



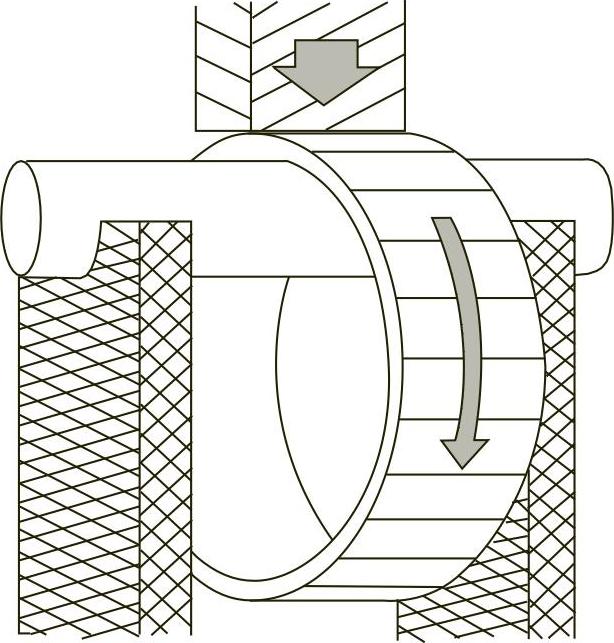
【摘要】:筒节整体锻造的具体工艺方法称为“马杠”法,其简单原理如图1-52所示,图1-53是锻制筒节实况。图1-52 “马杠”法自由锻原理图1-53 锻制筒节实况图1-54 3万t液压机图1-55 8万t液压机船用汽轮机的转子轴、大型船舶的螺旋桨轴等船用机械设备的很多锻焊部件,都需要通过自由锻造或模锻来完成毛坯件的制作。
船舶核动力中的压水核反应堆压力容器等结构件,典型的有反应堆(图1-47、图1-48)蒸汽发生器、稳压器等,都属于承受高温、高压的特大、特厚重型压力容器。
这些特重型压力容器的筒节、封头、封帽(图1-49、图1-50、图1-51)等组焊构件都用自由锻造或模锻方法制造,其锻造质量的好坏与焊接质量密切相关。
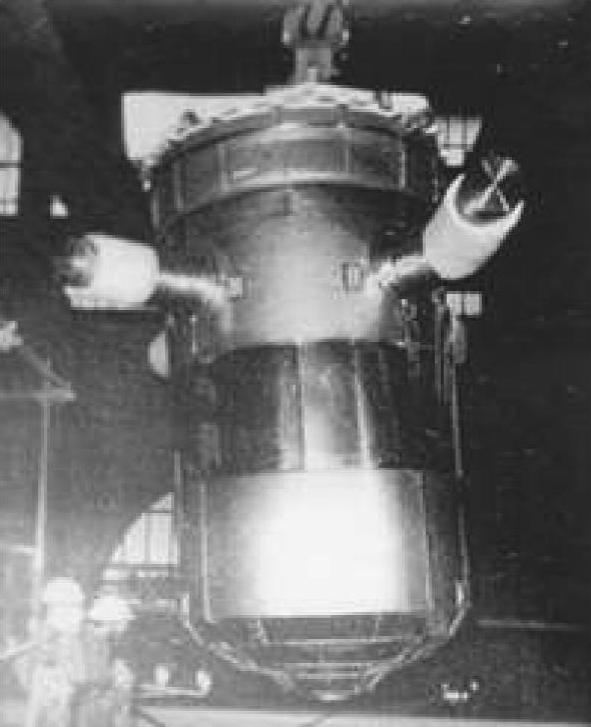
图1-47 船用压水核反应堆之一
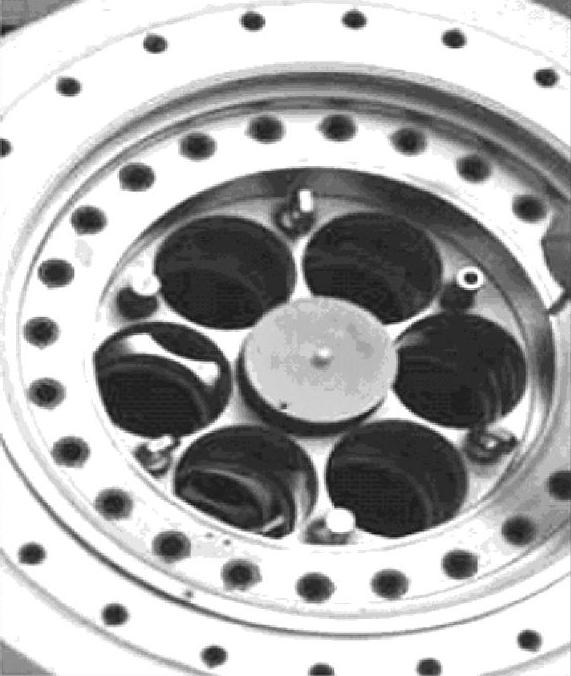
图1-48 船用压水核反应堆之二

