



激光切割(图1-19)是利用高功率密度的激光束扫描材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或汽化,再用高压气体将熔化或汽化物质从切缝中吹走(图1-20),达到切割材料的目的。激光束聚焦成很小的光点后,使焦点处达到很高的功率密度。这时光束输入的热量远远超过被材料反射、传导或扩散的部分,材料很快加热至汽化程度,蒸发形成孔洞,随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝,因此切边受热影响很小,工件基本没有变形。
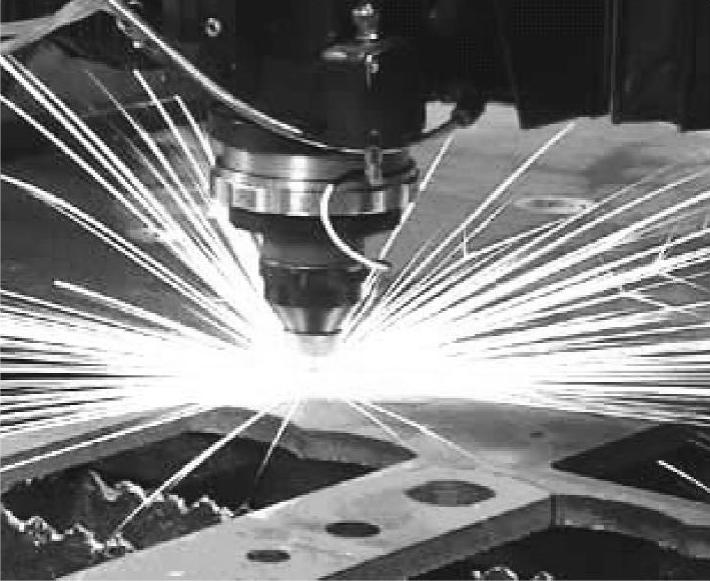
图1-19 CO2激光器(5kW)切割8mm厚钢板
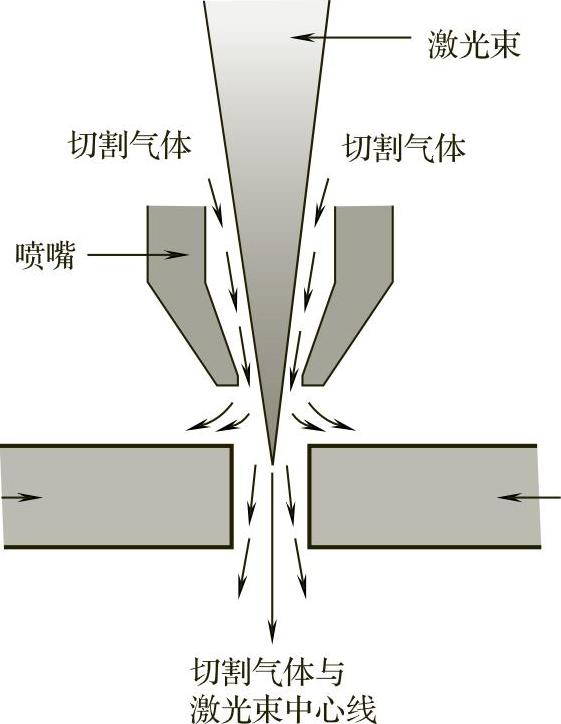
图1-20 激光切割原理
激光切割具有以下特点:
1)激光切割的切缝窄,工件变形小(图1-21)。激光切割的切径宽度一般小于0.5mm,但也有达到1mm左右的。切径宽度与工件的材料及厚度、激光束的功率、焦距及焦点位置、激光束的直径、喷吹气体的压力及流量等多种因素有关。
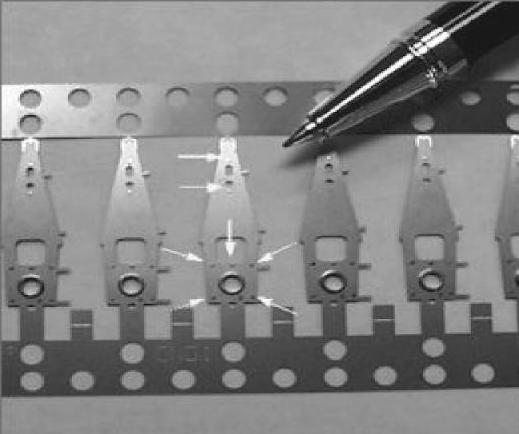
