



1.焊条
供焊条电弧焊用的涂有药皮的熔化电极由药皮和焊芯两部分组成。碳钢焊条型号根据国家标准《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)和《热强钢焊条》(GB/T 5118—2012)的规定,以熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类划分,见表6⁃72~表6⁃74。焊条牌号的含义如图6⁃6所示。
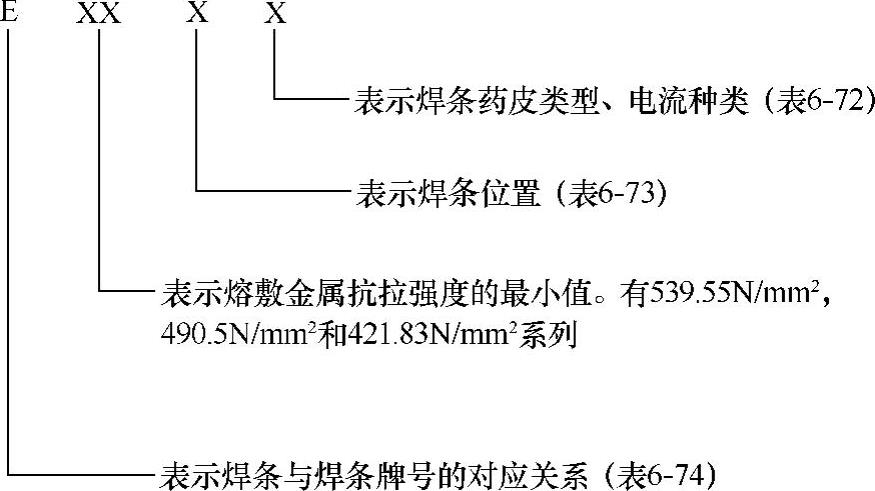
图6⁃6 焊条牌号的含义
表6⁃72 焊条药皮类型与电流种类
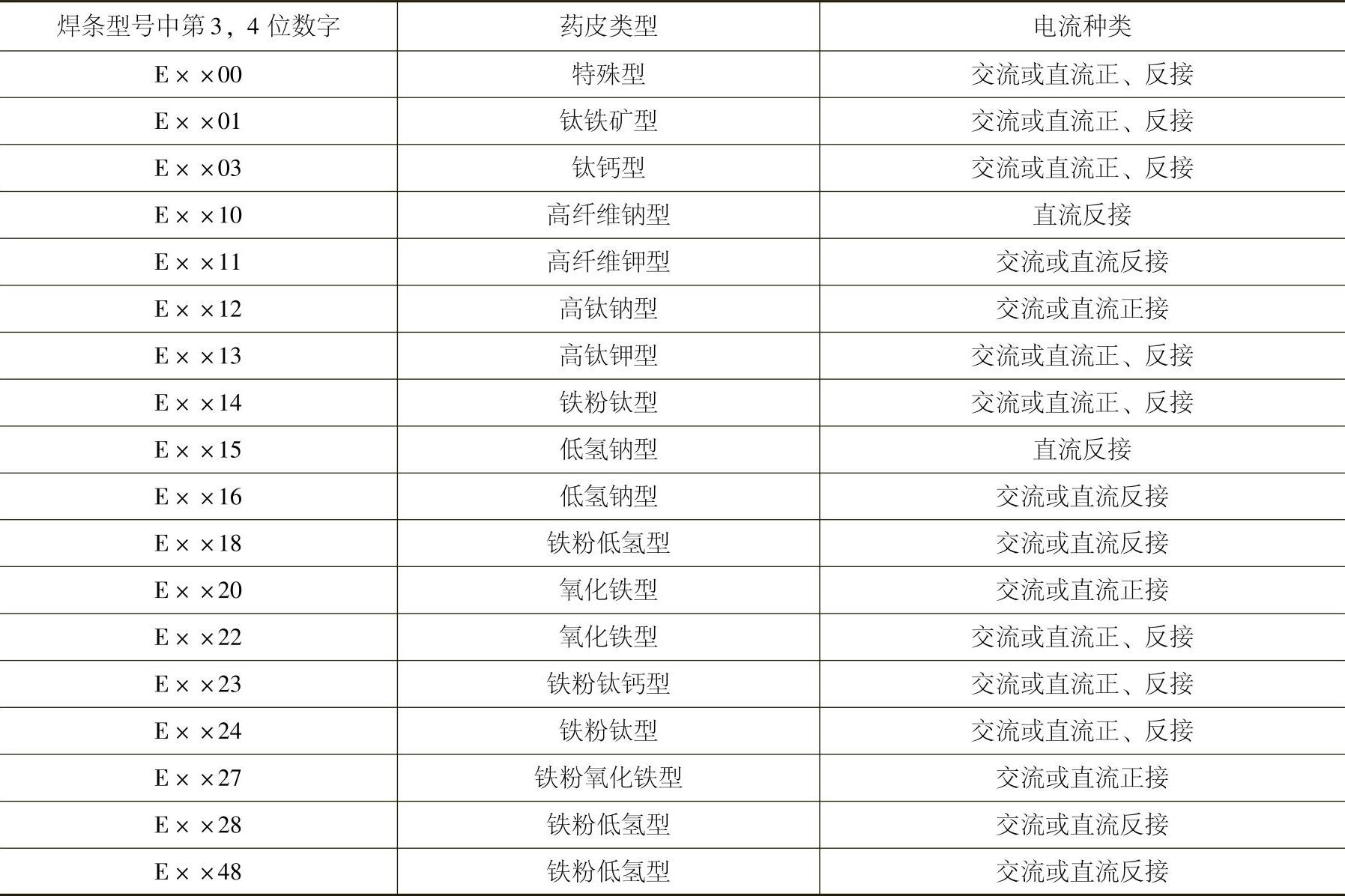
表6⁃73 焊条位置