图1-49 压力壳筒节(JWS)
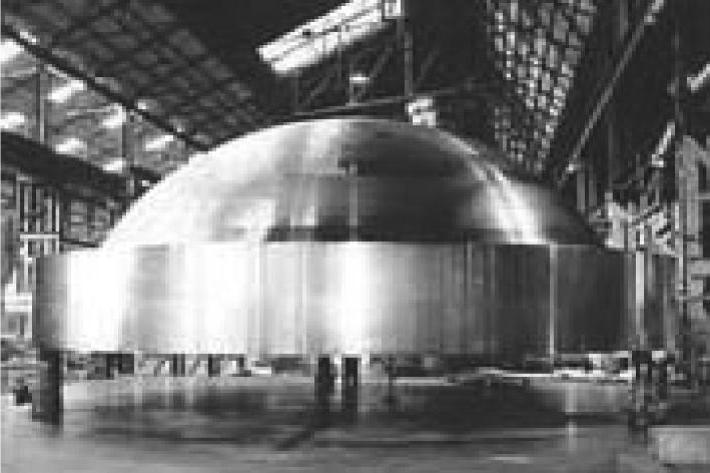
图1-50 压力壳封帽(JWS)

图1-51 锥型筒节(JWS)
一般铸锭经过热锻压后,才能使原来的铸态疏松、孔隙、微裂等被压实或焊合,原来的枝状结晶被打碎,晶粒变细,同时改变原来的碳化物偏析和不均匀分布,使组织均匀,从而获得内部密实、均匀、细微、综合性能好、使用可靠的锻件,这些都是从保证焊接质量向组焊构件提出的要求。
筒节整体锻造的具体工艺方法称为“马杠”法,其简单原理如图1-52所示,图1-53是锻制筒节实况。锻造规范要求,一般必须采用万吨级以上的大型压力机(图1-54),目前,世界上最大的压力机可达到8~10万t的压力(图1-55)。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-52 “马杠”法自由锻原理

图1-53 锻制筒节实况(日JSW)
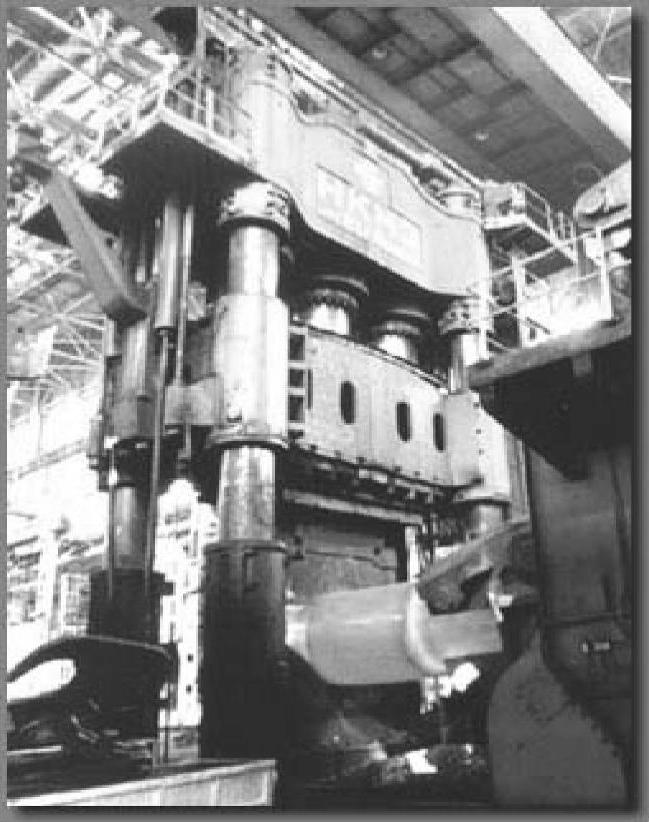
图1-54 3万t液压机
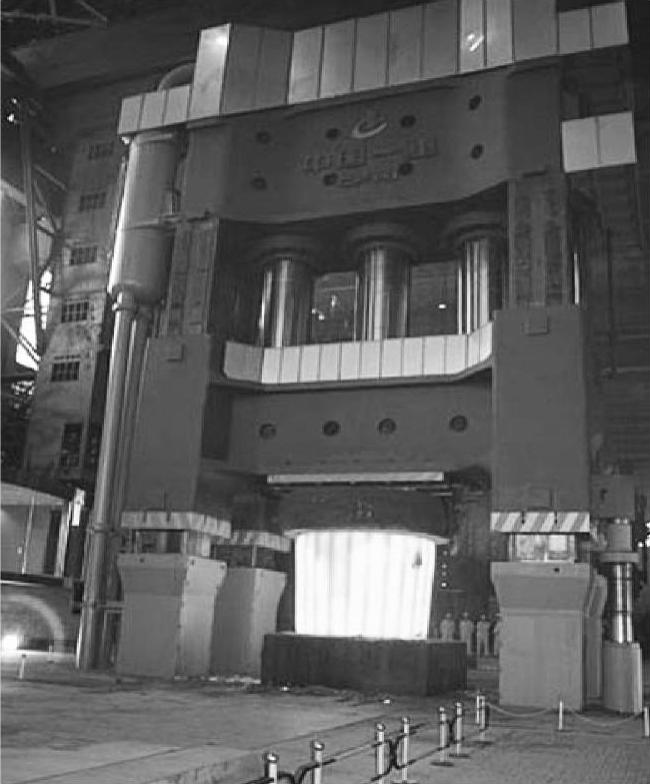
图1-55 8万t液压机
船用汽轮机的转子轴(图1-56、图1-57)、大型船舶的螺旋桨轴(图1-58)等船用机械设备的很多锻焊部件,都需要通过自由锻造或模锻来完成毛坯件的制作。
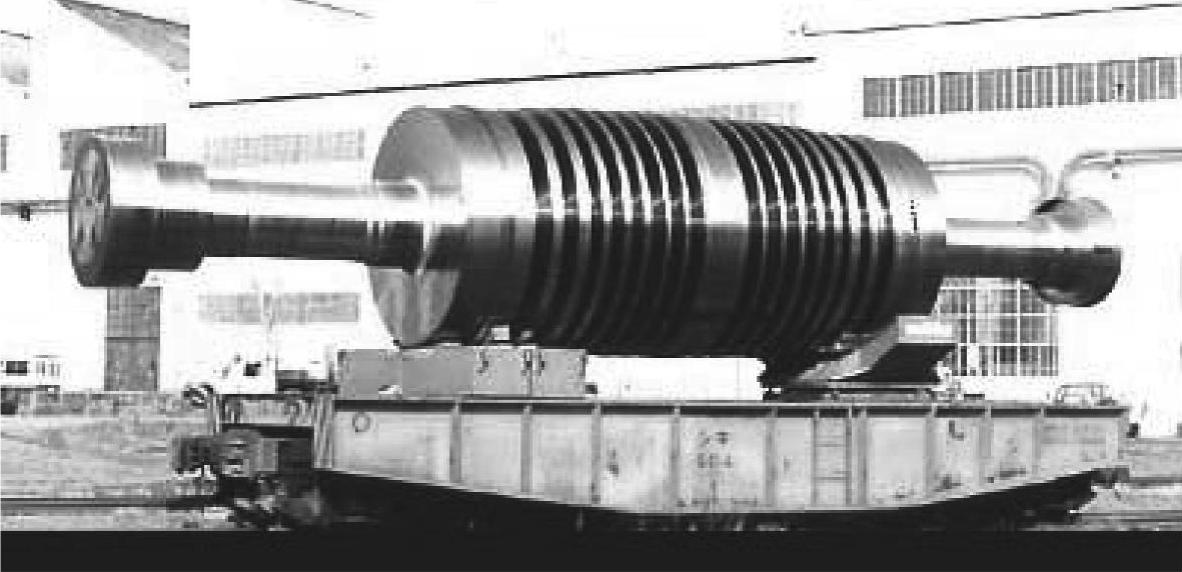
图1-56 船用汽轮机的转子轴之一

