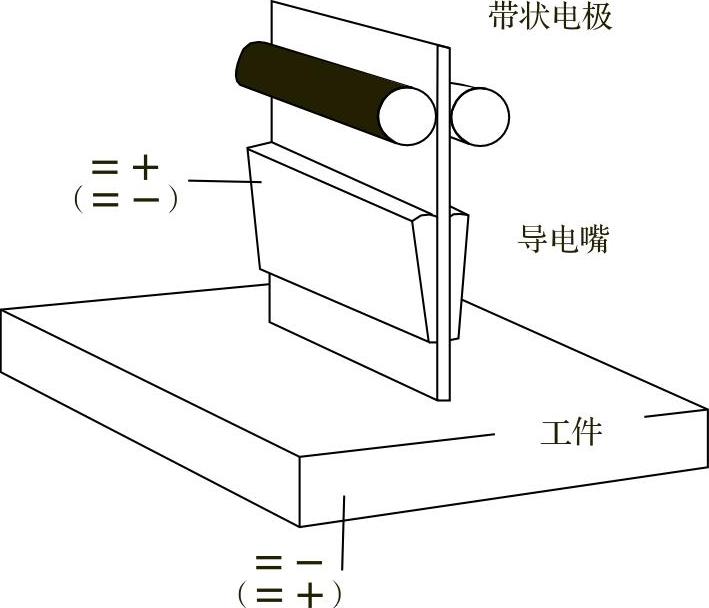
图2-31 带状电极示意图
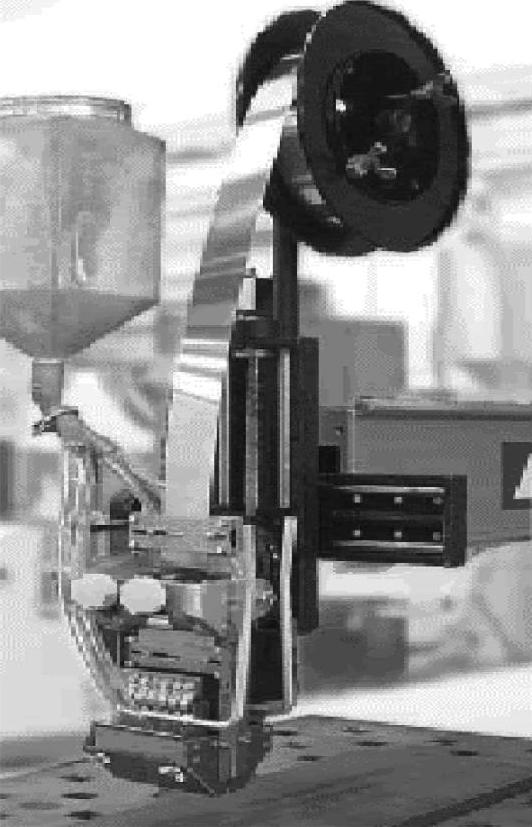
图2-32 带极堆焊的焊头
带状电极埋弧堆焊工艺特点是具有较高的熔敷速度、较浅的熔深和低稀释度,尤其是双带极埋弧焊,是表面堆焊的理想方法。
因此,在高压容器的内表面(筒节与封头)堆焊中,带状电极埋弧堆焊获得了广泛的应用(图2-33~图2-36)。
带极埋弧堆焊工艺要点:
1)要选用成分合适的带材,一般常用的带宽为60mm。带材的化学成分要根据被堆焊基体材料、堆焊层材料以及堆焊层的层道(第一层还是第二、三层)来配套选用,因为凡是堆焊的工件,肯定是重大压力容器部件,其工作条件往往是高温,高压,气、液腐蚀介质,放射性等等的苛刻环境。因此,国外对应用于电站(特别是核电)设备、化工设备、船载动力(特别是核动力)设备中的带材堆焊材料都有严格的行业规定,ASME就规范了压力容器部件堆焊带材的材料牌号和堆焊层化学成分的要求。
2)焊剂也要根据被堆焊基体材料、堆焊层材料和保证良好的脱渣性来选用。(https://www.xing528.com)
3)带极的送进机构必须稳定又可靠,否则,难以保证稳定的堆焊过程;对较宽的带极埋弧堆焊,有时还可采用轴向外加磁场或横向交变磁场,来有效地提高宽带堆焊层的堆高和熔深均匀性。
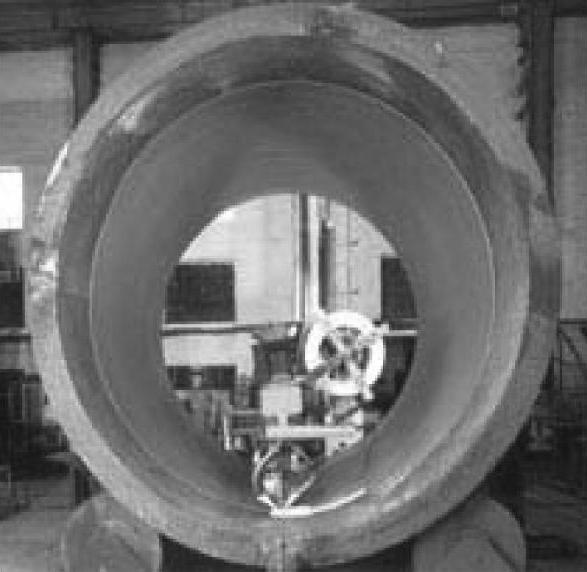
图2-33 筒节内壁的带极堆焊小车

图2-34 高压筒体内表面带极堆焊

图2-35 大型封头内表面的带极堆焊

图2-36 配合大型焊接变位机的大型封头内表面堆焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。