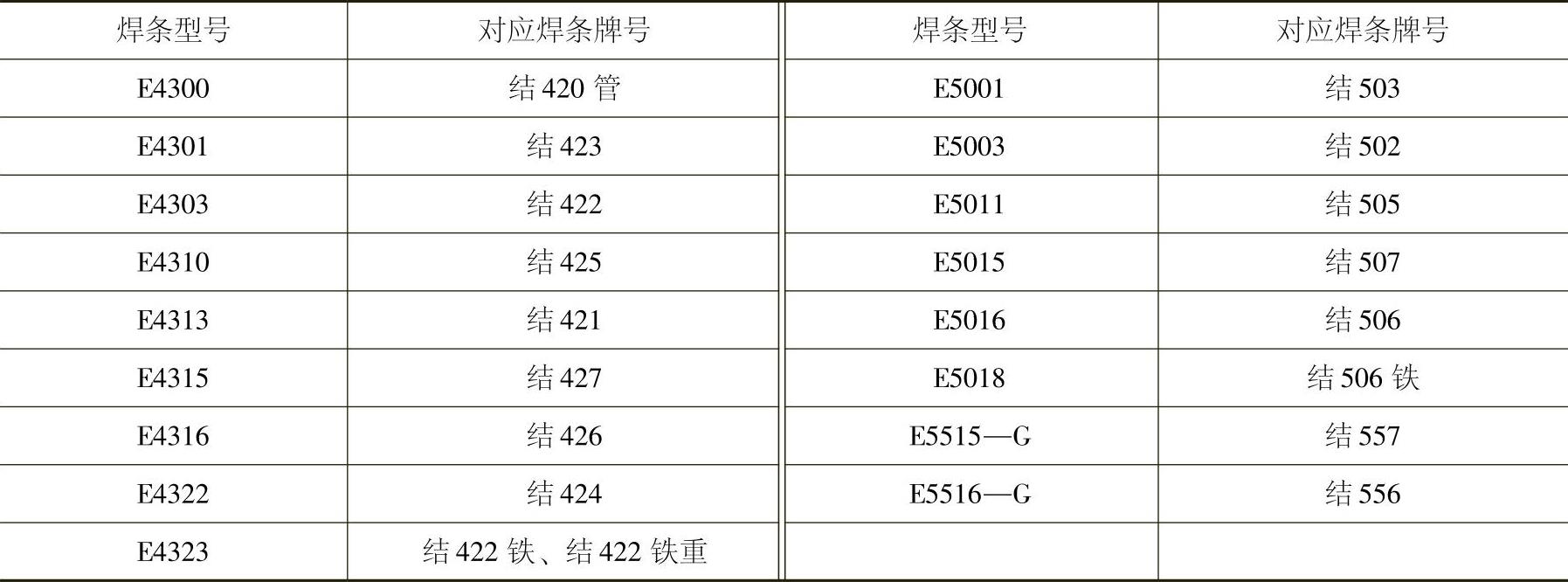
表6⁃74 各型号的碳钢焊条与焊条牌号的对应关系
2.低碳钢焊条的选用
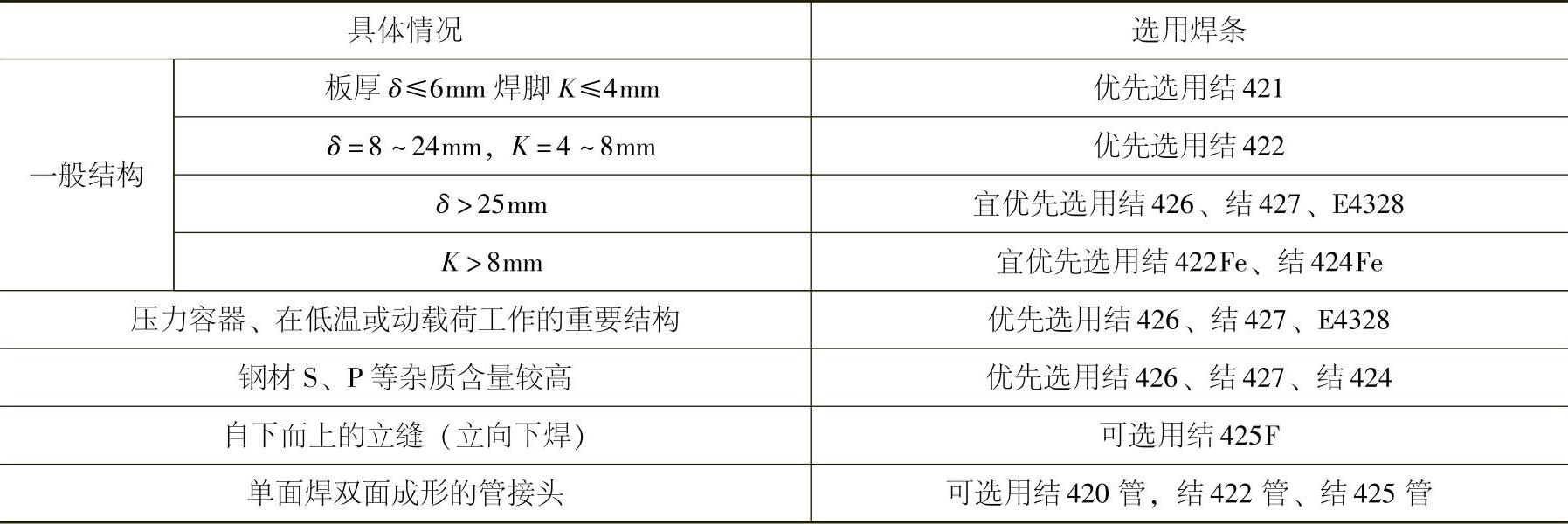
低碳钢含碳量低(碳含量为0.25%),产生焊接裂纹的倾向性小,焊接性能较好。一般按焊缝金属与母材等强度的原则选择焊条。在实际工作中,可根据具体情况按表6⁃75选择。
表6⁃75 低碳钢焊条的选择
3.低合金钢焊条的选用
用于建筑钢结构的低合金钢,一般焊接性好,但由于钢材中含合金元素的综合影响,特别是钢材的碳当量较高时,存在产生焊接裂纹的倾向,所以在选用焊条时应遵循以下原则:
(1)除薄板和即使产生裂纹也不影响安全使用的一般结构,以及某些经工艺模拟试验认可的结构外,均应选用低氢型焊条。
