



【摘要】:它是利用可燃气体同氧混合燃烧所产生的火焰来熔化、分离材料,属于热切割,又称气割或火焰切割。图1-1 气体火焰切割图1-2 四头气体火焰切割机气割时,火焰在起割点将材料预热到燃点,然后喷射氧气流,使金属材料剧烈氧化燃烧,生成的氧化物熔渣被气流吹除,形成切口。割炬是产生气体火焰,传递和调节切割热能的工具,其结构影响气割速度和质量。气体火焰切割的主要缺点:一是切口质量不够高,二是一般只适用于低碳钢和低合金钢材料。
气体火焰切割(图1-1、图1-2)是造船最常用的金属热切割方法。它是利用可燃气体同氧混合燃烧所产生的火焰来熔化、分离材料,属于热切割,又称气割或火焰切割。可燃气体一般用乙炔气,也可用石油气、天然气或煤气。用乙炔气的切割效率高、质量好,但成本较高。
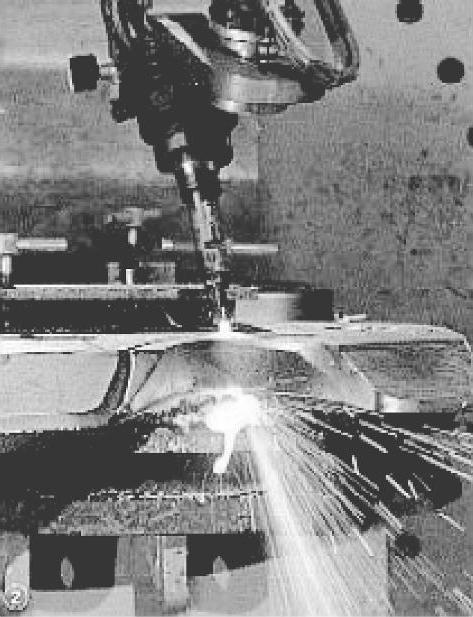
图1-1 气体火焰切割
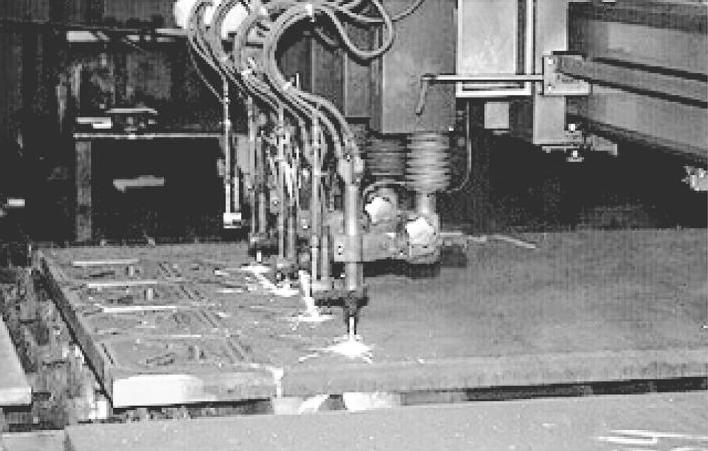
