



玻璃加工同玻璃钢一样,都是不能、也没必要按图样加工的,道理同前述。只不过玻璃比玻璃钢更要严格保证互换性和协调性。与玻璃钢不同,玻璃是不太可能在现场修改的,其互换性的重要表现在:一是能顺利实现装配,即生产互换性,二是作为易损件也要求它必须具有互换性,即维修互换性。
同玻璃钢一样,玻璃也可有两种加工方法:按图样加工和按骨架加工。不过这里的图样可以是二维的,也可以是三维的数模。为了方便,讨论玻璃安装的协调性时略去玻璃钢,只分析玻璃与骨架之间的协调误差。
类似于玻璃钢的方式,我们再把风窗玻璃的两种加工流程进行对比,如表4-2所示。
表4-2 风窗玻璃的两种加工流程比较
方法1的特点是骨架与玻璃完全独立制作,方法2的特点是骨架与玻璃在制造过程中是相互关联的,一些环节是共同的。
方法1有7项积累误差,方法2有5项积累误差。就现有的玻璃技术来说,方法1中δ3+δ4=0~+4,而由数模到模具的误差δ1+δ2就不确定了。实际上,即便由数模来加工玻璃,最终我们只能知道玻璃与模具之间的误差,而与数模之间的误差是不知道的。由此我们有如下两条结论:
①方法1的协调误差不但包括了玻璃本身的制造误差,而且还包括了骨架的制造误差;而方法2的协调误差则只有玻璃本身的制造误差。
②由方法1生产的玻璃能否装上车,不但取决于玻璃本身的制造精度,还取决于骨架的制造精度;由方法2生产的玻璃能否装上车只取决于玻璃本身的制造精度,与骨架是否符合图样无关。对骨架的要求仅仅是其能保证互换一致性。
为了更好地理解这个问题,我们再介绍一下精度和准度的概念。如图4-11所示,十字线的交点表示目标尺寸,圆圈的大小表示加工的尺寸误差,误差小则直径小,反之则大。那么图a表示既精且准,图b表示准度高但精度不高,图c表示精度高但不准确,图d表示不准确也没精度。