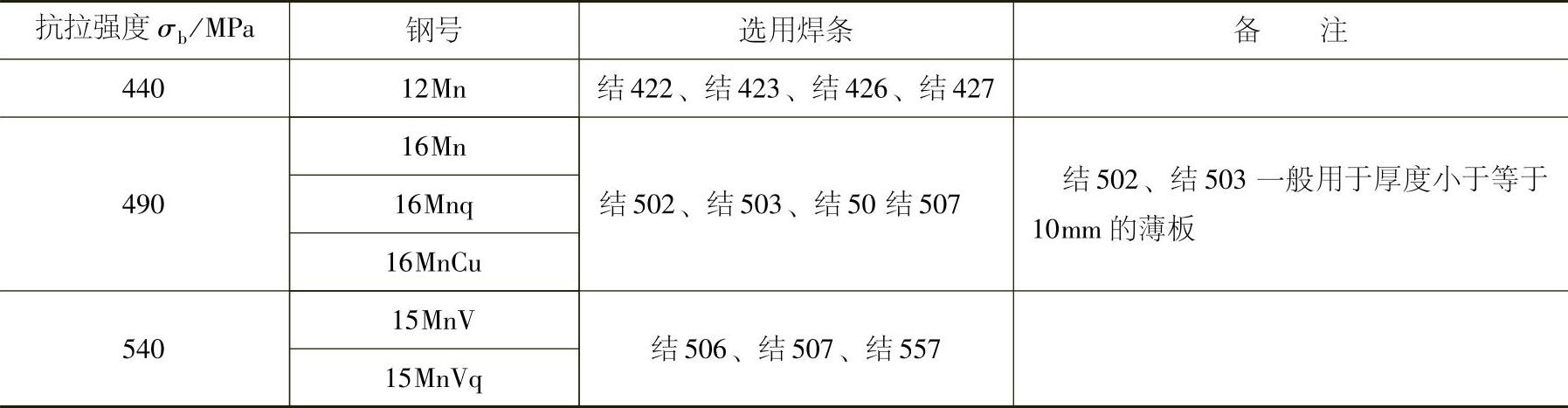
(2)一般应使焊缝金属的力学性能与母材基本相同。为保证安全使用,必须强调焊缝金属具有优良的塑性、韧性和抗裂性,为此不宜使焊缝金属的实际强度过多地高于钢材的实际强度。低合金钢的焊条选用见表6⁃76。
表6⁃76 低合金钢的焊条选用表
 (https://www.xing528.com)
(https://www.xing528.com)
4.焊丝与焊剂
(1)焊丝:是焊接时作为填充金属,或同时用来导电的金属丝。在钢结构焊接中为用于埋弧自动焊和气体保护焊的钢丝。
填充金属是控制焊缝金属成分的一个重要因素,焊丝成分必须符合标准规定。