图1-2 四头气体火焰切割机
气割时,火焰在起割点将材料预热到燃点,然后喷射氧气流,使金属材料剧烈氧化燃烧,生成的氧化物熔渣被气流吹除,形成切口。气割用的氧纯度应大于99%。
气割设备主要是割炬和气源。割炬是产生气体火焰,传递和调节切割热能的工具,其结构影响气割速度和质量。
船体建造的大批量下料,多用装有多个割炬的计算机数字控制自动气割机(图1-3、图1-4)。
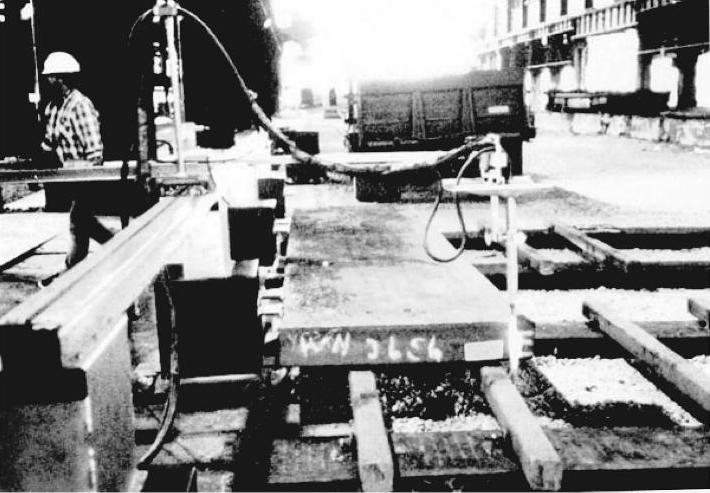
图1-3 厚钢板的气体火焰切割

图1-4 十头气体火焰切割机
通过精心设计气体火焰切割枪,现代的数控切割机可一次在钢板上开出X形焊接坡口(图1-5、图1-6),从而简化很多后续的钢板焊接坡口加工工作量。(https://www.xing528.com)
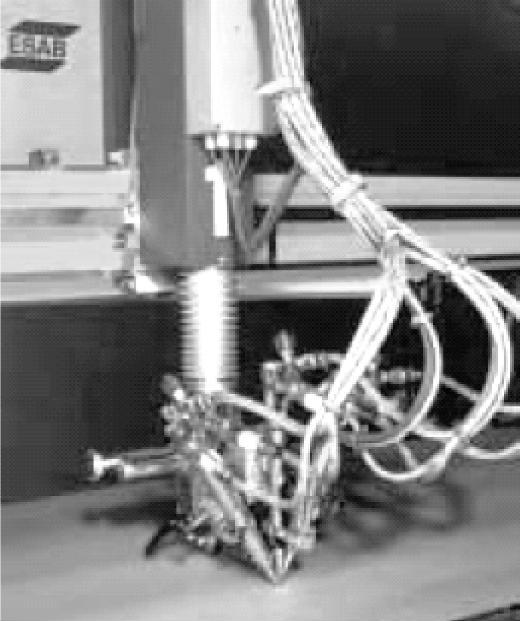
图1-5 数控气体火焰X形坡口切割机