图4-11 精度和准度概念
图4-11只表示了一个零件的加工精度和准度的概念。如果是两个有装配关系的零件,其精度和准度又是什么关系呢?
很显然,两个圆圈必须重合。此时的准度是相对准度,是相对于于基准而言的。如图4-12所示,A和B是互相装配的两个零件,图a表示了以A加工基准来生成B,B准不准是相对A而言的,此时B的准度和精度都落在A的准度和精度范围内,则A与B可实现装配协调。图b和图c的情况表示了A和B分别按不同基准加工,虽然图b中的B做得很精准,但仍不能实现装配,图c的情况只有部分零件(重合部分)能实现装配。
图4-12 相对准确度
实际上,图4-12a的情形相当于前面讲到的玻璃制作方法2,图b和图c相当于方法1。由此,我们将两种方法最后总结如下:
①方法1是将骨架和玻璃分别按图制作(数模也是图样),现实是按数模制作的玻璃由于加工精度高而做得比较精准,而骨架由于现阶段不可能采用数控加工手段,其精度远不如玻璃。在这种情况下,玻璃再准也是没用的,这是一个精度是否匹配的问题。工艺问题是很现实的,不能实现互换装配的工艺就是不合理的。
②方法2是以骨架为基准来生成玻璃,此时不管骨架同理论上的图样差异有多大,只要其具有互换一致性即可,玻璃只相对于“从焊胎上出来的”骨架保持精准度就可以了,且此时玻璃的加工精度可放宽,这一点好处太大了。从另一角度来理解就是:加工的玻璃是装配在“从焊胎上出来的”那副骨架上的,不是装配在“图样上”的那副骨架上的。(https://www.xing528.com)
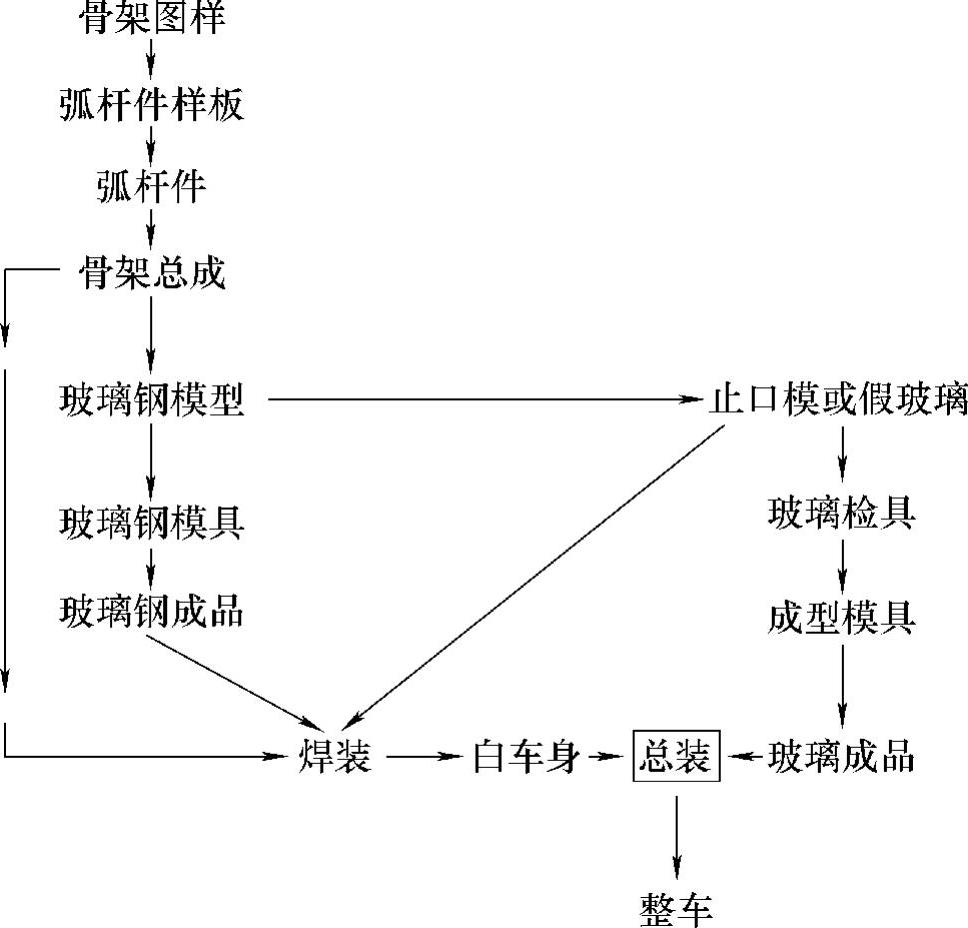