埋弧自动焊所用的焊丝应符合国家标准《熔化焊用钢丝》(GB/T 14957—1994)和《气体保护焊用钢丝》(GB/T 14958—1994)的规定。二氧化碳气体保护焊用的焊丝应符合国家标准《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T 8110—2008)的规定。为了保证焊缝金属的力学性能,防止产生气孔,二氧化碳气体保护焊所用的焊丝必须含有较高的Mn、Si等脱氧元素。有些小直径焊丝表面为了润滑只能使用不含氢的特殊润滑剂。
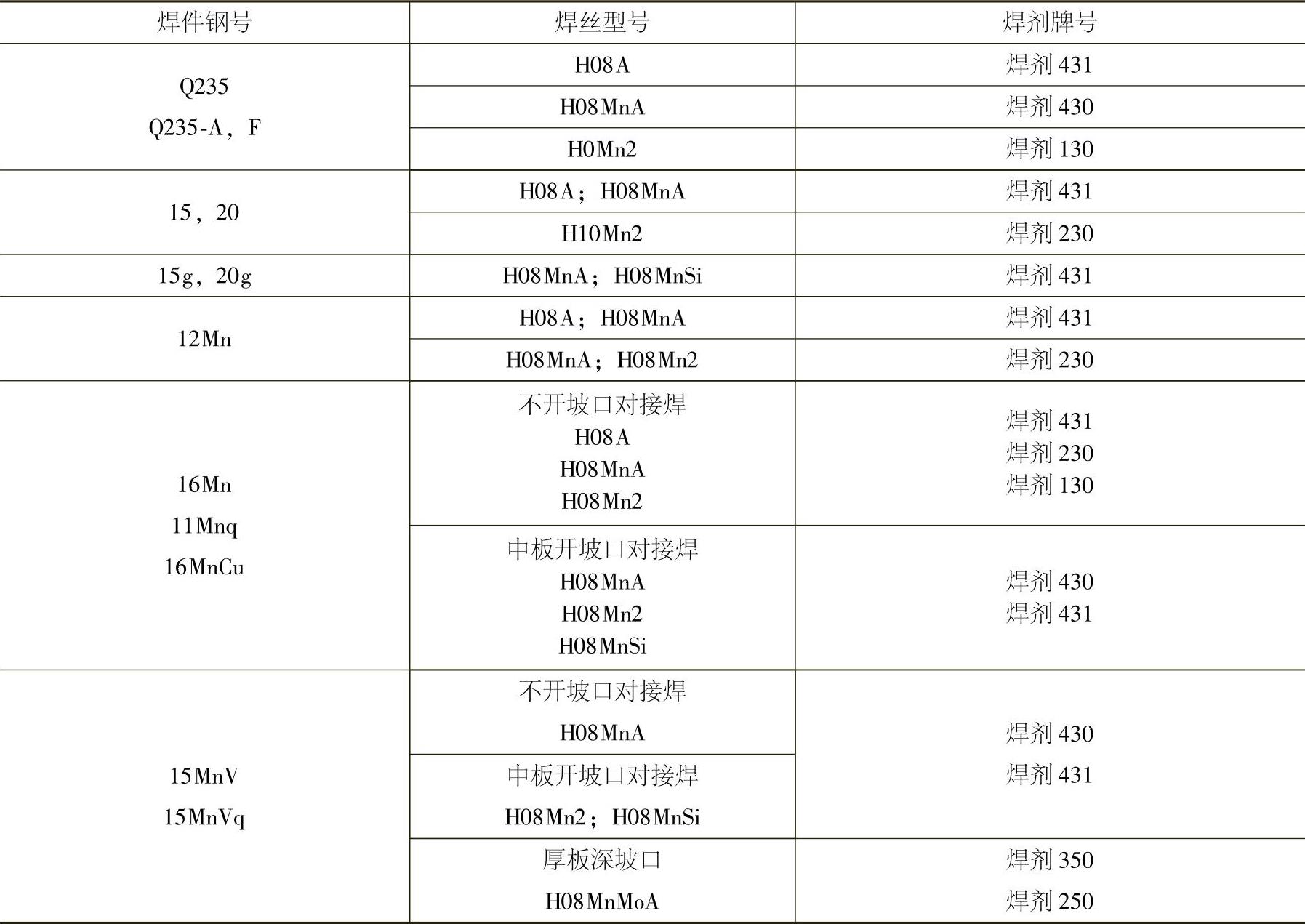
(2)焊剂:是焊接时,能够熔化形成熔渣(有的也产生气体),对熔化金属起保护和冶金作用的一种颗粒状物质。在钢结构焊接中,焊剂主要用于埋弧自动焊。一般埋弧焊焊丝和焊剂的选用见表6⁃77。