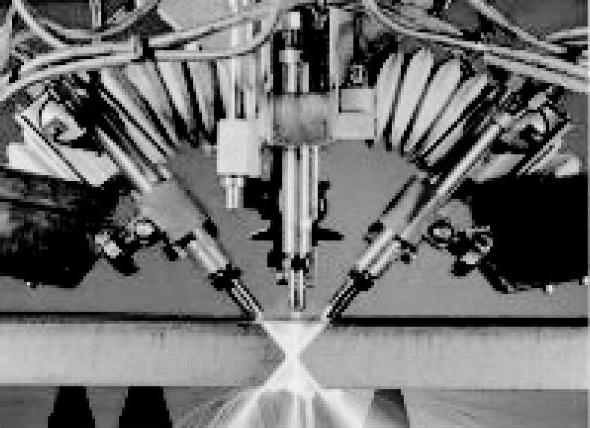
图1-6 X形坡口切割枪的布置
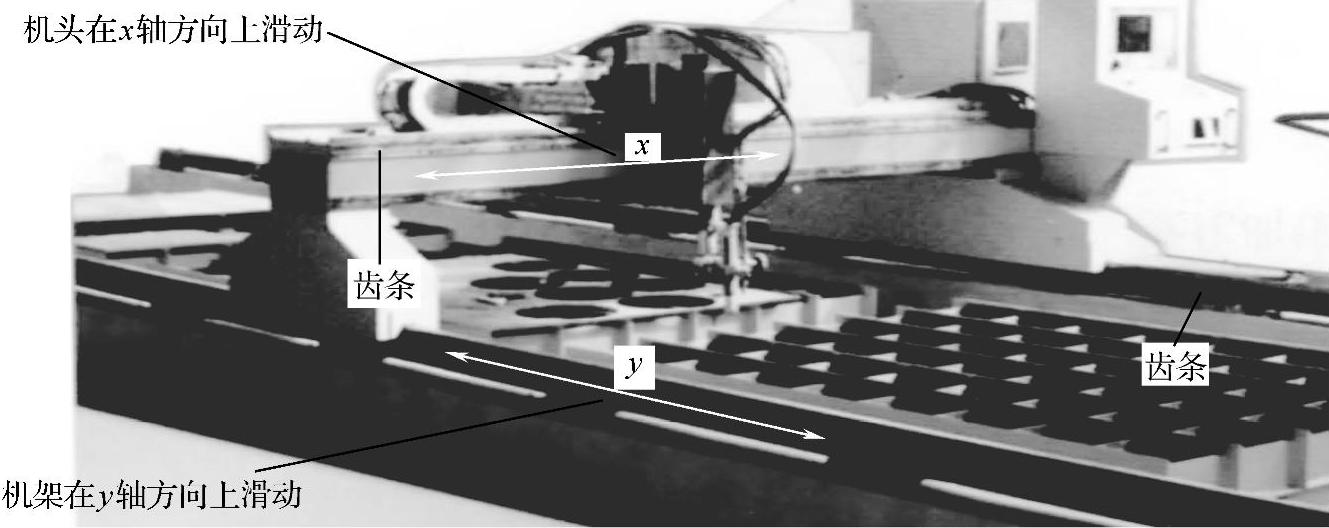
图1-7 龙门架式x-y坐标驱动机构
自动气割机的机构不仅常采用图1-7所示的龙门架x-y坐标驱动机构形式,还有图1-8的轻便小车式,而后者的最大优点是轻便灵活,特别适用于船台或车间内需频繁更换工作场地的情况。
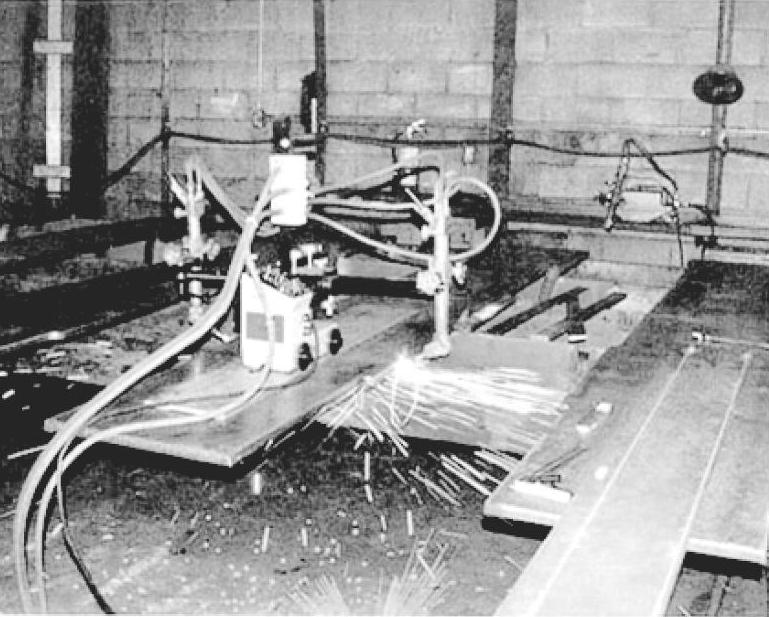
图1-8 轻便小车式火焰切割机机构
除了自动气割工艺,手工气割由于使用灵活方便,也是造船零星下料、废料解体、安装和拆除工作中不可缺少的工艺方法。
气体火焰切割的主要缺点:一是切口质量不够高,二是一般只适用于低碳钢和低合金钢材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。