实际上,很多人还是主张使用方法1,因为他们无法理解为什么不能按图样加工、按图样检验。为了避免按数模加工的玻璃与按图加工的骨架装配时无法匹配,在制作玻璃钢模型时,必须用按数模制作的玻璃止口模或假玻璃来校核玻璃钢模型,流程如下:
在“模型校正”这一步,通常是用玻璃厂提供的止口模或假玻璃来校正玻璃钢模型的。这个流程也是骨架、玻璃钢和玻璃三者的加工和装配流程。如下所示为方法2的骨架、玻璃钢和玻璃三者的加工和装配流程。
明显地,方法2要简洁得多,而且更实用,并能从理论上证明其正确性,正所谓“简单的东西往往蕴涵着深刻的道理”。方法1的关键在于“要用按数模制作的止口模或假玻璃来校核玻璃钢模型”,此时的风险在于一旦二者差异太大以致玻璃钢无法迁就玻璃时,就不得不改骨架或是改玻璃?如果改骨架,就意味着我们的基准失效了。如果改玻璃,就意味着我们的数模失效了。
方法2中从蒙皮的玻璃钢模型取止口模或假玻璃时,应注意两点:
①要向玻璃厂家说明所提供的是止口模还是假玻璃,或者干脆让厂家自行来按玻璃钢模型制作。
②不管是止口模还是假玻璃,最少制作一套,此时要玻璃厂用完后返还给主机厂的焊装车间。若同时做两套,则一套给玻璃厂一套给焊装车间。
再者,上述两种方法都需要在焊装时用止口模或假玻璃来检验玻璃钢与骨架的装配,这一点也至关重要。
同玻璃钢类似,风窗玻璃这类图样(见图4-13)应表达如下内容:
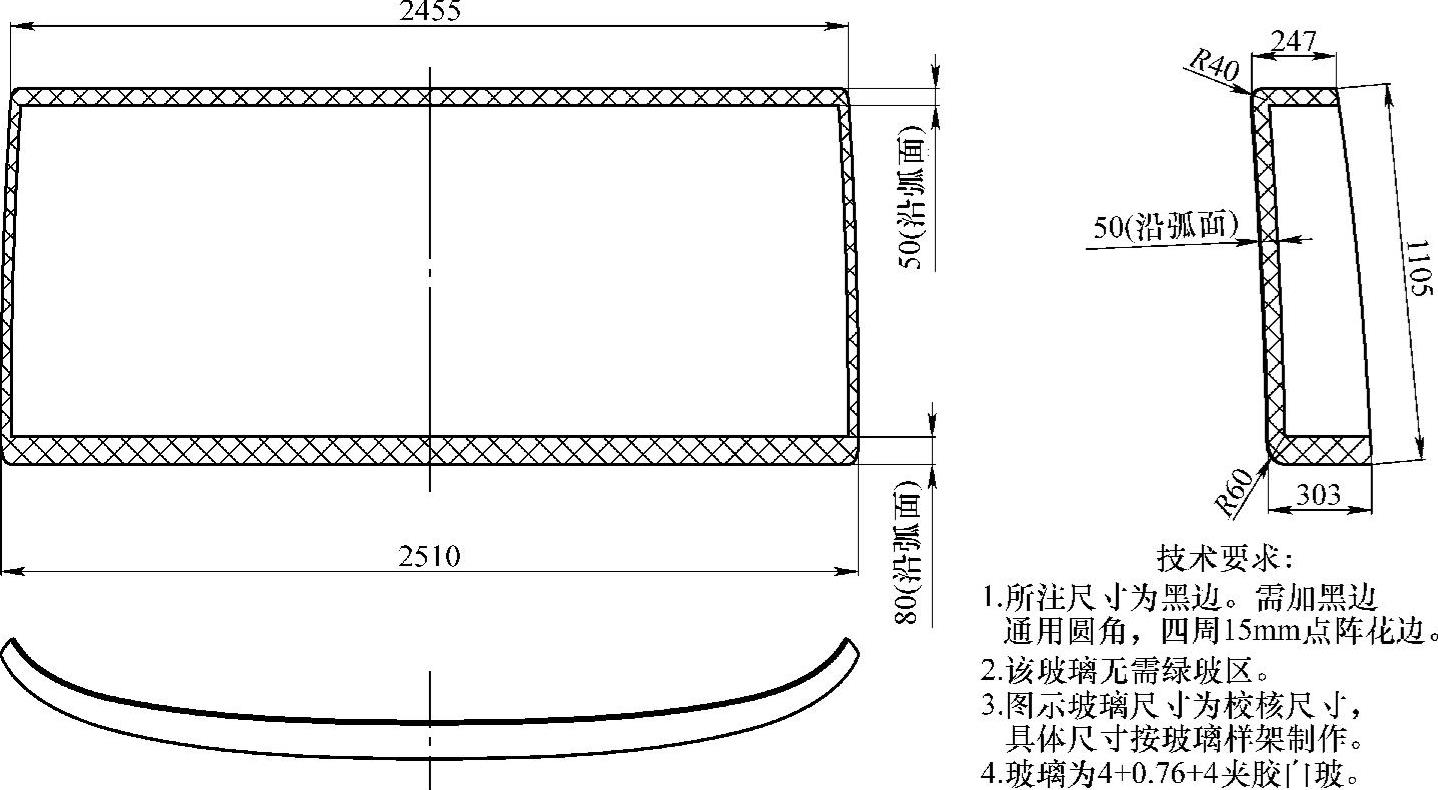
图4-13 前风窗玻璃样图
①不表达曲面的几何特征。
②表达黑边、绿带、电热丝区域等。
③控制性尺寸。
④倒角、挖孔等加工参数。
⑤技术要求及检验的基准和内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。