表6⁃77 一般埋弧焊焊丝和焊剂的选用表
5.保护气体
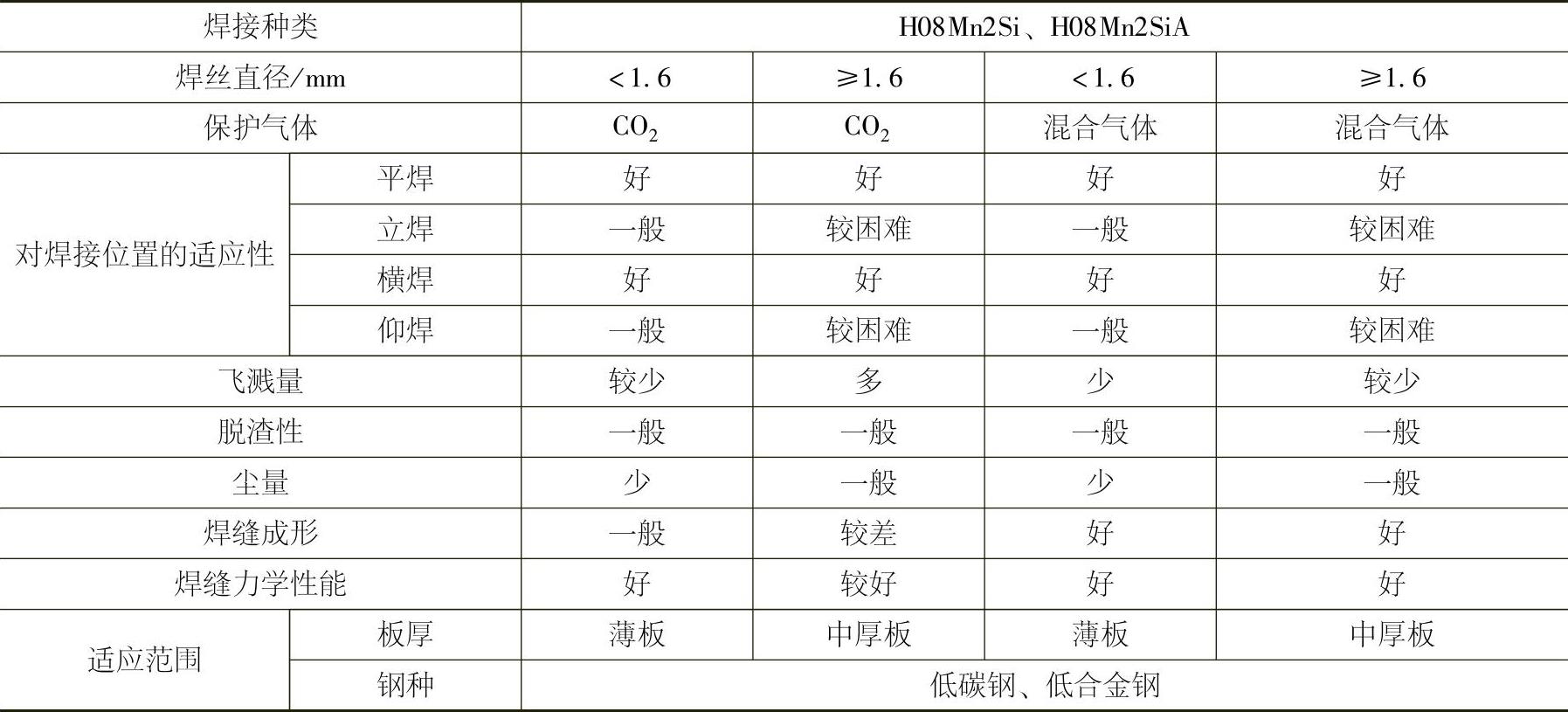
保护气体是焊接过程中用于保护金属熔滴、焊接熔池及焊接(热影响)区高温金属免受外界有害气体侵蚀的气体。气体保护焊焊接材料选用可参考表6⁃78。
建筑钢结构气体保护焊所用的保护气体,目前主要有二氧化碳(CO2),二氧化碳和氩气(Ar)的混合气体。焊接用二氧化碳应有较高的纯度,一般要求:CO2≥99.5%;O2<0.1%;H2O<1.22g/m3。
表6⁃78 气体保护焊焊接材料选用参考表
6.对焊条、焊剂、焊药的有关规定
(1)焊条、焊剂和焊药应有出厂质量证明书,并应符合设计要求。
(2)焊条、焊剂和焊药需进行烘焙的应有烘焙记录。
(3)焊条、焊剂和焊药的出厂质量合格证和烘焙记录应及时整理,烘焙记录填写应做到字迹清晰,项目齐全、准确、真实。
(4)焊条、焊剂和焊药的出厂质量合格证和烘焙记录不允许涂改、伪造、随意抽撤或损毁,其抄件(复印件)应注明原件存放处,并有抄件人、抄件(复印)单位的签字和盖章。
7.焊条、焊剂和焊药出厂质量合格证的验收内容
焊条、焊剂和焊药出厂质量合格证应由生产厂家的质检部门提供给使用单位,作为证明其产品质量性能的依据。合格证应注明焊条、焊剂和焊药的型号、牌号、类型、生产日期和有效期限等。对于名牌产品(如大桥牌焊条)可取其包装封皮作为该产品的合格证存档。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。