图1-57 船用汽轮机的转子轴之二
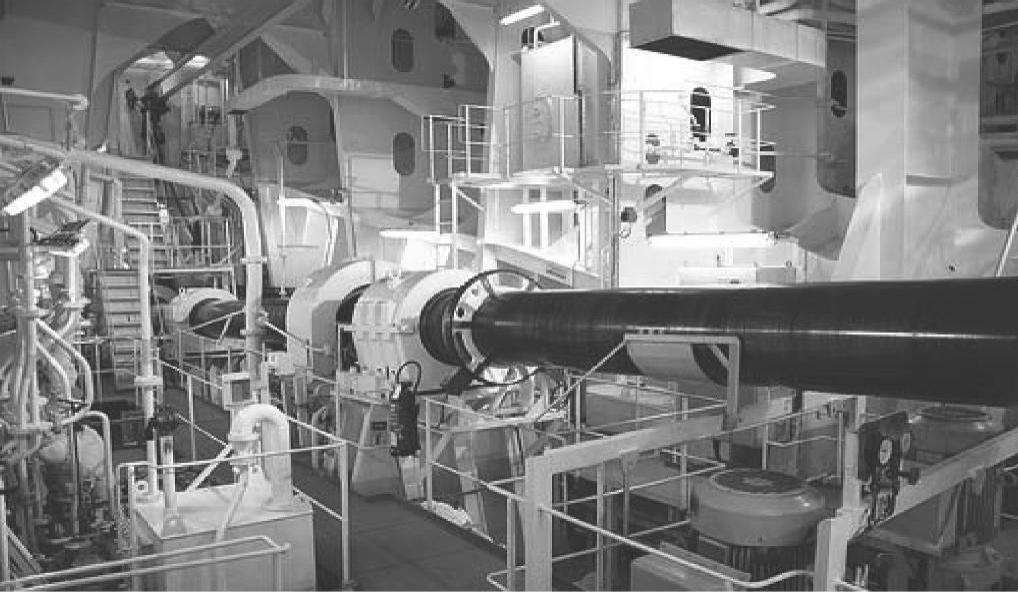
图1-58 大型船舶的螺旋桨轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。