2)因激光切割无毛刺、皱折,精度高(图1-22),从而优于等离子弧切割、气体火焰切割等常规切割方法,而且切割后的工件无需清理。

图1-21 激光切割薄板变形小
 (https://www.xing528.com)
(https://www.xing528.com)
图1-22 激光精密切割的工件
3)容易实现自动化激光切割。对许多船舶配件制造行业来说,由于现代微机数控三维激光切割系统(图1-23)、激光切割机器人系统(图1-24)可以高速度切割不同形状与尺寸的工件,从而它往往比冲切、模压工艺更被优先选用。
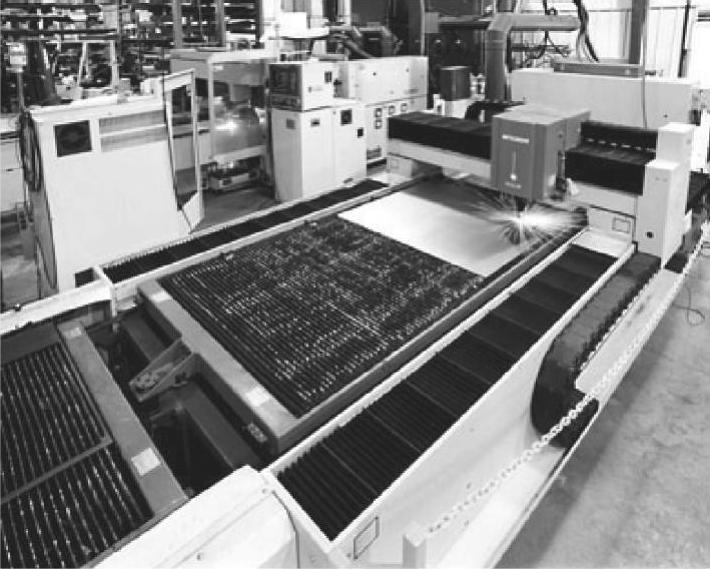
图1-23 数控CO2激光切割机
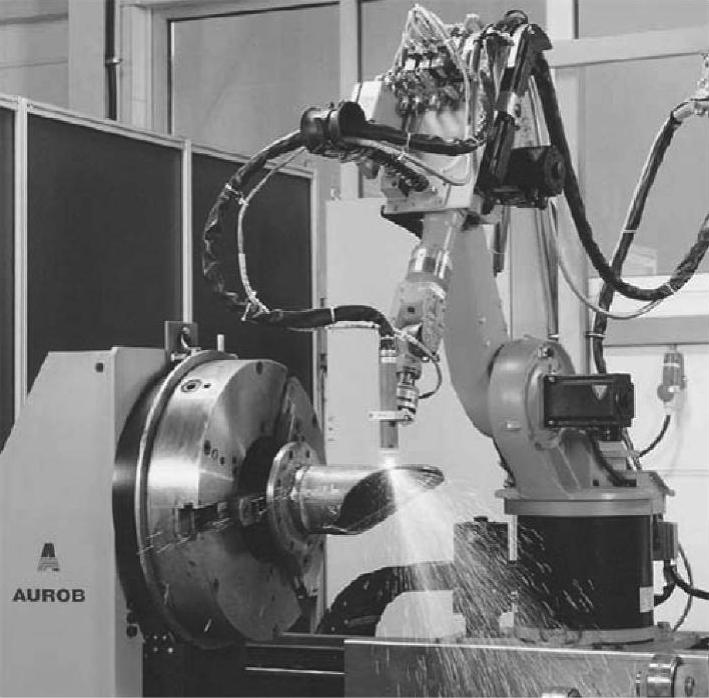
图1-24 激光切割机器人系统
图1-25所示的方形管壁开孔与切坡口,一般可采用数控等离子弧切割系统。如果采用激光切割机器人系统则会得到更高的切口质量。
现代的气体激光器的功率数量级已达到万瓦级,其切割普通碳钢板的厚度可达10~15mm,可以预料激光切割在造船下料中会有越来越广泛的应用。
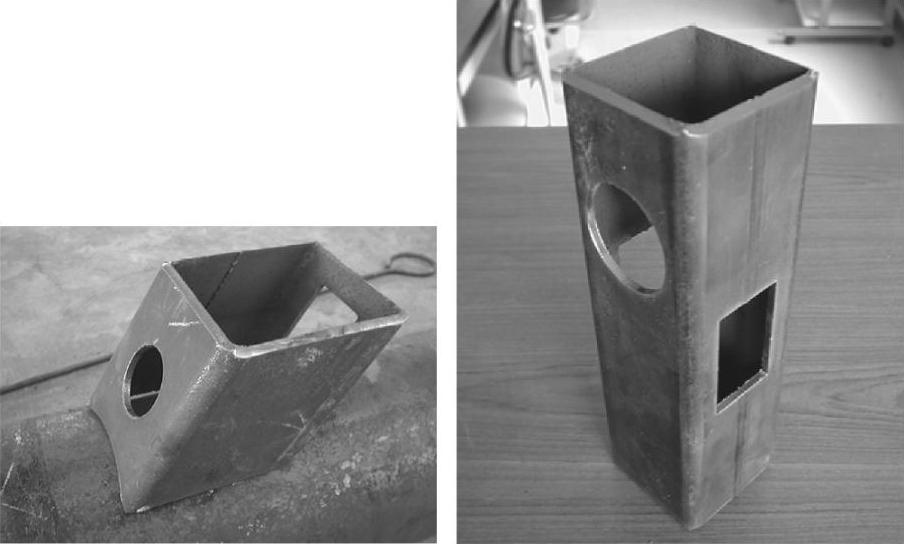
图1-25 方形管壁开孔与切坡口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。